PUNZON PARA PROCESOS DE ESTAMPACION Y CORTE.
1. Punzón para procesos de estampación y corte, que siendo del tipo de los que incorporan una punta para corte en estampación,
con cualquier configuración adecuada, se caracteriza porque dicha punta presenta un reducido grosor, habiéndose previsto que en la zona inmediatamente posterior a la misma, el punzón sufra una reducción progresiva en su sección, hasta una distancia igual o mayor a la profundidad de penetración del punzón en el material a estampar.
2. Punzón para procesos de estampación y corte, según reivindicación 1ª, caracterizado porque es susceptible de incorporar un recubrimiento anti-desgaste
Tipo: Modelo de Utilidad. Resumen de patente/invención. Número de Solicitud: U200901315.
Solicitante: ESTAMPACIONES INDUSTRIALES S.A.
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: FERRADAS HERRERA,SANTIAGO.
Fecha de Solicitud: 11 de Septiembre de 2009.
Fecha de Publicación: .
Fecha de Concesión: 11 de Marzo de 2010.
Clasificación PCT:
- B21D37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Herramientas en cuanto que sean elementos de máquinas consideradas en la presente subclase (formas o estructuras de herramientas adaptadas únicamente a operaciones particulares, ver los grupos correspondientes a estas operaciones).
Descripción:
Punzón para procesos de estampación y corte.
Objeto de la invención
La presente invención se refiere a un punzón, del tipo de los utilizados en procesos de estampación y corte en empresas de construcción, automoción, de fabricación de electrodomésticos, y matricería en general.
El objeto de la invención es proporcionar un punzón con una estructuración tal que en el proceso de estampación, concretamente en el proceso de extracción del punzón, evite el agarre y gripaje de dicho punzón con las piezas a obtener, evitando averías y paradas de producción, así como fricciones innecesarias, desgaste y temperaturas excesivas, alargando por tanto de forma considerable la vida útil del punzón.
Antecedentes de la invención
En el ámbito de aplicación práctica de la invención, son utilizados habitualmente punzones cilíndricos para procesos de estampación, de sección constante a lo largo del mismo, con unas dimensiones que pueden variar en función de las necesidades específicas de cada caso, de manera que una vez introducido el punzón y estampada la pieza de que se trate, éste debe retirarse, de manera que debido al espesor del material a estampar y la gran resistencia que ofrece éste, se produce una gran fricción entre pieza y punzón, con elevadas temperaturas y desgastes, condiciones que llevan inevitablemente a que la punta del punzón acabe rompiéndose, así como las bolas de sujeción o retención del mismo, creando averías y paradas de producción con la consecuente y negativa repercusión a nivel de costes que ello supone, tanto de mantenimiento como de falta de productividad.
Descripción de la invención
El punzón para procesos de estampación que la invención propone resuelve de forma plenamente satisfactoria la problemática anteriormente expuesta, reduciendo considerablemente la fricción en el proceso de extracción, y alargando por tanto la vida útil del dispositivo.
Para ello y de forma mas concreta, se ha previsto que el punzón, presente una punta de sección adecuada a la forma a obtener, ya sea cilíndrica, ovalada, cuadrada, rectangular, etc, sección constante de muy escaso grosor, de manera que tras dicha punta, en vez de permanecer la sección constante a lo largo del punzón, se ha previsto que la misma decrezca progresivamente, hasta una cierta distancia, adecuada en función del grado de penetración del punzón, de manera que dicha superficie no entra en contacto con el material a estampar, reduciendo por tanto la fricción y facilitando la extracción del mismo.
Esta configuración será igualmente aplicable a punzones con bola de cambio rápido o punzones con cuello, así como con cualquier tipo de cabeza.
Por último, cabe citar que los punzones estarán obtenidos a partir de los materiales habituales para este tipo de dispositivos, e irán recubiertos con un tratamiento superficial anti-desgaste, como es convencional.
Se consigue de esta manera un punzón de larga vida útil, especialmente útil para trabajar con materiales de alto límite elástico, y series largas con grandes espesores, a partir de dos milímetros, si bien puede ser utilizado igualmente para espesores menores.
Descripción de los dibujos
Para complementar la descripción que se está realizando y con objeto de ayudar a una mejor comprensión de las características del invento, de acuerdo con un ejemplo preferente de realización práctica del mismo, se acompaña como parte integrante de dicha descripción, un juego de dibujos en donde con carácter ilustrativo y no limitativo, se ha representado lo siguiente:
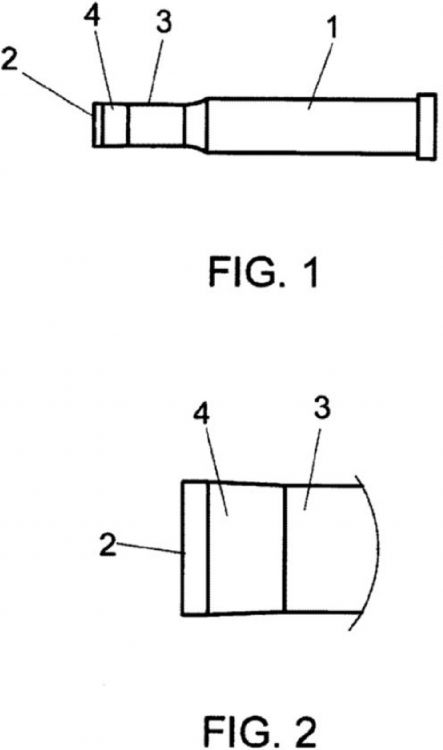
La figura 1.- Muestra, una vista en alzado lateral de un punzón para procesos de estampación realizado de acuerdo con el objeto de la presente invención.
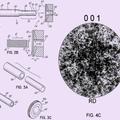
La figura 2.- Muestra un detalle ampliado de la región extrema del punzón, sobre la que se centran las mejoras de la invención.
Realización preferente de la invención
A la vista de las figuras reseñadas puede observarse como el punzón (1) de la invención puede estar constituido a partir de la estructuración de cualquier punzón convencional, en el presente ejemplo con punta (2) cilíndrica y cuerpo de sección cilíndrico, si bien podría presentar igualmente punta ovalada, triangular, etc, con cuerpo de sección cilíndrica o con formas varias, de cambio rápido de bola, con cabeza cónica, con cabeza cónica con cuello, o como en el caso del ejemplo escogido, con punta (2) cilíndrica con cuello (3) y cuerpo de sección cilíndrico, obtenido, tal y como se ha comentado anteriormente a partir de los materiales habitualmente utilizados en este tipo de dispositivos, con la particularidad de que la punta (2) presentará un grosor muy reducido, tal y como se puede observar en el detalle de la figura 2, de manera que la superficie lateral de contacto con la pieza a estampar en la extracción del punzón sea mínima, para lo cual, la sección de dicho punzón se reducirá progresivamente en sentido anterior en un sector (4), de longitud igual o mayor a la profundidad de penetración del punzón.
Así pues, en el caso concreto de las figuras, en el que la punta (2) es cilíndrica, tras la misma se definirá un sector (4) tronco-cónico que se rematará en el cuello (3), si bien dicho sector podrá ser igualmente tronco piramidal en caso de que la punta fuera cuadrada o rectangular, presentando en cualquier caso siempre una sección menor que la de la citada punta (2) en dicho tramo.
Esta reducción de sección no tiene por que ser excesiva, de manera que, tal y como se puede observar en las figuras, basta con que el diámetro de la base inferior del tronco de cono sea unas décimas de milímetro menor que el diámetro de la punta para que la fricción se vea drásticamente reducida, ampliando de forma sensible la vida útil del punzón.
Reivindicaciones:
1. Punzón para procesos de estampación y corte, que siendo del tipo de los que incorporan una punta para corte en estampación, con cualquier configuración adecuada, se caracteriza porque dicha punta presenta un reducido grosor, habiéndose previsto que en la zona inmediatamente posterior a la misma, el punzón sufra una reducción progresiva en su sección, hasta una distancia igual o mayor a la profundidad de penetración del punzón en el material a estampar.
2. Punzón para procesos de estampación y corte, según reivindicación 1ª, caracterizado porque es susceptible de incorporar un recubrimiento anti-desgaste.
Patentes similares o relacionadas:
Procedimiento y horno para tratar piezas de trabajo, del 28 de Septiembre de 2016, de Schwartz GmbH: Procedimiento para tratar al menos una pieza de trabajo en un horno , en el que la pieza de trabajo se calienta en una cámara de horno del […]
Equipo de moldeo por troquelado que tiene medios para medir la cantidad de deformación unitaria, del 29 de Junio de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un dispositivo de conformación por troquelado que comprende: un punzón ; una matriz , que se mueve relativamente con respecto […]
 Métodos para procesar termomecánicamente acero para herramientas y herramientas hechas a partir de aceros para herramientas procesados termomecánicamente, del 22 de Diciembre de 2015, de DAYTON PROGRESS CORPORATION: Un método para procesar termomecánicamente una preforma compuesta de acero para herramientas, que tiene una temperatura de inicio martensítica y una temperatura austenítica […]
Métodos para procesar termomecánicamente acero para herramientas y herramientas hechas a partir de aceros para herramientas procesados termomecánicamente, del 22 de Diciembre de 2015, de DAYTON PROGRESS CORPORATION: Un método para procesar termomecánicamente una preforma compuesta de acero para herramientas, que tiene una temperatura de inicio martensítica y una temperatura austenítica […]
Cabezal de curvado y procedimiento de curvado de alambres, del 7 de Marzo de 2012, de AUTOMATED INDUSTRIAL MACHINERY, INC: A cabeza de curvado para un dispositivo de curvado de alambre que comprende: una superficie de curvado; un conjunto de torreta (102; 202 […]
DISPOSITIVO DE CONFORMADO Y ESTAMPADO PROVISTO DE UN APARATO AUXILIAR DE CONFORMADO., del 16 de Noviembre de 2000, de FIRMA BORDIGNON SIMONE: LA INVENCION SE REFIERE A UNA HERRAMIENTA DE CONFORMADO Y ESTAMPADO CONSISTENTE EN UN COMPONENTE FIJO, ASI COMO UN COMPONENTE MOVIL, UNIENDOSE AL COMPONENTE […]
SISTEMA DE AFEITADO., del 16 de Febrero de 1998, de THE GILLETTE COMPANY: UN SISTEMA DE AFEITADO QUE INCLUYE UN PORTADOR Y UN MIEMBRO LAMINADO ASEGURADO AL PORTADOR. EL MIEMBRO LAMINADO TIENE UNA APERTURA QUE DEFINE […]
METODO Y FORMACION DE HOJA DE METAL, del 16 de Enero de 1995, de LAWSON MARDON SUTTON LTD.: SE DISPONE UN PUNZON PARA SU UTILIZACION EN ARTICULOS METALICOS HUECOS FORMADO EN FRIO EN UN TROQUEL SIN ARRUGAMIENTO. EL PUNZON DISPONE DE UN PARTE DE […]
CARRO PORTA-TROQUELES., del 16 de Julio de 1989, de ARRASATE, SDAD. COOP. LTD.: CARRO PORTA-TROQUELES, ESENCIALMENTE CARACTERIZADO POR ESTAR CONSTITUIDO A PARTIR DE UNA BASE RODANTE, DE LA QUE EMERGEN GUIAS VERTICALES PARA UN SOPORTE, ESTABLECIENDOSE ENTRE […]