METODO DE TROQUELADO DE UNA BANDA O CINTA QUE TIENE AL MENOS UN LATERAL ADHESIVO Y DESCANSA SOBRE UN SUSTRATO PROTECTOR, EN ELEMENTOS ACABADOS INDIVIDUALES.
Método para cortar o troquelar una cinta o banda que tiene al menos un lado adhesivo,
que se encuentra sobre un material protector, en piezas troqueladas o acabadas individuales, de manera que la línea de corte del troquelado transversal, que divide la banda o cinta en toda su amplitud en una línea que no se desvía en el troquelado, presente una forma diferente de una recta, de manera que el material protector sea mínimamente o bien no sea troquelado,
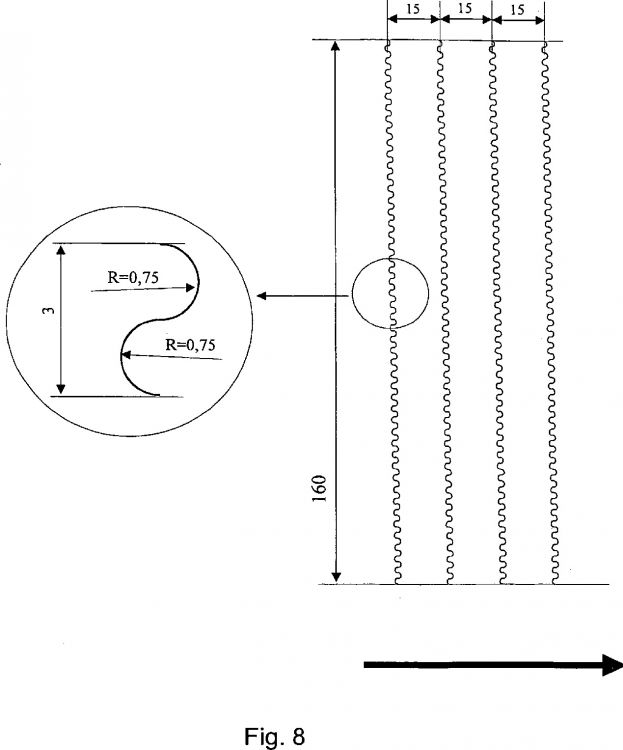
que se caracteriza por que la línea de corte es una curva sinusal o en forma de zigzag
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04013991.
Solicitante: TESA AG.
Nacionalidad solicitante: Alemania.
Dirección: QUICKBORNSTRASSE 24,20253 HAMBURG.
Inventor/es: SCHWERTFEGER, MICHAEL, SCHLIEPHACKE, RALF, EHLERS,BRUCE.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Junio de 2004.
Fecha Concesión Europea: 31 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B26D3/08B
- B26D3/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 3/00 Corte de una pieza caracterizado por la naturaleza del corte; Equipo a este efecto. › Cortes con forma no rectilínea (Recorte; Corte con sacabocados B26F 1/38).
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Método de troquelado de una banda o cinta que tiene al menos un lateral adhesivo y descansa sobre un sustrato protector, en elementos acabados individuales.
La invención se refiere a un método para troquelar una banda que tiene al menos un lateral adhesivo, que se encuentra sobre un soporte o material protector, en algunos elementos acabados o troquelados individuales de acuerdo con el concepto principal de la reivindicación 1. Un método de este tipo ya se explica en la DE 1964 1094 C1.
Troquelados de cinta adhesiva adherentes por uno o dos lados se emplean con mucha frecuencia en casa, en la oficina y en el acabado industrial.
A las piezas que deben fijarse por medio de una cinta adhesiva de doble cara (por ejemplo, cable de banda ancha, presentaciones, cajas de cartón) muy a menudo se les equipa de forma autoadhesiva de antemano. Esto requiere un consumo de material muy elevado y tanto el equipamiento de las piezas con una cinta adhesiva como el necesario despegado posterior del recubrimiento de la cinta requieren mucho tiempo.
Una alternativa a todo ello consiste en aplicar unos puntos adhesivos directamente en el montaje a los que luego se pegará la pieza. Este trabajo es también minucioso y largo ya que los puntos adhesivos vuelven a estar dotados de un recubrimiento que se debe retirar de antemano.
Ciertas piezas (por ejemplo, los componentes electrónicos o las juntas en los teléfonos móviles) requieren a la fuerza en algunos casos el empleo de troquelados adhesivos por los dos lados. Se trata de trozos de cinta adhesiva individuales que se dispondrán o bien directamente uno tras otro en una banda o cinta transportadora, o bien se colocan a una distancia determinada previamente, que puede ser constante o no constante.
Estos troquelados se deben confeccionar de antemano en la forma requerida en un proceso de troquelado, en particular en el llamado proceso kiss-cut, de tal forma que la banda dotada del adhesivo para la fabricación de los troquelados se debe recubrir de un material antiadhesivo.
El método Kiss-cut se caracteriza por que en el troquelado el material equipado con material antiadhesivo no es troquelado o solamente mínimamente alterado. De este modo se evita que después del troquelado fluya el adhesivo o pegamento del troquelado por los cortes y se pegue al material. Si esto ocurriera, se podría resquebrajar el material en las etapas de producción posteriores en las que el material debe ser manipulado con los troquelados. Por tanto se excluiría todo el papel del tratamiento posterior y se perdería.
La fabricación se lleva a cabo de manera que una banda que se encuentra sobre un papel protector, que puede constar de una única capa adhesiva o de un material soporte que al menos en uno de sus lados tenga masa adhesiva, se troquela en elementos acabados o troquelados individuales, de manera que el papel protector no es troquelado o perforado.
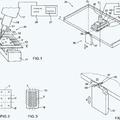
Los troquelados o cortes verticales de este tipo de bandas se realizan con una línea de filo de corte transversal que se desplaza en línea recta. El filo transversal se coloca formando exactamente 90º con respecto a la dirección de la máquina. La banda es cortada en troquelados o elementos acabados individuales en la dirección de la máquina (ver flecha), de manera que la línea del troquelado transversal 60 se dispone en un ángulo de 90º respecto a la dirección de la máquina o de la banda. Observe la figura 1.
Una variante del proceso es que la banda sea troquelada sin bridas o eslabones transversales, es decir sin espacios intermedios entre los troquelados.
En la figura 2 se muestran troquelados de cinta adhesiva por las dos caras sin brida o eslabón transversal (espacio intermedio). Sobre una lámina soporte 20 se encuentran dos capas adhesivas 10, 11. La banda de lámina soporte 20 y las capas adhesivas 10, 11 se encuentran sobre un papel protector 30. Después del proceso de troquelado (la flecha muestra la dirección de la máquina) entre los troquelados o elementos acabados individuales 1, 2, 3 no existen bridas o eslabones transversales, los troquelados 1,2,3 están en contacto.
Otra variante del método consiste en que la banda sea troquelada con las bridas o eslabones transversales, es decir con los espacios intermedios entre los troquelados. La distancia mantenida entre los troquelados dependerá de la distancia del filo transversal en la herramienta de corte o troquelado.
En la figura 3 se pueden ver troquelados de cinta adhesiva por los dos lados con brida transversal (espacio intermedio) 40. Sobre una lámina soporte 20 se encuentran dos capas adhesivas 10, 11. La banda de lámina soporte 20 y las capas adhesivas 10, 11 se encuentran sobre un papel protector 30. Después del proceso de troquelado (la flecha muestra la dirección de la máquina) entre los troquelados o elementos acabados individuales 1, 2, 3 aparecen las bridas o eslabones transversales 40. El material entre los troquelados 1, 2, 3 está separado.
La DE 101 07 294 A1 muestra por ejemplo una banda de material protector, sobre la cual se disponen unos trozos de cinta adhesiva que tienen adhesivo por ambos lados con unas bridas o eslabones transversales, de manera que se aplica un revestimiento antiadhesivo por ambos lados sobre la banda de material protector y con ello ambos revestimientos antiadhesivos se diferencian en un grado de desviación respecto a la masa adhesiva de los segmentos de cinta adhesiva. En particular se permite el empleo de una banda de material protector para recubrir cada una de las piezas en una construcción de un vehículo o en una zona de embalajes.
Con el troquelado transversal del material en unos segmentos o trozos longitudinales definidos previamente y establecidos por la máquina o herramienta de troquelado se lleva a cabo un corte divisorio y a la vez común de la cinta adhesiva en trozos individuales de cinta adhesiva con una cizalla o una cuchilla.
De la DE 196 41 094 C1 se conoce un procedimiento para el troquelado sin pérdidas de troquelados adherentes de una banda interminable, donde la banda o cinta está recubierto al menos por un lado de un laminado de separa-ción.
En una primera etapa del proceso la banda es conducida en un dispositivo de troquelado por lo que en la línea de corte del dispositivo de troquelado se troquelan cada uno de los contornos de los elementos finales sin rejilla de troquelado. En este procedimiento la línea de corte se ramifica. En una segunda etapa del proceso justo después del proceso de troquelado se retira el laminado separador por medio de un canto distribuidor con un pequeño radio de cambio de dirección. En una tercera etapa del proceso se colocan sobre un segundo laminado separador cada uno de los elementos o piezas troqueladas, de manera que el segundo laminado separador presenta una resistencia superior al primer laminado separador, por lo que se produce una separación de los troquelados en el segundo laminado separa-dor.
La velocidad de la banda del segundo laminado separador se elige de manera que sea superior a la del primer laminado separador. La velocidad de diferencia entre el primer y el segundo laminado separador fija al mismo tiempo la distancia con la cual se dispondrán cada uno de los troquelados sobre el segundo laminado separador. Cuanto mayor sea la velocidad de diferencia, más grandes serán las distancias.
Otras aplicaciones de piezas troqueladas adhesivas por los dos lados de este tipo se pueden hallar en el sector del automóvil. Por ejemplo, la adherencia de cables planos en los techos de los automóviles.
Los sistemas de cables a láminas son delgados contrariamente a los mazos de cables convencionales, ahorran peso y espacio, son muy flexibles y son difíciles de manejar, por lo que el montaje de los mismos sobre una pieza en el interior del vehículo es difícil y requiere tiempo.
Por el momento estos se fijan de forma que en una primera etapa de producción las cintas adhesivas de doble cara se aplican con papel separador por un lado sobre los sistemas de cables planos en un fabricante de mazos de cables. En una segunda etapa que suele ser en otro lugar, mayoritariamente en la fábrica de vehículos en la línea de montaje, el mazo de cables FFC se coloca sobre la pieza decorativa, de manera que se puede separar manualmente el papel separador antes de colocar el sistema de cables en la posición definitiva en el techo.
Este proceso es muy laborioso y tiene además el inconveniente de que no es deseado por los fabricantes de componentes de automóviles. Además precisa de un trabajo manual...
Reivindicaciones:
1. Método para cortar o troquelar una cinta o banda que tiene al menos un lado adhesivo, que se encuentra sobre un material protector, en piezas troqueladas o acabadas individuales, de manera que la línea de corte del troquelado transversal, que divide la banda o cinta en toda su amplitud en una línea que no se desvía en el troquelado, presente una forma diferente de una recta, de manera que el material protector sea mínimamente o bien no sea troquelado,
que se caracteriza por que la línea de corte es una curva sinusal o en forma de zigzag.
2. Método conforme a la reivindicación 1, que se caracteriza por, que la línea de corte del troquelado transversal presenta un ángulo de básicamente 90º respecto a la dirección de la banda o cinta.
3. Método conforme a la reivindicación 1 ó 2, que se caracteriza por, que la cinta o banda consta de una capa de masa adhesiva o de un material soporte, que está dotada de masa adhesiva por una o por las dos caras.
4. Método conforme al menos una de las reivindicaciones 1 hasta 3, que se caracteriza por, que se aplica sobre el material protector a ambos lados un revestimiento antiadhesivo, de manera que ambos revestimientos antiadhesivos no se diferencian en el grado de desviación respecto a la misma capa de masa adhesiva.
Patentes similares o relacionadas:
Método y aparato para cortar masa alimenticia, del 23 de Octubre de 2019, de RHEON AUTOMATIC MACHINERY CO., LTD.: Un método para cortar masa alimenticia aplanada en una forma larga y continua, que comprende: (a) un proceso para cortar la masa alimenticia […]
Máquina para vaciar sacos que contienen polvo o un material granular, del 4 de Septiembre de 2019, de COMAV S.R.L.: Una máquina para vaciar sacos que contienen un material granular o en polvo, que comprende: una unidad de recolección y manejo , capaz de tomar al menos un saco desde […]
Aparato de corte giratorio con medios de atenuación de la vibración, del 30 de Mayo de 2018, de SANDVIK INTELLECTUAL PROPERTY AB: Un aparato de corte giratorio, que comprende - un marco ; - un primer dispositivo giratorio, tal como un cortador giratorio o un yunque […]
Aparato de corte rotativo con medios de atenuación de vibraciones, del 9 de Mayo de 2018, de SANDVIK INTELLECTUAL PROPERTY AB: Un aparato de corte rotativo, que comprende - un bastidor ; - un primer dispositivo rotativo, tal como un cortador rotativo o un […]
Mejoras relacionadas con técnicas de fabricación de materiales compuestos, del 6 de Diciembre de 2017, de VESTAS WIND SYSTEMS A/S: Método de reducción de sección de un borde de una lámina o banda de refuerzo fibrosa para una estructura de material compuesto, comprendiendo el método compactar […]
Cuchilla de fresa y sistema de desbarbado, del 11 de Mayo de 2016, de Nihon Shoryoku Kikai Co., Ltd: Una cuchilla de fresa para un aparato de desbarbado para cortar las rebabas de una pieza que tiene una parte (10A, […]
 Sistema de posicionamiento, identificación y trabajo de un componente semi-acabado, del 16 de Marzo de 2016, de Persico S.p.A: Sistema de posicionamiento, identificación y trabajo de al menos un componente semi-acabado , del tipo en el que un controlador gestiona un trabajo […]
Sistema de posicionamiento, identificación y trabajo de un componente semi-acabado, del 16 de Marzo de 2016, de Persico S.p.A: Sistema de posicionamiento, identificación y trabajo de al menos un componente semi-acabado , del tipo en el que un controlador gestiona un trabajo […]
 Dispositivo y método para identificar productos, del 10 de Febrero de 2016, de SWISSLOG ITALIA S.P.A.: Un dispositivo para identificar los productos que se agrupan en paquetes blíster o paquetes múltiples similares, que comprende:
- una […]
Dispositivo y método para identificar productos, del 10 de Febrero de 2016, de SWISSLOG ITALIA S.P.A.: Un dispositivo para identificar los productos que se agrupan en paquetes blíster o paquetes múltiples similares, que comprende:
- una […]