MAQUINA Y PROCESO PARA EL RECTIFICADO DE TROQUELES.
Máquina y proceso para el rectificado de troqueles, en la que el eje de trabajo (CO) del plato (2.
1) en donde se amarra el troquel (1) a mecanizar es controlado en todos los puntos de su movimiento angular, permitiendo la interpolación de los movimientos de este eje de trabajo (CO) con los de un eje de. rotación (BO) y con los de sendos ejes (X y Z); de manera que la máquina posee cuatro ejes de interpolación, lo que permite mecanizar troqueles (1) con su diámetro interior o exterior redondeado o no redondeado y con su transición entre estos diámetros y las caras laterales constante o variable mediante un único proceso de rectificado
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801097.
Solicitante: DANOBAT, S. COOP.
Nacionalidad solicitante: España.
Provincia: GUIPÚZCOA.
Inventor/es: ARAMBURU LASA,ANDONI.
Fecha de Solicitud: 17 de Abril de 2008.
Fecha de Publicación: .
Fecha de Concesión: 7 de Octubre de 2010.
Clasificación Internacional de Patentes:
- B24B19/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 19/00 Máquinas o dispositivos concebidos especialmente para una operación particular de trabajo con muela no cubierta por otro grupo principal (trabajo con muela de roscas de tornillo B23G 1/36). › para el trabajo con muela de matrices o terrajas.
Clasificación PCT:
- B24B19/20 B24B 19/00 […] › para el trabajo con muela de matrices o terrajas.
Fragmento de la descripción:
Máquina y proceso para el rectificado de troqueles.
Sector de la técnica
La presente invención tiene por objeto una máquina para el rectificado de troqueles y el proceso de trabajo desa- rrollado con dicha máquina.
Estado de la técnica
Los troqueles en cuestión son los que se utilizan principalmente en la tecnología de la estampación en frío para la fabricación de latas de metal, carcasas de metal, partes de estos productos, etc.
Este tipo de troqueles en su configuración básica adoptan una forma anular con un orificio central, una cara frontal y una cara posterior, pero también pueden adoptar otras formas como la de superficies cónicas, etc.
Si bien todo lo descrito en la presente invención es válido para todo tipo de troqueles, por simplicidad explicativa vamos a referirnos a los troqueles de configuración anular, con una cara frontal y una cara posterior.
De igual forma y aunque el orificio central y/o la forma exterior no son cilíndricas se va a utilizar la terminología de "diámetros" para referirnos a las medidas tanto exterior del troquel, como a la de su orificio central, identificándolos como diámetro exterior y diámetro interior. De acuerdo con ello, se identificará como troqueles de diámetro exterior y/o interior redondeados a aquellos que mantienen un diámetro constante y como no redondeados a los que presentan diferentes medidas diametrales en su exterior o en su orificio central, adoptando conformaciones ovaladas, elípticas, romboidales de extremos redondeados, cuadradas de extremos redondeados, etc.
Estos troqueles son también del tipo de los que pueden presentar una transición de radio variable desde el diámetro exterior y/o interior del troquel a las correspondientes caras frontal y/o trasera del troquel.
Esta transición de radio variable desde el diámetro interior o exterior del troquel a sus caras frontal y/o trasera puede estar definida por dos o más medidas diferentes de radios.
Este tipo de troqueles tienen que ser fabricados según procesos que aporten una gran calidad en sus acabados superficiales, así como en la forma de los diámetros y en la transición desde el diámetro interior o exterior a las caras frontal y/o trasera.
Hasta la fecha, para la fabricación de este tipo de troqueles se venía recurriendo a un proceso con máquinas de electro-erosión, lo que se traducía en procesos de trabajo lentos y complejos.
También se conocía el empleo de máquinas rectificadoras, pero estas sólo permitían la fabricación de troqueles cilíndricos de diámetro interior y exterior redondeados y sin radios variables en la transición desde dichos diámetros hasta las caras frontal y/o trasera del troquel.
En efecto, hasta la fecha se conocía el empleo de máquinas rectificadoras para la fabricación de estos troqueles de diámetro redondeado y transición de radio no variable, máquinas estas que se constituían según una morfología que permitía la interpolación de tres ejes "X", "Z" y "BO".
Para la fabricación de troqueles con formas no redondeadas en el diámetro interno o externo, seguidas de una transición de radio variable o constante tangencial al ángulo de una de las caras del troquel, se venía recurriendo a un proceso de varias fases, tal y como se describe a continuación.
- Primera fase o proceso de máquina de rectificado. En esta fase se alcanzaba por interpolación de los ejes "X" y "CO", la forma de diámetro no redondeada y mediante un movimiento de oscilación del eje "Z", poder alcanzar la calidad de acabado superficial requerida.
- Segunda fase o proceso de máquina de electro-erosión. En esta fase el troquel es mecanizado en una máquina de electro-erosión para alcanzar el radio de transición desde el diámetro interior del troquel a una de las caras del troquel.
- Tercera fase, el radio de transición es pulido manualmente para alcanzar el acabado superficial requerido.
Objeto de la invención
De acuerdo con la solución ahora preconizada, el troquel se obtiene a través de un único proceso de rectificado, utilizando como herramienta una muela rectificadora recta. La máquina presenta un cabezal, que va provisto de un dispositivo de fijación, tal como unas mordazas de amarre, plato magnético o similar para la fijación del troquel a rectificar, con un eje de trabajo "CO" en el que se puede controlar, en cualquier punto, la posición angular del dispositivo de fijación y, por consiguiente, del troquel a rectificar; de manera que ello permite la interpolación del eje de trabajo "CO" junto a los ejes "X", "Z" y "BO", dando lugar a una interpolación en cuatro ejes que permite obtener, mediante rectificado, un troquel cuyo diámetro interior y/o exterior puede ser o no ser redondeado y cuyo radio de transición desde dichos diámetros a las caras frontal y/o trasera puede ser constante o variable. En el caso de ser variable con, al menos, dos dimensiones diferentes.
Mediante esta máquina se puede fabricar así este tipo de troqueles según un proceso diferente, en el que, frente a los procesos tradicionales, se lleva a cabo ahora un proceso de rectificado, con un software que contiene los cálculos y ejecución de los movimientos de interpolación necesarios de los ejes "CO", "X", "Z" y "BO".
Descripción de las figuras
La figura 1 muestra en perspectiva y esquemáticamente un troquel (1).
La figura 2 muestra la sección II-II que se indica en la figura 3.
La figura 3 es una vista en alzado del troquel (1) para poder apreciar su diámetro interior no redondeado y la transición de radios (R1 y R2) entre el diámetro interior y una de las caras frontal o trasera del troquel (1).
La figura 4 es una vista en perspectiva y esquemática de una máquina con una configuración según el objeto de la presente invención.
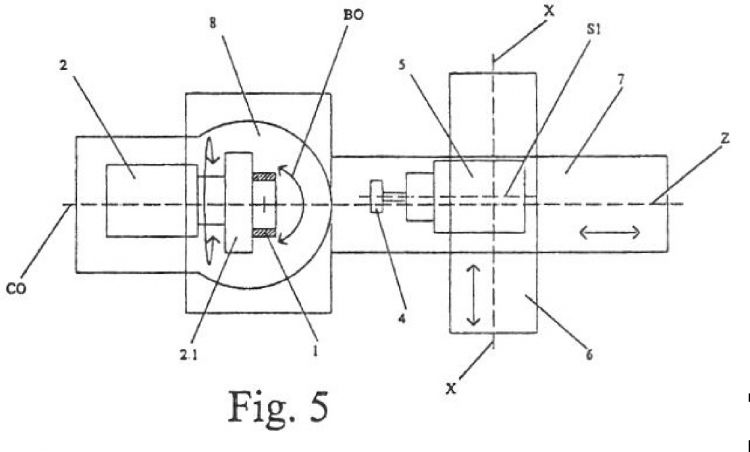
La figura 5 es una vista en planta superior de una máquina con la configuración de la figura 4.
Las figuras 6 y 7 son sendas vistas en alzado que muestran sendas posibles alternativas en la configuración de la máquina, de acuerdo con la invención.
Descripción detallada de la invención
El objeto de la presente invención es una máquina para el rectificado de troqueles, para la estampación en frío, del tipo de troqueles como el representado en las figuras 1, 2 y 3, e identificado con la referencia numérica (1).
Este troquel (1) presenta una configuración general anular, con un orificio interior de planta elíptica definida por dos diámetros diferentes (d1) y (d2). El diámetro exterior (D) es en este caso de planta circunferencial, pero podría adoptar otras conformaciones, por ejemplo igual a la del interior. En definitiva se trata de troqueles (1) cuyo diámetro interior y/o exterior pueden ser de planta circunferencial, lo que se denomina diámetros redondeados; o no ser redondeados y adoptar otras configuraciones como por ejemplo elíptica, ovalada, poligonal de esquinas redondeadas, etc.
También este tipo de troqueles (1) pueden presentar como característica que la transición entre el diámetro interior o exterior y las caras frontal y/o trasera del troquel (1) sean bien de radio constante o de radio variable. En el caso de ser de radio variable, presentan, al menos, dos dimensiones diferentes. Según el ejemplo de realización práctica no limitativa de las figuras 1, 2 y 3, la transición entre el diámetro interior y la cara frontal se lleva a cabo según dos radios diferentes identificados como (R1, R2).
En las figuras 4 y 5 se representa una máquina cuya configuración es la siguiente: a la parte izquierda se encuentra el cabezal (2) que incorpora el plato (2.1) en el que va dispuesto un dispositivo de fijación (3) para la fijación del troquel (1) a mecanizar. El plato (2.1) puede girar alrededor del eje de trabajo (CO).
El cabezal (2) va dispuesto sobre una base inferior (8) que puede girar según un eje de rotación (BO).
En la parte derecha de la máquina va dispuesto el husillo (5) que comporta la correspondiente herramienta o muela de rectificado (4) que gira alrededor del eje de rectificado (S1).
Este husillo (5) va montado sobre sendas mesas cruzadas "cross slide" (6 y 7) que permiten el movimiento de la herramienta (4) según los ejes (X y Z).
Hasta aquí, esta configuración de máquina es convencional, permitiendo la interpolación de los tres ejes (X, Z y BO); mientras que la rotación del plato (2.1) alrededor del eje (CO) se lleva a cabo según la velocidad...
Reivindicaciones:
1. Máquina para el rectificado de troqueles, caracterizada porque el eje de trabajo (CO) del plato (2.1) que comporta el dispositivo de fijación (3) para el amarre del troquel (1) es controlado en todos los puntos de su movimiento angular, lo que permite la interpolación de los movimientos de este eje de trabajo (CO) con los del plato (2.1) respecto de un eje de rotación (BO) y los del eje de rectificado (Si) respecto de sendos ejes (X y Z); de manera que la máquina posee cuatro ejes de interpolación (BO, CO, X y Z).
2. Proceso para el rectificado de troqueles, caracterizado porque mediante un movimiento de interpolación de los ejes (CO y X) se lleva a cabo la rectificación de las formas no redondeadas del orificio interior del troquel (1) y/o de su contorno exterior y mediante el acoplamiento de los movimientos de interpolación de los ejes (BO, X y Z) se obtiene el radio de transición constante, entre la superficie de dicho orificio interior y/o del contorno exterior y la superficie de la cara frontal y/o posterior del troquel (1).
3. Proceso para el rectificado de troqueles, en todo de acuerdo con la segunda reivindicación, caracterizado porque mediante la interpolación del eje (CO), del eje (X) y a veces eje (Z) se obtiene, por rectificado, una transición de radio variable.
4. Proceso para el rectificado de troqueles (1), caracterizado porque mediante un movimiento de interpolación de los ejes (CO) y (X) se obtienen por rectificado troqueles (1) que presentan su orificio interior y/o su contorno exterior redondeados y que la transición entre estas superficies redondeadas y la superficie de su cara frontal y/o trasera es variable, con, al menos, dos radios.
5. Proceso para el rectificado de troqueles, en todo de acuerdo con la segunda y cuarta reivindicaciones, caracterizado porque mediante una oscilación de la muela rectificadora (4) a través de un movimiento oscilante en el eje (Z) se obtiene el acabado superficial del rectificado de las superficies no redondeadas y de los radios de transición.
6. Proceso para el rectificado de troqueles, en todo de acuerdo con la segunda y cuarta reivindicaciones, caracterizado porque durante el proceso de obtención de las transiciones de radio variable se ejecuta de forma adicional el cálculo y el acoplamiento de un movimiento de corrección de los ejes (X y Z) en dependencia de la posición del eje (CO).
Patentes similares o relacionadas:
PROCEDIMIENTO MECANICO Y MAQUINA PARA LA RECTIFICACION DE PIEZAS., del 16 de Julio de 2006, de TRUMPF MASCHINEN AG: Procedimiento mecánico para la rectificación de piezas, especialmente para la rectificación posterior de herramientas de estampación, en cuyo marco […]