PROCEDIMIENTO Y UTILIZACION DE UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DE HORMIGON DE CAPAS MULTIPLES.
Procedimiento para la fabricación de un tubo de hormigón (10) de varias capas,
con los pasos siguientes:
- introducir en un montante una envolvente de moldeo (14) colocada esencialmente en posición vertical,
- llenado de la envolvente de moldeo (14) con una primera mezcla de hormigón (10a) mediante una primera instalación de alimentación,
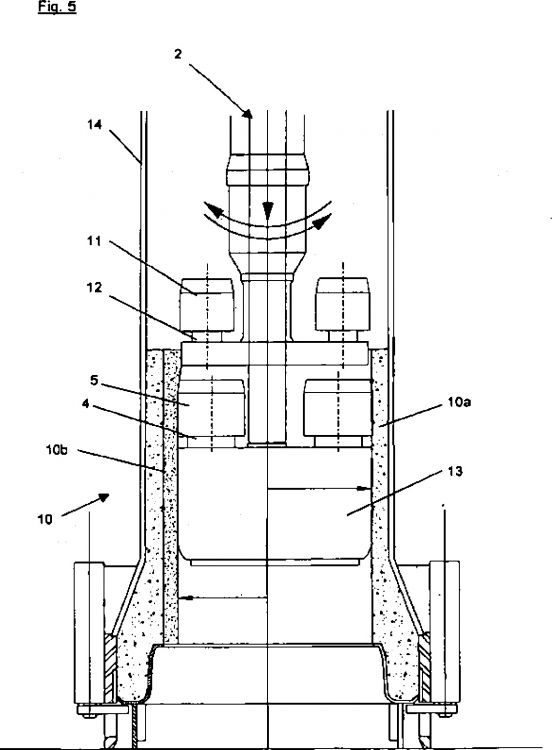
- distribución y compactación de la mezcla de hormigón en la envolvente de moldeo (14) mediante una herramienta de compactación (5, 11, 13) giratoria y desplazable en dirección vertical,
- retirada de la envolvente de moldeo (14) colocada en posición esencialmente vertical fuera del montante y desmoldeo del tubo de hormigón (10),
caracterizado porque antes de desmoldear el tubo de hormigón (10) se carga mediante una segunda instalación de alimentación una segunda mezcla de hormigón (10b) en la envolvente de moldeo (14) colocada esencialmente en posición vertical y se reduce de forma reversible el diámetro de la herramienta de compactación (5, 11, 13) para efectuar la distribución y compactación de la segunda mezcla de hormigón (10b)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04006777.
Solicitante: SCHLOSSER-PFEIFFER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHEIDERTALSTRASSE 1,65322 AARBERGEN.
Inventor/es: SCHILLER, GUNTHER, BECKER, GUNTER, RUPIETTA,BERTRAM.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Marzo de 2004.
Fecha Concesión Europea: 20 de Enero de 2010.
Clasificación Internacional de Patentes:
- B28B21/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 21/00 Procedimientos o máquinas especialmente adaptados para la fabricación de objetos de forma tubular. › con una cabeza incorporada utilizable como un molde poroso o provista de medios de guiado para el avance del material.
- B28B21/94 B28B 21/00 […] › para la impregnación o el revestimiento mediante la aplicación de líquidos o semilíquidos.
Clasificación PCT:
Clasificación antigua:
- B28B19/00 B28B […] › Máquinas o métodos para aplicar el material a superficies a fin de formar una capa permanente sobre estas ultimas (fabricación de objetos realizada sobre mandriles B28B 1/30; aplicación de líquidos u otras materias fluidas a las superficies en general B05C; vidriado o revestimiento terroso C04B; aplicación del material sobre paredes u otras estructuras, ver las diferentes clases de la sección E).
- B28B21/26 B28B 21/00 […] › con una cabeza incorporada utilizable como un molde poroso o provista de medios de guiado para el avance del material.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y utilización de un dispositivo para la fabricación de tubos de hormigón de capas múltiples.
La invención se refiere a la utilización de un dispositivo para la fabricación de un tubo de hormigón de capas múltiples con la correspondiente herramienta de compactación, así como a un procedimiento para la fabricación de un tubo de hormigón de capas múltiples.
Esta clase de tubos de hormigón se emplean por ejemplo para la canalización de aguas residuales municipales e industriales. La pared de un tubo de esta clase cumple diversas funciones. Por una parte la pared del tubo ha de soportar las cargas estáticas y dinámicas que actúan desde el exterior. Por otra parte, la superficie interior está expuesta al medio que se ha de transportar. Por este motivo se exigen para la superficie interior con frecuencia propiedades especiales, como por ejemplo resistencia a la erosión, resistencia a los ácidos, resistencia al fuego o similares. Por lo tanto resulta razonable fabricar la pared del tubo a base de varias capas, diferenciándose las capas entre sí por sus propiedades. Es conocido el hecho de revestir esta clase de tubos de hormigón con una capa interior de una mezcla de hormigón resistente a los ácidos, que incrementa la resistencia de los tubos de hormigón. Dado que las mezclas de hormigón resistentes a los ácidos son considerablemente más caras que las mezclas de hormigón convencionales se aplica sólo una capa muy delgada del hormigón resistente a los ácidos para el revestimiento de la cara interior de los tubos de hormigón.
Esta delgada capa de hormigón resistente a los ácidos se aplica convencionalmente en un procedimiento de centrifugado en el que se introduce la mezcla de hormigón resistente a los ácidos en un tubo situado en posición horizontal. La fase de trabajo de centrifugado ha de realizarse hasta que el hormigón haya endurecido al menos parcialmente, para que el tubo se pueda retirar en posición horizontal del molde sin sufrir daños. Dado que la fabricación horizontal de tubos es muy lenta se producen con frecuencia los tubos de una capa con un procedimiento de fabricación vertical empleando una cabeza de prensado o similar. En los tubos fabricados en posición vertical se aplican sobre la superficie interior posteriormente unas capas de plástico llamadas "inliner". La instalación de estos recubrimientos en parte muy caros requiere unas operaciones de fabricación adicionales. Además no existe una unión íntima, es decir química, entre las capas, por lo que estas capas se pueden desprender eventualmente en el curso del tiempo.
Para fabricar tubos de hormigón con diferentes diámetros interiores se conoce por ejemplo por el documento US 4.690.631 una herramienta de compactación cuyos rodillos de prensado se pueden regular en su orientación radial por medio de una palanca de ajuste. Para ello es preciso que un bulón roscado que fija la palanca de ajuste se desenrosque de un orificio roscado, y una vez hecho el cambio de ajuste de la palanca de ajuste se enrosque en otro agujero roscado. El ajuste de los rodillos de prensado consume tiempo y por lo tanto no se puede realizar durante la producción de los tubos. Este documento da a conocer también un procedimiento para la fabricación de un tubo de hormigón conforme al preámbulo de la reivindicación 1.
El objetivo de la presente invención es por lo tanto facilitar un procedimiento de la clase citada inicialmente mediante la cual se pueden fabricación tubos de hormigón de capas múltiples con mayor rapidez y economía, mejorando especialmente la unión de las distintas capas entre sí.
Este objetivo se resuelve conforme a la invención mediante un procedimiento según la reivindicación 1. Para ello el por lo menos un rodillo distribuidor o de prensado y/o el por lo menos un émbolo de prensado o alisado pueden estar unidos por medio de un dispositivo de ajuste con el eje motorizado, de tal modo que se pueda variar la distancia entre la superficie envolvente exterior y el eje motorizado. El dispositivo de ajuste permite por lo tanto modificar de modo definido el diámetro descrito por ejemplo por los rodillos de distribución o patines de distribución o por los rodillos de prensado de la herramienta de compactación, con el fin de fabricar tubos de hormigón con diferentes diámetros interiores y empleando una misma herramienta de compactación. Dado que para el accionamiento del dispositivo de ajuste no es necesario sacar la herramienta de compactación fuera de la envolvente del molde, se puede fabricar con la herramienta de compactación conforme a la invención un tubo de hormigón de dos o más capas sin tener que proceder a un cambio de herramientas. Debido a la posibilidad de ajuste radial de la herramienta de compactación se tiene por lo tanto la posibilidad de fabricar en primer lugar la capa exterior del tubo de hormigón de mayor diámetro interior, y después de reducir el diámetro de la herramienta de compactación, aplicar la capa interior del tubo de hormigón con menor diámetro interior. El ajuste radial de la herramienta de compactación para modificar el diámetro se realiza variando la distancia entre el eje motorizado y las superficies envolventes exteriores de los rodillos, patines o similares.
El dispositivo de regulación puede presentar una guía de corredera que transcurra con una trayectoria recta o curvada entre dos puntos situados a diferente distancia del eje motorizado, así como un taco de corredera que desliza en la guía de corredera. El eje motorizado puede estar unido con un disco o similar en el cual esté realizado un agujero rasgado como guía de corredera. El muñón de apoyo de un rodillo de distribución o de prensado o de un émbolo alisador desliza por el agujero rasgado como un taco de corredera. Debido al giro de la herramienta de compactación alrededor del eje motorizado se empuja al rodillo o al émbolo a su posición posterior en sentido de giro en la guía de corredera. Al invertir el sentido de giro de la herramienta de compactación alrededor del eje motorizado se puede forzar el rodillo o patín a la otra posición extrema de la guía de corredera, que en comparación con la primera posición se encuentra a una distancia distinta respecto al eje motorizado, de modo que se puede modificar el diámetro de la herramienta de compactación al invertir su sentido de giro.
La inversión del sentido de giro de la herramienta de compactación entre dos fases de mecanizado se puede emplear también alternativamente en un dispositivo de regulación para modificar el diámetro de la herramienta de compactación si el dispositivo de regulación está formado por una palanca basculante con apoyo excéntrico con relación al eje motorizado. Esta palanca basculante está unida por su extremo alejado del apoyo con el por lo menos un rodillo de distribución o de prensado y/o con el por lo menos un émbolo de prensado o alisado, y se puede bascular entre dos puntos que presentan diferente distancia al eje motorizado. Los topes que limitan el movimiento basculante de la palanca pueden estar dispuestos de tal modo que se evite en gran medida que el dispositivo de regulación se pueda ensuciar por las mezclas de hormigón, por lo que durante el funcionamiento no surgen detrimentos para la posibilidad de lograr un ajuste exacto del diámetro de la herramienta de compactación.
También puede estar previsto que el dispositivo de regulación presente por lo menos un motor de accionamiento de carácter eléctrico, hidráulico o neumático, que le corresponda al por lo menos un rodillo de distribución o de prensado y/o al por lo menos un émbolo de prensado o de alisado. Este motor de accionamiento, por ejemplo un elemento de ajuste lineal, puede regular de modo centralizado todos los rodillos y/o émbolos de la herramienta de compactación, o estar asignado a rodillos o émbolos individuales o varios.
La alimentación de energía del motor de accionamiento tiene lugar preferentemente por medio del eje motorizado, que está formado por un mínimo de dos árboles huecos coaxiales y dispuestos uno dentro del otro. En este caso hay una conducción eléctrica, hidráulica o neumática que pasa a través del árbol hueco interior al dispositivo de regulación.
Alternativamente existe para esto también la posibilidad de que el eje motorizado esté formado por dos árboles huecos coaxiales situados uno dentro del otro, donde en el árbol hueco interior está previsto otro árbol para el accionamiento del dispositivo de regulación.
Si la regulación del rodillo de distribución o de prensado se efectúa por la fuerza de reacción provocada por un cambio de sentido de giro...
Reivindicaciones:
1. Procedimiento para la fabricación de un tubo de hormigón (10) de varias capas, con los pasos siguientes:
caracterizado porque antes de desmoldear el tubo de hormigón (10) se carga mediante una segunda instalación de alimentación una segunda mezcla de hormigón (10b) en la envolvente de moldeo (14) colocada esencialmente en posición vertical y se reduce de forma reversible el diámetro de la herramienta de compactación (5, 11, 13) para efectuar la distribución y compactación de la segunda mezcla de hormigón (10b).
2. Procedimiento según la reivindicación 1, caracterizado porque después de retirar del montante y desmoldear el tubo de hormigón (10) se aumenta de modo reversible el diámetro de la herramienta de compactación (5, 11, 13) para efectuar la distribución y compactación de la primea mezcla de hormigón (10a).
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque después de efectuada la distribución y compactación de la primera mezcla de hormigón (10a) se invierte el sentido de rotación de la herramienta de compactación (5, 11, 13).
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque después de efectuada la distribución y compactación de la primera mezcla de hormigón (10a) se modifica la velocidad de rotación de la herramienta de compactación (5, 11, 13).
5. Utilización de una herramienta de compactación en un procedimiento según una de las reivindicaciones anteriores para la fabricación de un tubo de hormigón (10) de varias capas en una envolvente de moldeo (14), donde la herramienta de compactación presenta por lo menos un rodillo de distribución o de prensado (5, 11) y/o por lo menos un émbolo de prensado o alisado (13), que tienen una superficie envolvente exterior para dar forma a una pared interior del tubo de hormigón (10) y que gira alrededor de un eje motorizado (2), y donde el por lo menos un rodillo de distribución o de prensado (5, 11) y/o el por lo menos un émbolo de prensado o de alisado (13) están unidos por medio de un dispositivo de regulación (3; 6; 7) de tal modo con el eje motorizado que se pueda modificar la distancia entre la superficie envolvente exterior al eje motorizado (2).
6. Utilización según la reivindicación 5, caracterizada porque el dispositivo de regulación presenta una guía de corredera (3) que se extiende en una trayectoria curvada o recta entre dos puntos situados a diferente distancia respecto al eje motorizado (2), y que presenta un taco de corredera (4) que desliza en la guía de corredera (3).
7. Utilización según la reivindicación 5, caracterizada porque el dispositivo de regulación presenta una palanca basculante (7) con apoyo descentrado respecto al eje motorizado (2), que está unida con el por lo menos un rodillo de distribución o de prensado (5, 11) y/o con el por lo menos un émbolo de prensado o alisado (13), y cuyo extremo alejado del apoyo (8) puede bascular entre dos puntos (9a, 9b) situados a diferente distancia respecto al eje motorizado (2).
8. Utilización según la reivindicación 5, caracterizada porque el dispositivo de regulación presenta por lo menos un motor de accionamiento (6) movido de forma eléctrica, hidráulica o neumática, que le corresponde al por lo menos un rodillo de distribución o de prensado (5, 11) y/o al por lo menos un émbolo (13) de prensado o de alisado, para su regulación.
9. Utilización según la reivindicación 8, caracterizada porque el eje motorizado (2) está formado por un mínimo de dos árboles huecos coaxiales dispuestos uno en el interior del otro, y porque a través del árbol hueco interior pasa una conducción eléctrica, hidráulica o neumática al dispositivo de regulación (3; 6; 7).
10. Utilización según la reivindicación 5, caracterizada porque el eje motorizado (2) está formado por dos árboles huecos coaxiales situados uno dentro del otro, donde a través del árbol hueco interior pasa otro árbol para el accionamiento del dispositivo de regulación (3; 6; 7).
11. Utilización según una de las reivindicaciones 5 a 10, en la que la herramienta de compactación está caracterizada por un distribuidor con varios rodillos de distribución (11) o patines de distribución de efecto esencialmente radial, un compactador con varios rodillos de prensado (5) de efecto esencialmente radial o patines de compactación y una herramienta de alisado (13).
12. Utilización según la reivindicación 11, caracterizada porque el distribuidor (11) gira alrededor del eje motorizado (2) en sentido opuesto al compactador (5) y a diferente velocidad.
13. Utilización según una de las reivindicaciones 5 a 12, caracterizada por constar de un cabezal de rociado para la distribución y compactación de mezclas de hormigón, dispuesto por encima de la herramienta de alisado (13).
14. Utilización según una de las reivindicaciones 5 a 13, de un dispositivo para la fabricación de un tubo de hormigón (10) de varias capas con por lo menos un montante en el cual está dispuesta una herramienta de compactación motorizada, por lo menos un disco giratorio sobre el cual están dispuestas varias envolventes de moldeo (14) en posición vertical que se pueden ir girando cíclicamente en un montante y por lo menos una instalación de alimentación para cargar por lo menos una mezcla de hormigón en una de las envolventes de moldeo (14).
15. Utilización según la reivindicación 14, caracterizada porque a un montante le corresponden por lo menos dos instalaciones de alimentación.
16. Utilización según la reivindicación 15, caracterizada porque por lo menos una de las instalaciones de alimentación dispone de un silo de hormigón con su correspondiente cinta de llenado.
17. Utilización según la reivindicación 15 ó 16, caracterizada porque una de las instalaciones de alimentación lleva una bomba de hormigón con una manguera de bombeo.
Patentes similares o relacionadas:
 DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBOS DE HORMIGÓN DE CAPAS, del 3 de Marzo de 2011, de SCHLOSSER-PFEIFFER GMBH: Dispositivo para la fabricación de un tubo de hormigón de capas múltiples, en particular de dos capas, con un primer montante en el cual está situada […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBOS DE HORMIGÓN DE CAPAS, del 3 de Marzo de 2011, de SCHLOSSER-PFEIFFER GMBH: Dispositivo para la fabricación de un tubo de hormigón de capas múltiples, en particular de dos capas, con un primer montante en el cual está situada […]
METODO PARA LA FABRICACION DE UN TUBO DE POLIURETANO EN EL INTERIOR DE UN TUBO DE HORMIGON Y PRODUCTO COMPUESTO ASI OBTENIDO., del 16 de Diciembre de 2003, de CO. PRE.M COSTRUZIONI PREFABBRICATE MODULARI S.R.L. TEMA TECHNOPOLYMERS S.R.L.: PROCEDIMIENTO PARA PRODUCIR UNA TUBERIA DE POLIURETANO QUE ESTA FIRMEMENTE FIJADA DENTRO DE UNA TUBERIA DE HORMIGON APLICANDOLE A LA CARA INTERIOR DE LA CITADA […]
PROCEDIMIENTO Y EQUIPO MEJORADOS PARA REVESTIR TUBOS DE HORMIGON., del 1 de Marzo de 2003, de ASSOTUBI ECOLOGICA S.R.L.: LA PRESENTE INVENCION SE REFIERE A UN PROCESO MEJORADO Y AL EQUIPO CORRESPONDIENTE PARA REVESTIR TUBOS DE HORMIGON Y EN PARTICULAR CONDUCTOS UTILIZADOS […]
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE HORMIGON Y PRENSA DE TUBOS PARA SU REALIZACION, del 16 de Noviembre de 1993, de KERN, GREGOR: LA CONSTANCIA DE CALIDAD OBTENIDA EN LA FABRICACION DE TUBOS DE HORMIGON MEDIANTE PRESION DE RODADURA SIGUE SIENDO INSUFICIENTE. LAS AGUAS AGRESIVAS,SOBRE TODO, […]
Aparato de fabricación de panel basado en yeso, del 3 de Junio de 2020, de YOSHINO GYPSUM CO., LTD: Aparato de produccion de panel basado en yeso que comprende: un mezclador configurado para preparar una lechada de yeso; un aparato […]
Materiales de panel de pared que incorporan una matriz de micropartículas, del 18 de Diciembre de 2019, de Ash Tech Industries, L.L.C: Un método para formar un material de panel de pared, que comprende: formar una mezcla que incluye: de aproximadamente el 25 % en peso a aproximadamente […]
Sistema de mezcla y distribución de lechada cementosa con conjunto generador de impulsos y método para su utilización, del 9 de Octubre de 2019, de UNITED STATES GYPSUM COMPANY: Sistema de mezcla y distribución de lechada cementosa que comprende: una mezcladora , estando la mezcladora adaptada […]
Sistema de inyección de espuma con insertos de puerto variables para aparato de mezclado y dispensación de lechada, del 2 de Octubre de 2019, de UNITED STATES GYPSUM COMPANY: Sistema de inyección de espuma para un ensamblaje de mezclado y dispensación de lechada cementosa , comprendiendo el sistema […]