PROCEDIMIENTO Y DISPOSICION DE REPARACION DE DAÑOS EN SUPERFICIES CON ESTRUCTURA DE DISEÑO EN RELIEVE, ESPECIALMENTE SUPERFICIES EN LAS QUE EL DISEÑO EN RELIEVE SE REPITE.
Un procedimiento para reparación de daños sobre superficies con diseño en relieve,
especialmente superficies en las que el diseño en relieve se repite, caracterizado porque
a) se identifica un punto fijo en el diseño en relieve, y se monta una barra (1) deslizante con respecto al punto fijo en la proximidad inmediata del daño;
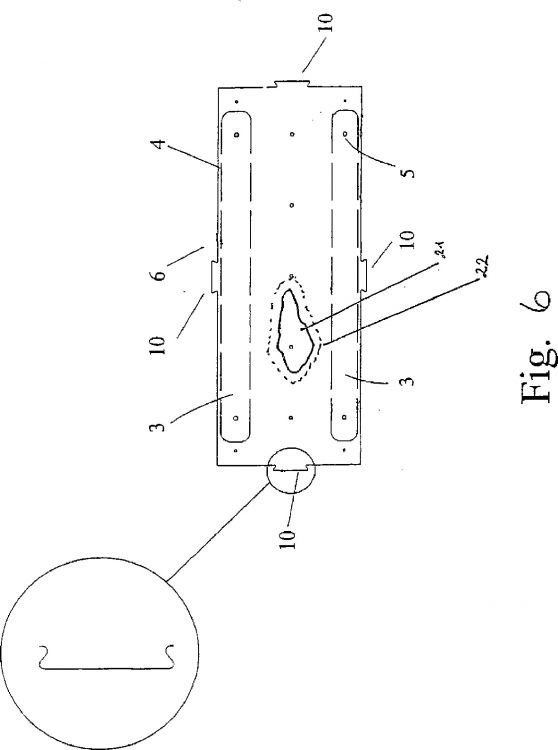
b) se monta una placa (6) de moldes sobre la primera barra (1) deslizante por medio de medios (2, 10) de fijación para aseguramiento de la posición mutua de la placa de moldes y de la primera barra deslizante, y se perfila el área dañada sobre la placa de moldes;
c) se identifica un segundo punto fijo con posición idéntica con respecto al diseño repetido situado en una parte no dañada de la superficie con diseño en relieve, y se monta una segunda barra (1) deslizante idéntica a la primera barra que tiene la misma relación con un segundo punto fijo que la primera barra deslizante tiene con el primer punto fijo, y se dispone la segunda barra deslizante en paralelo con la primera barra deslizante,
d) se monta la placa (6) de moldes con el daño perfilado sobre la segunda barra deslizante con los medios (2, 10) de fijación,
e) se inyecta una primera masa curable a través de uno o más orificios (8a a 8e) pasantes dispuestos en la placa (6) de moldes de manera tal que la tendencia de la masa curable a adherirse a la placa de moldes es mayor que la tendencia de la masa a adherirse a la superficie en relieve,
f) una vez curada la primera masa curable, se desmonta la placa (6) de moldes con la primera masa curada unida a la placa de moldes; y
g) la placa de moldes con la primera masa curada se monta de nuevo, por medio de los medios de fijación, sobre la primera barra deslizante a la distancia inicial al punto fijo,
h) se inyecta una segunda masa curable en el espacio comprendido entre la superficie dañada y la primera masa curada,
i) una vez curada la segunda masa, se desmonta la placa de moldes con la primera masa endurecida y las barras deslizantes
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DK02/00555.
Solicitante: SMART TOOL HOLDING APS.
Nacionalidad solicitante: Dinamarca.
Dirección: HOBROVEJ 963,9530 STØVRING.
Inventor/es: CHRISTENSEN,NIELS,BRO, CHRISTENSEN,HENRIK,BRO.
Fecha de Publicación: .
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B29C33/38M2
- B29C73/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 73/00 Reparación de artículos hechos de materia plástica o de sustancias en estado plástico, p. ej. de objetos conformados o fabricados utilizando técnicas cubiertas por la presente subclase o la subclase B29D (recauchutado de neumáticos B29D 30/54; dispositivos para evitar las fugas en los tubos o en las mangas F16L 55/16). › utilizando un líquido o un material pastoso (B29C 73/16 tiene prioridad).
- B29C73/02B
- B32B43/00 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Operaciones especialmente adaptadas a los productos estratificados y no previstos en otro lugar, p.ej. reparación; Aparatos para ello.
Clasificación PCT:
- B29C41/20 B29C […] › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o sobre objetos a recubrir.
- B32B43/00 B32B […] › Operaciones especialmente adaptadas a los productos estratificados y no previstos en otro lugar, p.ej. reparación; Aparatos para ello.
- C23C6/00 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › Revestimiento por colada del material fundido sobre el sustrato.
Clasificación antigua:
Fragmento de la descripción:
Procedimiento y disposición de reparación de daños en superficies con estructura de diseño en relieve, especialmente superficies en las que el diseño en relieve se repite.
La presente invención se refiere a una disposición y a un procedimiento para reparar daños en superficies con diseño en relieve, especialmente superficies en las que el diseño se repite.
Las láminas con diseños o estructura en relieve se usan en muchas aplicaciones y no solamente en el área de transportistas, casas móviles, vehículos refrigerados, casetas de trabajo, transportes de personal, etc. Las láminas de aluminio recubiertas con un recubrimiento superficial se usan ampliamente. Estas láminas tienen un diseño de estructura en relieve que se produce, por ejemplo, por laminación de las láminas. Si las láminas están impresas su diseño estructurado por laminación, el diseño de las láminas se repite con el diámetro del rodillo.
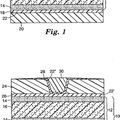
Una pared típica de una caravana o casa móvil se construye como una estructura de emparedado espumado, donde la lámina de aluminio está dispuesta frecuentemente en un lado, una sección de espuma constituida normalmente por poliuretano en el centro, y en el otro lado se instalan láminas de plástico o madera. Las láminas de plástico o madera sirven para constituir decoración interna de la caravana o casa móvil, mientras que la espuma de poliuretano de la estructura de emparedado sirve a dos fines, a saber como aislante térmico y como refuerzo de las dos láminas finas. La lámina de aluminio externa está estructurada o repujada normalmente con un diseño como el antes descrito, con lo que aparecen en la lámina pequeñas mellas e irregularidades menores y se incrementan la fortaleza y la resistencia de la lámina contra golpes e impactos.
Durante el uso de caravanas, casas móviles, vehículos refrigerados, casetas de trabajo, vehículos de personal y similares, no se puede evitar que el recubrimiento externo esté sometido a acciones que dejan daños en la superficie. Esto puede ocurrir por daños de tormentas en las que árboles, ramas y ramitas y otros objetos son lanzados sobre la lámina estructurada, o pueden producirse daños como consecuencia chubascos de granizo violentos. Además, los daños normales del tráfico, tales como colisiones, daños de aparcamiento, etc., son también causas de bastantes daños accidentales en las láminas finas del recubrimiento de aluminio dispuestas externamente.
Tradicionalmente, dichos daños han sido reparados instalando una nueva lámina. En primer lugar, se retiraba totalmente la lámina dañada, después de lo cual se reparaba la espuma de poliuretano y, a continuación se cortaba a la medida y se montó una lámina nueva en sustitución de la lámina dañada. Este tipo de reparación de daños ha parecido ser lento y, por lo tanto, costoso, pero además de ser el precio inadecuado ha prevenido la reparación de muchos daños menores en caravanas, casas móviles, vehículos refrigerados o similares.
Se han desarrollado procedimientos con los que pueden repararse daños menores o arañazos en una lámina estructurada, sin tener que cambiar toda la sección de lámina. Estos sistemas utilizan lo que en el diseño en relieve se repite a través de una cierta distancia, con lo que se hacen las impresiones de la superficie en relieve en una zona no dañada, pero en el mismo lugar relativo del diseño, después de lo cual este impresión se usa como molde para imprimir una masa que se inyecta entre la superficie dañada y el diseño copiado. El procedimiento con la identificación de la zona correspondiente del diseño no dañado es más bien engorroso, ya que hay que identificar un punto manualmente, después de lo cual se monta una barra deslizante sobre la superficie con diseño en relieve. El daño se perfila sobre una placa molde que se dispone con respecto a la barra deslizante montada. Seguidamente, se identifica un área concordante con un punto fijo que se corresponde con el punto fijo encontrado primero, después de lo cual se desmonta la barra deslizante del punto fijo dañado y se desplaza al punto fijo no dañado. Las placas de moldes con el área dañada perfilada se disponen en la misma relación que las barras deslizantes en frente del área dañada. A continuación se inyecta masa curable entre la superficie no dañada y las placas de moldes que ha sido montada sobre la barra deslizante ahora desplazada. Una vez curada la masa curable, la barra deslizante se retira y se monta de nuevo en el primer punto fijo, después de lo cual las placas de moldes con un molde del área no dañada se monta de nuevo sobre la parra deslizante en el primer punto fijo, de manera que las placas de moldes esté dispuesta correctamente con respecto al primer punto fijo. A continuación se inyecta una segunda masa curable en el espacio comprendido entre la parte dañada de la superficie y el molde de la parte no dañada. Una vez curada la segunda masa curable, se retira la placa de moldes que incluye la primera masa curada y la barra deslizante. Ahora el daño empastado puede limpiar ajustar y terminar de manera que coincida con la estructura superficial sobre la lámina circundante.
Este procedimiento es muy cuidadoso y requiere una cantidad considerable de precisión por parte del personal que realiza el procedimiento, ya que hay que identificar seis puntos fijos muy precisamente. Asimismo, es muy importante que la placa de moldes se monte 100% correctamente con respecto al punto fijo y a la barra deslizante. Incluso una ligera desviación en cualquier desplazamiento angular de la barra deslizante o de la posición de la placa de moldes con respecto al punto fijo puede significar que la reparación se haga muy visible y siempre identificable.
Por lo tanto, existe la necesidad de desarrollar más este procedimiento, de manera que la realización se haga menos dependiente del operador y de manera que se pueda asegurar con mayor certeza que una reparación se hace para que sea totalmente invisible.
Por lo tanto, el objetivo de la presente invención es proveer un procedimiento y una disposición con los que se haga posible facilitar y mejorar los procedimientos de reparación, de manera que sea factible un mejor resultado final.
Este objetivo se logra mediante la invención de acuerdo con un procedimiento que es peculiar porque
y una disposición para reparar daños en superficies, que es peculiar porque incluye una o más barras deslizantes, una o mas placas de moldes y dos masas curables, y porque
Reivindicaciones:
1. Un procedimiento para reparación de daños sobre superficies con diseño en relieve, especialmente superficies en las que el diseño en relieve se repite, caracterizado porque
2. Un procedimiento de acuerdo con la reivindicación 1, caracterizado porque las etapas g) y h) del procedimiento se sustituyen por las etapas g1), g2) y h1), donde:
3. Un procedimiento de acuerdo con la reivindicación 1 o 2, caracterizado porque la primera masa curable es Mould Maker 021, y la segunda masa curable es E-filler con endurecedor 756.
4. Un procedimiento de acuerdo con una o más de las reivindicaciones 1- 3, caracterizado porque una placa (18) adaptadora puede estar dispuesta entre la barra (1) deslizante y la placa (6) de moldes, y porque la placa adaptadora tiene dos lados con un cierto desplazamiento angular mutuo, preferiblemente 30º y/o 45º, por lo que las placas de moldes pueden estar dispuestas formando un ángulo concordante con la barra deslizante.
5. Una disposición para reparación de daños sobre superficies con diseño en relieve, especialmente superficies en las que el diseño en relieve se repite, que consta de una o más barras (1) deslizantes, una o más placas (6) de moldes y dos masas curables fluidas, en la que:
6. Una disposición de acuerdo con la reivindicación 5, caracterizada porque la disposición incluye una o mas placas (18) adaptadoras que tienen uno o más medios (19, 20) de fijación a lo largo de sus lados concordantes con los medios (2, 10) de fijación de la barra (1) deslizante y de la placa (6) de moldes, respectivamente, y porque dos de los lados de la placa adaptadora están dispuestos formando entre si un ángulo arbitrario, y porque los medios de fijación están dispuestos en dichos dos lados.
7. Una disposición de acuerdo con la reivindicación 5 o 6, caracterizada porque varios medios de fijación están dispuestos en cada barra deslizante a una distancia entre sí concordante con la distancia de repetición de un diseño en la superficie en relieve.
8. Una disposición de acuerdo con la reivindicación 7, caracterizada porque en dos superficies laterales de las barras deslizantes están dispuestos medios de fijación de manera que la distancia entre los medios de fijación de un lado se corresponde con la distancia de repetición del diseño y la distancia entre los medios de fijación de otro lado se corresponde con una segunda distancia de repetición del diseño.
9. Una disposición de acuerdo con una o más de las reivindicaciones 5-8, caracterizada porque una o más placas de moldes y barras deslizantes están fabricadas total o parcialmente de un material transparente como, por ejemplo, acrílico, vidrio o policarbonato.
10. Una disposición de acuerdo con una o más de las reivindicaciones 5-9, caracterizada porque una variante de la placa de moldes está fabricada de un material flexible, y porque los medios de fijación están dispuestos en dos lados paralelos enfrentados de la placa de moldes.
11. Una disposición de acuerdo con una o más de las reivindicaciones 5-10, caracterizada porque una variante de la placa de moldes es plana y está conformada con una cara lateral curva.
12. Una disposición de acuerdo con una o más de las reivindicaciones 5-11, caracterizada porque las barras (1) deslizantes y las placas (6) de moldes están montadas por separado por medio de vacío, donde en el área de sujeción de las barras deslizantes y de las placas de moldes, respectivamente, están dispuestas una o más áreas (3) rodeadas por una junta (4) flexible, y porque dentro de cada área hay medios (5) de conexión a una fuente de vacío.
Patentes similares o relacionadas:
MÉTODO DE REPARACIÓN DE ARTÍCULOS DE PLÁSTICO, del 16 de Noviembre de 2017, de PLASTIC REPAIR SYSTEM 2011, S.L. (100.0%): Método de reparación de artículos de plástico destinado para soldar un sector de rotura definido entre al menos dos partes de dicho artículo de plástico con las […]
PRODUCTO DE PLÁSTICO REPARADO, del 16 de Noviembre de 2017, de PLASTIC REPAIR SYSTEM 2011, S.L. (100.0%): Producto de plástico reparado que comprende un cuerpo de un primer material plástico y al menos un sector reparado que tiene un segundo material plástico […]
Resinas y materiales compuestos termoendurecidos epoxi ácidos que pueden conformarse en caliente y reciclarse, del 21 de Junio de 2017, de ARKEMA FRANCE: Composición de resina termoendurecible que resulta de poner en contacto: - al menos un precursor de resina termoendurecible, que tiene funciones […]
Estructura de disipación de calor para máquina de reparación de neumáticos, del 27 de Abril de 2016, de Active Tools International (HK) Ltd: Una máquina para reparar neumáticos que comprende: - un cuerpo , con una entrada de ventilación dotada de dos o más orificios de […]
 Composición de cianoacrilato, del 27 de Abril de 2015, de AFINITICA TECHNOLOGIES, S. L: Composición de cianoacrilato.
La presente invención se refiere a una composición de cianoacrilato que incluye un iniciador heterogéneo de curado que es un silicato […]
Composición de cianoacrilato, del 27 de Abril de 2015, de AFINITICA TECHNOLOGIES, S. L: Composición de cianoacrilato.
La presente invención se refiere a una composición de cianoacrilato que incluye un iniciador heterogéneo de curado que es un silicato […]
Material para la reparación de poros y pequeños defectos, del 23 de Julio de 2014, de ILLINOIS TOOL WORKS INC.: Un método para el acabado de una superficie reparada, que comprende: reparar una superficie dañada con un material seleccionado de resinas de poliéster […]
 Procedimiento de reparación de productos de plástico, del 15 de Octubre de 2012, de PLASTIC REPAIR SYSTEM 2011, S.L. (100.0%): Procedimiento de reparación de productos de plástico, que comprende las etapas de:
- Fijación de unas partes (A, B) de una pieza de plástico […]
Procedimiento de reparación de productos de plástico, del 15 de Octubre de 2012, de PLASTIC REPAIR SYSTEM 2011, S.L. (100.0%): Procedimiento de reparación de productos de plástico, que comprende las etapas de:
- Fijación de unas partes (A, B) de una pieza de plástico […]
 METODO PARA REPARAR UN PANEL DE UN AUTOMOVIL, del 26 de Marzo de 2010, de 3M INNOVATIVE PROPERTIES COMPANY: Un método de reparación de un panel de automóvil que tiene una parte frontal, una parte trasera, y un área dañada, que comprende:
aplicar un laminado reparador […]
METODO PARA REPARAR UN PANEL DE UN AUTOMOVIL, del 26 de Marzo de 2010, de 3M INNOVATIVE PROPERTIES COMPANY: Un método de reparación de un panel de automóvil que tiene una parte frontal, una parte trasera, y un área dañada, que comprende:
aplicar un laminado reparador […]