CONJUNTO DE MOLDE CON MECANISMO DE ARTICULACION Y METODO PARA CERRAR UN CONJUNTO DE MOLDE.
Un conjunto de molde que comprende una primera (1) y una segunda (2) parte de molde para la fabricación de un miembro de perfil cerrado substancialmente alargado,
en particular una pala de aerogenerador de polímero reforzado con fibra, dicho conjunto de molde comprende además un mecanismo de articulación, que se conecta opcionalmente de manera desmontable a las dos partes de molde,
caracterizado porque
el mecanismo de articulación tiene por lo menos un primer (5) y un segundo (6) eje de articulación que se extienden a una distancia mutua substancialmente paralelos a las dos partes (1, 2) de molde en la dirección longitudinal del molde de manera que las partes (1, 2) de molde son giratorias entre sí entre una primera posición abierta, en la que las dos partes (1, 2) de molde se encuentran adyacentes entre sí con una distancia mutua y con las aberturas de las dos partes (1, 2) de molde mirando sustancialmente hacia arriba, y una segunda posición, en la que la primera parte (1) de molde se gira alrededor del primer eje de articulación (5) mediante unos primeros medios de accionamiento (7) de manera que la abertura de dicha primera parte de molde mira sustancialmente a un lado y hacia la segunda parte (2) de molde, y una tercera posición, en la que la primera parte (1) de molde se gira aún más alrededor del segundo eje de articulación (6) mediante unos segundos medios de accionamiento (8) de manera que la abertura de dicha primera parte de molde mira sustancialmente hacia abajo hacia la abertura de la segunda parte (2) de molde
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DK2006/000611.
Solicitante: LM GLASFIBER A/S.
Nacionalidad solicitante: Dinamarca.
Dirección: ROLLES MOELLEVEJ 1,6640 LUNDERSKOV.
Inventor/es: SHIBSBYE,KARSTEN.
Fecha de Publicación: .
Fecha Concesión Europea: 19 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B29C33/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › por movimiento de pivotamiento.
Clasificación PCT:
- B29C33/22 B29C 33/00 […] › por movimiento rectilíneo.
- B29C33/28 B29C 33/00 […] › utilizando medios hidráulicos o neumáticos.
- B29L31/08 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › B29L 31/00 Otros objetos particulares. › Paletas para rotores, estatores, ventiladores, turbinas o similares, p. ej. hélices.
Fragmento de la descripción:
Conjunto de molde con mecanismo de articulación y método para cerrar un conjunto de molde.
Ámbito técnico
La presente invención se refiere a un conjunto de molde que comprende una primera y una segunda parte de molde para la fabricación de un miembro de perfil cerrado considerablemente alargado, en particular una pala de aerogenerador de polímero reforzado con fibra, dicho conjunto de molde comprende un mecanismo de articulación, que se conecta opcionalmente desmontable a las dos partes de molde. Además, la invención se refiere a un método para el cierre de dicho conjunto de molde.
Técnica anterior
Las palas de aerogenerador de polímero reforzado con fibra se fabrican usualmente en moldes, en los que la parte superior y la parte inferior del perfil de la pala se fabrican por separado mediante la disposición de telas de fibra de vidrio en cada una de las dos partes del molde. Entonces, las dos mitades se pegan juntas, a menudo mediante piezas internas de reborde. El pegamento se aplica a la cara interna de la mitad inferior de pala antes de que la mitad superior de pala se baje sobre ella. Además, uno o dos perfiles de refuerzo (vigas) se unen a menudo al interior de la mitad inferior de pala antes de pegarla a la mitad superior de pala.
Es comúnmente sabido que los moldes para la fabricación de objetos grandes, como palas de aerogeneradores y que consisten en dos partes de molde se cierran en torno a una línea longitudinal de articulación, en las que las articulaciones son pasivas, es decir, se utiliza una grúa para levantar una de las partes de molde en torno a la línea de articulación para el cierre y la apertura del molde. Al hacer palas de aerogenerador, el molde se cierra con el fin de encolar juntas dos mitades de concha de pala, dichas mitades de concha se producen en piezas de molde separa-das.
El documento DK 171.948B describe un método para fabricar palas de aerogenerador, en el que las dos partes de molde se unen juntas por articulación a lo largo de una línea de articulación que coincide con el borde acabado de ataque de la pala. Una desventaja de dicho método y forma es que sólo es adecuado para la fabricación de miembros perfilados con un borde rectilíneo que coincide con la línea de articulación del molde. El procedimiento de cierre no se menciona en absoluto en esta referencia.
El Modelo de Utilidad danés BR 2004 00032 describe un conjunto, en el que se incorpora una unidad de accionamiento en la estructura de articulación que levanta y gira una de las partes de molde desde una posición, en la que su abertura mira hacia arriba, a una posición por encima de la otra parte de molde, en la que las aberturas de las dos partes de molde se miran entre sí. El mecanismo de cierre incluye un conjunto adicional que lleva las dos partes de molde juntas en un movimiento rectilíneo mediante un mecanismo de varillaje paralelo. Este movimiento de cierre curvo lineal o casi rectilíneo es necesario cuando se fabrican álabes de aerogenerador, ya que un cierre completo mediante giro es geométricamente imposible a menos que el eje de articulación esté dispuesto a una distancia desventajosamente grande de la cavidad del molde.
El documento WO 04/43679 describe un conjunto de molde, en el que se consigue el movimiento de cierre rectilíneo mencionado anteriormente mediante barras guía protráctiles montadas en una de las dos partes de molde a lo largo de los dos lados longitudinales que se extienden en paralelo a las líneas de articulación, y medios asociados de apoyo a lo largo de los lados longitudinales de la segunda de las dos partes de molde. Este conjunto permite un montaje de las dos partes de molde con una precisión muy alta.
El documento US 3.147.324 describe un molde (y el método de utilización correspondiente) para el cubrimiento pelotas de golf que tienen dos cavidades conectadas a un mecanismo de articulación que comprende dos eje de articulación que permiten el cierre/apertura del molde.
Las palas de aerogenerador se han vuelto cada vez más largas durante los años y pueden alcanzar hasta 60 metros o incluso más, hoy en día, lo que significa que los conjuntos de molde para moldear dichas palas también se han vuelto cada vez más grandes. Esto se traduce en problemas para los conjuntos de molde de la técnica anterior, ya que la parte de molde que gira con respecto a la otra durante el cierre del conjunto de molde alcanza una altura muy grande durante el movimiento de giro, lo que puede significar que la altura del techo en las naves donde se fabrican las palas debe ser muy grande. Esto significa que las naves se vuelven más caras de construir, o que los techos en las naves existentes tienen que ser elevados, lo que por supuesto también se traduce en mayores costes financieros.
Descripción de la invención
El objetivo de la invención es proporcionar un conjunto de molde y un método para el cierre de dicho conjunto de molde, en el que la altura necesaria para llevar a cabo el procedimiento de cierre se reduce con respecto a la técnica anterior.
Según la invención, este objetivo se consigue mediante el mecanismo de articulación que tiene por lo menos un primer y un segundo eje de articulación que se extiende con una distancia mutua substancialmente paralelo a las dos partes de molde en la dirección longitudinal del molde de manera que las partes de molde son giratorias entre sí entre una primera posición abierta, en la que las dos partes de molde se encuentran adyacentes entre sí con una distancia mutua y con las aberturas de las dos partes de molde mirando sustancialmente hacia arriba, y una segunda posición, en la que la parte primera de molde se gira alrededor del primer eje de articulación mediante unos primeros medios de accionamiento de manera que la abertura de dicha primera parte de molde mira sustancialmente a un lado y hacia la segunda parte de molde, y una tercera posición, en la que la primera parte de molde se gira aún más alrededor del segundo eje de articulación mediante unos segundos medios de accionamiento de manera que la abertura de dicha primera parte de molde mira sustancialmente hacia abajo hacia la abertura de la segunda parte de molde. De este modo, la primera parte de molde se desplaza a lo largo de dos arcos circulares en lugar de sólo uno durante el proceso de giro, permitiendo de este modo una disminución de la altura máxima del proceso de giro en comparación a conjuntos de molde, en los que el movimiento se lleva a cabo en torno a un único eje. Además, se crea un espacio de trabajo entre las dos partes de molde en la posición abierta del conjunto de molde, ya que se colocan a una distancia mutua.
De acuerdo con una realización preferida de la invención, el primer eje de articulación y el segundo eje de articulación se conectan mediante por lo menos un brazo de conexión. El brazo de conexión puede consistir en una pluralidad de brazos individuales o una placa que se extiende en la dirección longitudinal de las partes de molde.
Según una realización particular, el por lo menos un brazo de conexión se extiende horizontalmente en la primera posición abierta del conjunto de molde, preferiblemente entre las zonas más bajas de las dos partes de molde.
Preferiblemente, el por lo menos un brazo de conexión descansa sobre un soporte común de las dos partes de molde en la primera posición abierta del conjunto de molde. De esta manera, el brazo de conexión es un obstáculo tan pequeño como sea posible en el espacio de trabajo entre las dos partes de molde.
De acuerdo con una realización preferida del conjunto de molde según la invención, se monta por lo menos un carril guía en el por lo menos un brazo de conexión, dicho carril guía se extiende sustancialmente paralelo a la dirección longitudinal de las dos partes de molde en la primera posición abierta del conjunto de molde. Por lo tanto, un robot para la fabricación de palas de aerogenerador como el que se describe en el Modelo de Utilidad danés nº. BA 2004 00032 puede controlarse mediante los carriles guía a lo largo de las partes de molde.
Según una realización particular, el conjunto de molde comprende además medios de desplazamiento para un movimiento rectilíneo de traslación de la primera parte de molde entre la tercera posición del molde a una cuarta posición cerrada, en la que las dos partes de molde se cierran de manera que sus superficies internas definen substancialmente la forma del miembro del perfil terminado. El movimiento rectilíneo de traslación es necesario la mayoría de las veces, porque la línea divisoria a lo largo del borde de...
Reivindicaciones:
1. Un conjunto de molde que comprende una primera (1) y una segunda (2) parte de molde para la fabricación de un miembro de perfil cerrado substancialmente alargado, en particular una pala de aerogenerador de polímero reforzado con fibra, dicho conjunto de molde comprende además un mecanismo de articulación, que se conecta opcionalmente de manera desmontable a las dos partes de molde,
caracterizado porque
el mecanismo de articulación tiene por lo menos un primer (5) y un segundo (6) eje de articulación que se extienden a una distancia mutua substancialmente paralelos a las dos partes (1, 2) de molde en la dirección longitudinal del molde de manera que las partes (1, 2) de molde son giratorias entre sí entre una primera posición abierta, en la que las dos partes (1, 2) de molde se encuentran adyacentes entre sí con una distancia mutua y con las aberturas de las dos partes (1, 2) de molde mirando sustancialmente hacia arriba, y una segunda posición, en la que la primera parte (1) de molde se gira alrededor del primer eje de articulación (5) mediante unos primeros medios de accionamiento (7) de manera que la abertura de dicha primera parte de molde mira sustancialmente a un lado y hacia la segunda parte (2) de molde, y una tercera posición, en la que la primera parte (1) de molde se gira aún más alrededor del segundo eje de articulación (6) mediante unos segundos medios de accionamiento (8) de manera que la abertura de dicha primera parte de molde mira sustancialmente hacia abajo hacia la abertura de la segunda parte (2) de molde.
2. Un conjunto de molde según la reivindicación 1, caracterizado porque el primer eje de articulación (5) y el segundo eje de articulación (6) están conectados mediante por lo menos un brazo de conexión (9).
3. Un conjunto de molde según la reivindicación 2, caracterizado porque el por lo menos un brazo de conexión (9) se extiende horizontalmente en la primera posición abierta del conjunto de molde, preferiblemente entre las zonas más bajas de las dos partes (1, 2) de molde.
4. Un conjunto de molde según la reivindicación 3, caracterizado porque el por lo menos un brazo de conexión (9) descansa sobre un soporte común (17) de las dos partes (1, 2) de molde en la primera posición abierta del conjunto de molde.
5. Un conjunto de molde según una de las reivindicaciones 2-4, caracterizado porque al menos un carril guía (11, 12) se monta en el por lo menos un brazo de conexión (9), dicho carril guía se extiende substancialmente paralelo a la dirección longitudinal de las dos partes (1, 2) de molde en la primera posición abierta del conjunto de molde.
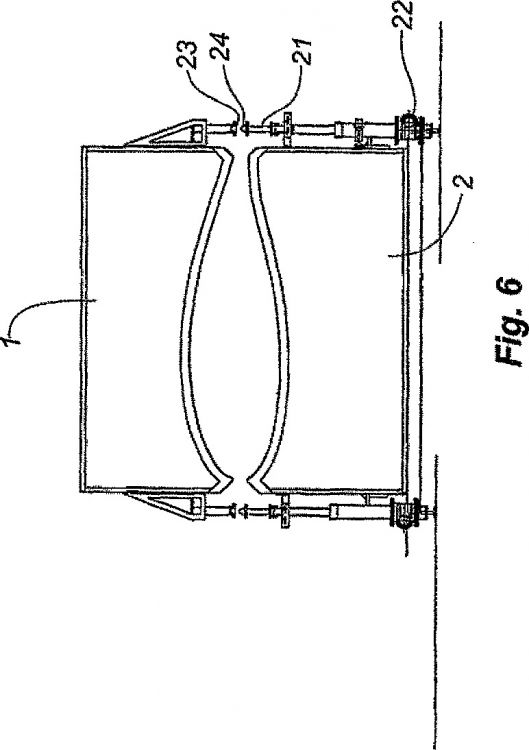
6. Un conjunto de molde según cualquiera de las reivindicaciones anteriores, caracterizado porque el conjunto de molde comprende además medios de desplazamiento (21) para un movimiento rectilíneo de traslación de la primera parte (1) de molde entre la tercera posición del molde (1) a una cuarta posición cerrada, en la que las dos partes (1, 2) de molde se cierran juntas de manera que sus superficies internas (13, 14) definen substancialmente la forma del miembro del perfil terminado.
7. Un conjunto de molde según la reivindicación 6, caracterizado porque los medios de desplazamiento (21) se proporcionan mediante barras guía protráctiles montadas en una de las dos partes (1, 2) de molde a lo largo de los dos lados longitudinales de las mismas, así como mediante medios de apoyo asociados (23) a lo largo de los lados longitudinales de la otra de las dos partes (1, 2) de molde para la recepción de los extremos libres (24) de las barras guía (21) de manera que la primera parte (1) de molde puede descansar en las barras guía (21) en la tercera posición del molde (1), y en las que las barras guía (21) comprenden terceros medios de accionamiento (22) para desplazar las barras guía (21) y de este modo mover las dos partes (1, 2) de molde entre la tercera y la cuarta posición del molde.
8. Un conjunto de molde según cualquiera de las reivindicaciones anteriores, caracterizado porque los primeros (7) y/o los segundos (8) medios de accionamiento son un dispositivo de accionamiento lineal, tal como una unidad de cilindro/pistón, que se acciona preferentemente de manera hidráulica.
9. Un conjunto de molde según cualquiera de las reivindicaciones anteriores, caracterizado porque los primeros medios de accionamiento (7) se conectan entre la primera parte (1) de molde y el brazo de conexión (9).
10. Un conjunto de molde según cualquiera de las reivindicaciones anteriores, caracterizado porque los segundos medios de accionamiento (8) se conectan entre la segunda parte (2) de molde y el brazo de conexión (9).
11. Un método para el cierre de un conjunto de molde para la fabricación de un miembro considerablemente alargado de perfil cerrado, en particular una pala de aerogenerador de polímero reforzado con fibras, que comprende una primera parte (1) de molde, una segunda parte (2) de molde y un mecanismo de articulación dispuesto entremedio, dicho mecanismo comprende por lo menos un primer (5) y un segundo (6) eje de articulación, mediante dicho método
12. Un método según la reivindicación 11, caracterizado porque la primera parte (1) de molde se gira substancialmente 90 grados en la etapa i), y, además, sustancialmente 90 grados en la etapa ii).
13. Un método según la reivindicación 11, caracterizado porque la primera parte (1) de molde se gira más de 90 grados en la etapa i), y, con posterioridad a la etapa ii), se hace girar alrededor del primer eje de articulación (5) en dirección opuesta al movimiento de giro de la etapa i), y aún más en torno el segundo eje de articulación en la misma dirección que el movimiento giratorio de la etapa ii) a una posición, en la que la primera parte (1) de molde se encuentra sustancialmente vertical por encima de la segunda parte (2) de molde.
14. Un método según una de las reivindicaciones 11-13, caracterizado porque
la segunda parte de molde se desplaza substancialmente vertical desde la tercera posición o la posición, en la que la primera parte (1) de molde se encuentra substancialmente vertical encima de la segunda parte (2) de molde a una cuarta posición cerrada, en la que los dos partes de molde se cierran juntas.
Patentes similares o relacionadas:
Molde de fabricación de una pala de rotor, del 11 de Marzo de 2020, de Senvion GmbH: Molde de fabricación para una pala de rotor de una instalación de energía eólica con dos semicubiertas de molde con respectivamente un lado […]
Molde de conchas partido para palas de aerogenerador método de fabricación de dicho molde y método de fabricación de pala empleando dicho molde, del 3 de Mayo de 2017, de GAMESA INNOVATION & TECHNOLOGY, S.L: Método para fabricar un molde de conchas de pala de aerogenerador dividido en sentido transversal en al menos una primera parte (1A, 2A) Y una segunda parte (1 B, […]
Instalación de producción que comprende un sistema de transporte para procesar productos alargados, en particular palas de turbina eólica, con conjuntos de molde alargados, del 7 de Diciembre de 2016, de VESTAS WIND SYSTEMS A/S: Instalación de producción que comprende: un primer conjunto de molde alargado (110a; 210a; 310a), un segundo conjunto de […]
Conjunto de molde y método de cierre de un conjunto de molde, del 3 de Agosto de 2016, de SIEMENS AKTIENGESELLSCHAFT: Conjunto de molde que comprende: - una primera parte (1a) de molde con una primera abertura (2a) de molde; - una segunda parte (1b) de molde con una segunda abertura […]
Molde para la fabricación de palas de turbina eólica, del 15 de Junio de 2016, de VESTAS WIND SYSTEMS A/S: Un sistema de molde para la fabricación de una pala de turbina eólica a partir de dos mitades de pala, comprendiendo el sistema: - un primer […]
 Aparato de moldeo para fabricar una pala de turbina eólica y procedimiento para fabricar la misma, del 17 de Marzo de 2016, de VESTAS WIND SYSTEMS A/S: Un procedimiento para fabricar una pala de turbina eólica , que tiene una primera mitad de armazón y una segunda mitad de armazón , […]
Aparato de moldeo para fabricar una pala de turbina eólica y procedimiento para fabricar la misma, del 17 de Marzo de 2016, de VESTAS WIND SYSTEMS A/S: Un procedimiento para fabricar una pala de turbina eólica , que tiene una primera mitad de armazón y una segunda mitad de armazón , […]
 Un aparato de producción y un procedimiento para fabricar productos alargados tales como palas de turbina eólica, del 11 de Marzo de 2016, de VESTAS WIND SYSTEMS A/S: Un aparato de producción que comprende:
- un primer molde alargado ,
- un segundo molde alargado que se extiende en paralelo hasta dicho primer molde, […]
Un aparato de producción y un procedimiento para fabricar productos alargados tales como palas de turbina eólica, del 11 de Marzo de 2016, de VESTAS WIND SYSTEMS A/S: Un aparato de producción que comprende:
- un primer molde alargado ,
- un segundo molde alargado que se extiende en paralelo hasta dicho primer molde, […]
 MOLDE DE CONCHAS PARTIDO PARA PALAS DE AEROGENERADOR, MÉTODO DE FABRICACIÓN DE DICHO MOLDE Y MÉTODO DE FABRICACIÓN DE PALA EMPLEANDO DICHO MOLDE, del 19 de Octubre de 2012, de GAMESA INNOVATION & TECHNOLOGY, S.L: La invención describe un molde de conchas de pala de aerogenerador de materiales no metálicos que comprende dos semi-moldes, superior e inferior, abisagrados […]
MOLDE DE CONCHAS PARTIDO PARA PALAS DE AEROGENERADOR, MÉTODO DE FABRICACIÓN DE DICHO MOLDE Y MÉTODO DE FABRICACIÓN DE PALA EMPLEANDO DICHO MOLDE, del 19 de Octubre de 2012, de GAMESA INNOVATION & TECHNOLOGY, S.L: La invención describe un molde de conchas de pala de aerogenerador de materiales no metálicos que comprende dos semi-moldes, superior e inferior, abisagrados […]