DISPOSITIVO PARA LA EVALUACION DE SEÑALES EN EL ANALISIS ULTRASONICO DE UNIONES SOLDADAS.
Dispositivo para la evaluación de una señal de ultrasonido, con una unidad de evaluación del valor de medición (4),
que evalúa en el funcionamiento normal de una instalación de soldadura con resistencia al menos una señal de medición (UE) derivada desde una señal de ultrasonido y que se encuentra dentro de una ventana de medición (TM1, TM2) para la evaluación de una unión soldada (18), en el que están previstos medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) en un modo de calibración de una instalación de medición por ultrasonido, que se ejecuta antes del funcionamiento normal de la instalación de soldadura por ultrasonido, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) establecen la ventana de medición (TM1, TM2) en función de una señal de medición (UE) que aparece en el modo de calibración, caracterizado porque los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para llevar a cabo una verificación en el sentido de si la amplitud de la señal de medición (UE) excede en cuanto al valor absoluto un periodo de tiempo predeterminado, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) comprenden una unidad de cálculo del tiempo de propagación (37), que está configurada para calcular el periodo de tiempo entre un comienzo de una señal de emisión (US) y un instante de un primer exceso del valor absoluto de la señal de medición (UE) por encima de un valor umbral predeterminado como tiempo de propagación (TL), y para comparar el tiempo de propagación (TL) calculado con un valor umbral establecido, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, RM2) comprenden, además, una unidad de cálculo del paso por el punto de anulación (37), que está configurada para determinar instantes, en los que la amplitud de la señal de medición (UE) adopta el valor cero, en el que la unidad de cálculo del paso por el punto de anulación (37) está configurada para calcular con la ayuda de los instantes de los pasos por el punto de anulación las duraciones de los periodos correspondientes y las frecuencias, en el que la unidad de cálculo del paso por el punto de anulación (37) está configurada, además, para comparar las frecuencias calculadas con una frecuencia de emisión de una señal de emisión (US), y en el que
Los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para calcular a partir de una curva temporal de la amplitud de la señal de medición (UE) valores de medición de semiondas, que representan una medida del contenido de energía de una semionda de la señal de medición (US), especialmente un valor efectivo o una media aritmética, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para determinar en secuencia los dos valores máximos de medición de semiondas y en el que los medios (35, 37, 39, 41) están configurados, además, para la fijación de la ventana de medición (TM1, TM2) para determinar a partir de los dos valores máximos de medición de las semiondas en secuencia una duración respectiva de los periodos (delta tm), que establece una anchura de tiempo de la ventana de medición (TM1, TM2), y en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados, además, para fijar un punto de inicio (TM1) de la ventana de medición sobre aquel punto de anulación de la amplitud de la señal de medición (UE), en el que los dos valores máximos de medición de las semiondas se encuentran en secuencia dentro de la ventana de medición (TM1, TM2)
Tipo: Resumen de patente/invención. Número de Solicitud: W0200509DE.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20,70442 STUTTGART.
Inventor/es: ARNDT, VOLKER.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B23K11/25C8
- G01N29/07 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 29/00 Investigación o análisis de materiales por el empleo de ondas ultrasonoras, sonoras o infrasonoras; Visualización del interior de objetos por transmisión de ondas ultrasonoras o sonoras a través del objeto (G01N 3/00 - G01N 27/00 tienen prioridad). › mediante la medida de la velocidad de propagación o del tiempo de propagación de ondas acústicas.
- G01N29/38 G01N 29/00 […] › mediante el filtrado en el tiempo, p. ej. utilizando puertas temporales ("time gates").
- G01N29/40 G01N 29/00 […] › mediante el filtrado en amplitud, p. ej. mediante la aplicación de un valor umbral.
- G01S15/89D1B
Clasificación PCT:
- B23K11/25 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Dispositivos de vigilancia.
- G01N29/04 G01N 29/00 […] › Análisis de sólidos (utilizando técnicas de emisión acústica G01N 29/14).
- G01N29/38 G01N 29/00 […] › mediante el filtrado en el tiempo, p. ej. utilizando puertas temporales ("time gates").
- G01N29/40 G01N 29/00 […] › mediante el filtrado en amplitud, p. ej. mediante la aplicación de un valor umbral.
- G01N29/48 G01N 29/00 […] › mediante la comparación de amplitud.
- G01S15/89 G01 […] › G01S LOCALIZACION DE LA DIRECCION POR RADIO; RADIONAVEGACION; DETERMINACION DE LA DISTANCIA O DE LA VELOCIDAD MEDIANTE EL USO DE ONDAS DE RADIO; LOCALIZACION O DETECCION DE PRESENCIA MEDIANTE EL USO DE LA REFLEXION O RERRADIACION DE ONDAS DE RADIO; DISPOSICIONES ANALOGAS QUE UTILIZAN OTRAS ONDAS. › G01S 15/00 Sistemas que utilizan la reflexión o rerradiación de ondas acústicas, p. ej. sistemas de sonar. › para la cartografía o la formación de imágenes.
Clasificación antigua:
- G01S1/00 G01S […] › Balizas o sistemas de balizas que transmiten señales que tienen una o más características que pueden ser detectadas por receptores no direccionales y que definen direcciones, posiciones o líneas de posición fijas con relación a los transmisores de las balizas; Receptores asociados a ellas (fijación de la posición mediante la coordinación de una pluralidad de determinaciones de líneas de posición o direcciones G01S 5/00).
Fragmento de la descripción:
Dispositivo para la evaluación de señales en el análisis ultrasónico de uniones soldadas.
Estado de la técnica
Se conoce a partir del documento DE-A 43 25 878 un procedimiento para la evaluación de uniones soldadas con resistencia. Para evaluar las soldaduras todavía durante el proceso de soldadura, se determina la permeabilidad ultrasónica de la unión soldada durante la impulsión con ondas de cizallamiento. A tal fin, durante cada semionda de la corriente de soldadura, a partir de la señal de salida del receptor ultrasónico dentro de una ventana de tiempo, que está retardada frente a la señal de emisión ultrasónica constante, en un tiempo de retardo definido, se calcula la energía ultrasónica media. Ésta se utiliza como medida de la calidad de la unión soldada. No obstante, se omite cómo se selecciona la ventana de tiempo y en qué periodo de tiempo debe demorarse frente a la señal de emisión de ultrasonido.
Se conocen a partir del documento DE 40 31 895 A1 un dispositivo y un procedimiento para el registro y procesamiento de datos. En este caso, se registran señales reflejadas por un material, para analizar errores en el material. Un circuito sirve para la división de las señales en una pluralidad de secciones separadas independientes para la evaluación selectiva de porciones de la forma de la onda. A partir del documento US 5.641.906 se conocen un dispositivo y un procedimiento para la inspección automática, no destructiva de circuitos integrados. En este caso, se generan imágenes reflejadas acústicamente de planos seleccionados dentro de una disposición de circuito integrado, para reconocer errores dentro de las disposiciones.
Se conoce a partir del documento US 4.480.475 un procedimiento para la investigación de soldaduras en tiempo real. En este caso, se emite una señal de ultrasonido a través de la unión soldada, para reconocer errores de soldadura. Si se reconoce un error, se detiene el proceso de soldadura. El documento US 4.213.183 describe un dispositivo para la investigación no destructiva de las propiedades de errores del material. En el documento JP 60181651 A se describe una calibración automática de un dispositivo de investigación de errores por ultrasonido, en el que se emplean ventanas de observación con anchuras predeterminadas.
El documento US 3.958.451 describe un dispositivo de investigación por ultrasonido. En este caso, está previsto un procesador de señales, que elimina las partes que no son esenciales de una señal recibida. El documento US 4.137.776 publica circuitos, que generan una secuencia de impulsos del mismo tipo. Estos impulsos son promediados y memorizados de acuerdo con un eco reflejado y recibido. El documento US 5.439.175 describe un dispositivo para la investigación automática de soldaduras con la ayuda de ondas de ultrasonido. En este caso, se investigan las soldaduras después de la terminación del proceso de soldadura respectivo.
El cometido de la presente invención es indicar un dispositivo, que posibilita la adaptación automática de la ventana de medición a diferentes situaciones de medición. Este cometido se soluciona con las características de la reivindicación independiente.
Ventajas de la invención
El dispositivo de acuerdo con la invención para la evaluación de señales presenta una unidad de evaluación del valor de medición, que procesa en el funcionamiento normal al menos una señal de medición derivada de una señal de ultrasonido y que se encuentra dentro de una ventana de medición. De acuerdo con la invención, están previstos medios para la fijación de la ventana de medición, que establecen la ventana de medición en función de una señal de medición recibida en un modo de calibración. A través de la consideración inmediata de la señal de medición durante la selección de la ventana de medición se pueden tener en cuenta de forma automática diferentes situaciones con respecto a las condiciones del medio ambiente. Además, la ventana de medición no tiene que se ajustada cada vez de nuevo de forma manual. El ajuste de la ventana de medición se realiza de forma automática antes del comienzo del proceso respectivo, que es controlado a través del registro del valor de medición. De esta manera, también operarios menos cualificados pueden trabajar con las instalaciones de medición y de regulación correspondientes. Además, el dispositivo se puede utilizar para indicar precozmente posibles fuentes de errores. En particular, en el caso de utilización para una instalación de soldadura con resistencia, se pueden realizar declaraciones precozmente sobre un posible desgaste de los electrodos. También se puede realizar una verificación de las mordazas en la pausa de producción.
En un desarrollo conveniente, está previsto un registro del tiempo de propagación, que establece la ventana de medición en función del tiempo de propagación de la señal de medición. A través de la consideración del tiempo de propagación con relación a una señal de emisión que provoca la señal de medición se puede adaptar la ventana de medición al proceso respectivo, puesto que el proceso influye, en determinadas circunstancias, en el tiempo de propagación. De esta manera, se eleva la exactitud del procedimiento de evaluación.
Un desarrollo conveniente prevé un cálculo del punto de anulación de la señal de medición, con cuya ayuda se determina la duración de los periodos de la señal de medición, que se puede utilizar de la misma manera para la fijación de la ventana de medición. La ventana de medición comienza y termina con preferencia en el paso por un punto de anulación. Además, se pueden realizar declaraciones en el sentido de si las frecuencias de la señal de emisión y de la señal de medición que se pueden determinar de esta manera coinciden aproximadamente. La ventana de medición se establece de tal manera que se tienen en cuenta aquellos valores de medición, cuya frecuencia o bien duración de los periodos coincide aproximadamente con la de la señal de emisión. De esta manera, se evalúan solamente los valores de medición expresivos.
En un desarrollo conveniente, está prevista una unidad de cálculo del valor extremo de la señal de medición, cuya señal de salida es utilizada para la fijación de la ventana de medición. La ventana de medición se puede seleccionar ahora de tal forma que los valores extremos (máximo, mínimo) de los valores de medición se encuentran dentro de la ventana de medición y se utilizan para el procesamiento posterior.
En una configuración ventajosa, en el valor de medición se trata de una señal de ultrasonido, que es analizada para la evaluación de la calidad y/o de la regulación de una unión soldada, especialmente de una unión soldada con resistencia.
Otros desarrollos convenientes se deducen a partir de las otras reivindicaciones dependientes y a partir de la descripción.
Dibujo
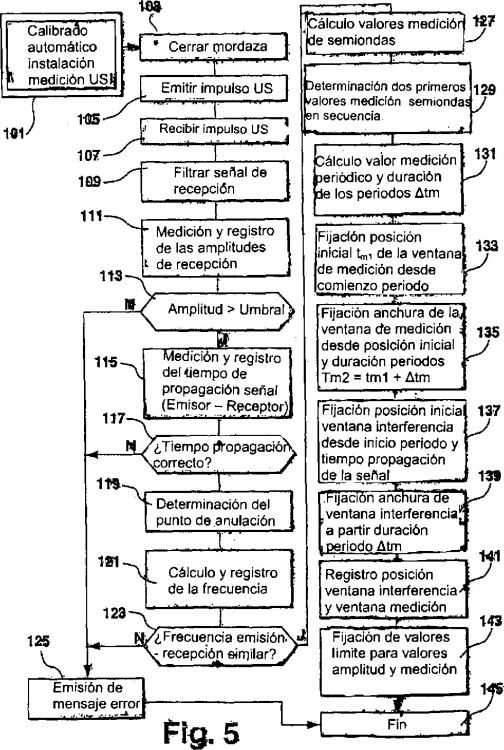
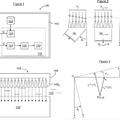
Un ejemplo de realización de la invención se representa en el dibujo y se describe en detalle a continuación. Las figuras 1 y 2 muestran un diagrama de bloques del dispositivo de acuerdo con la invención, las figuras 3a, 3b, 4a a 4c muestran curvas de señales características en función del tiempo así como la figura 5 muestra un diagrama de flujo para el funcionamiento del dispositivo.
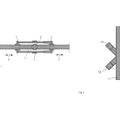
Un primer electrodo de soldadura 11 es impulsado con una corriente I. En el primer electrodo de soldadura 11 está dispuesto un emisor de ultrasonido 14. En la pared exterior de un segundo electrodo de ultrasonido 12 está colocado un receptor de ultrasonido 16. Entre los dos electrodos 11 y 12 se encuentran una primera chapa 21 y una segunda chapa 22, que se conectan a través de un punto de soldadura 18. El emisor de ultrasonido 14 es impulsado con una señal de emisión US, que acondiciona una activación del emisor 24 en función de una señal de disparo Trig de un control de soldadura 28. La señal de emisión US es conducida a través del primer electrodo 11, la primera y la segunda chapa 21, 22, el punto de soldadura 18 y a través del segundo electrodo 12 hacia el receptor de ultrasonido 16. El receptor de ultrasonido 16 emite una señal de emisión UE a una unidad de detección de señales 26. La unidad de detección de señales 26 transmite la señal de medición detectada a una unidad de procesamiento de señales 30.
En la figura 2 se muestra en detalle la unidad de control de la soldadura 28 y de la unidad de procesamiento de las señales 30. La señal de medición UE detectada por la unidad de detección de señales 26 llega a las cuatro unidades funcionales siguientes. Una unidad de cálculo del...
Reivindicaciones:
1. Dispositivo para la evaluación de una señal de ultrasonido, con una unidad de evaluación del valor de medición (4), que evalúa en el funcionamiento normal de una instalación de soldadura con resistencia al menos una señal de medición (UE) derivada desde una señal de ultrasonido y que se encuentra dentro de una ventana de medición (TM1, TM2) para la evaluación de una unión soldada (18), en el que están previstos medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) en un modo de calibración de una instalación de medición por ultrasonido, que se ejecuta antes del funcionamiento normal de la instalación de soldadura por ultrasonido, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) establecen la ventana de medición (TM1, TM2) en función de una señal de medición (UE) que aparece en el modo de calibración, caracterizado porque los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para llevar a cabo una verificación en el sentido de si la amplitud de la señal de medición (UE) excede en cuanto al valor absoluto un periodo de tiempo predeterminado, en el que
los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) comprenden una unidad de cálculo del tiempo de propagación (37), que está configurada para calcular el periodo de tiempo entre un comienzo de una señal de emisión (US) y un instante de un primer exceso del valor absoluto de la señal de medición (UE) por encima de un valor umbral predeterminado como tiempo de propagación (TL), y para comparar el tiempo de propagación (TL) calculado con un valor umbral establecido, en el que
los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, RM2) comprenden, además, una unidad de cálculo del paso por el punto de anulación (37), que está configurada para determinar instantes, en los que la amplitud de la señal de medición (UE) adopta el valor cero, en el que la unidad de cálculo del paso por el punto de anulación (37) está configurada para calcular con la ayuda de los instantes de los pasos por el punto de anulación las duraciones de los periodos correspondientes y las frecuencias, en el que la unidad de cálculo del paso por el punto de anulación (37) está configurada, además, para comparar las frecuencias calculadas con una frecuencia de emisión de una señal de emisión (US), y en el que
Los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para calcular a partir de una curva temporal de la amplitud de la señal de medición (UE) valores de medición de semiondas, que representan una medida del contenido de energía de una semionda de la señal de medición (US), especialmente un valor efectivo o una media aritmética, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para determinar en secuencia los dos valores máximos de medición de semiondas y en el que los medios (35, 37, 39, 41) están configurados, además, para la fijación de la ventana de medición (TM1, TM2) para determinar a partir de los dos valores máximos de medición de las semiondas en secuencia una duración respectiva de los periodos (?tm), que establece una anchura de tiempo de la ventana de medición (TM1, TM2), y en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados, además, para fijar un punto de inicio (TM1) de la ventana de medición sobre aquel punto de anulación de la amplitud de la señal de medición (UE), en el que los dos valores máximos de medición de las semiondas se encuentran en secuencia dentro de la ventana de medición (TM1, TM2).
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque los medios (35, 37, 39, 41) para la fijación de la ventana de medición (T1, TM2) están configurados para determinar una ventana de interferencia (TS1, TS2), que presenta la anchura de la ventana de medición (TM1, TM2) y que se encuentra dentro del tiempo de propagación (TM), en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para establecer un valor límite para la supervisión de la señal de medición (UE) que aparece en la ventana de interferencias (TS1, TS2), en el que este valor límite se establece con la ayuda del valor máximo de la señal de medición (UE) que se encuentra en la ventana de medición, en el que los medios (35, 37, 39, 41) para la fijación de la ventana de medición (TM1, TM2) están configurados para reconocer un error, cuando la señal de medición (UE) en la ventana de interferencias (TS1, TS2) excede el valor límite.
3. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque está previsto un generador de disparos (33), que provoca la emisión de una señal de emisión (US), que provoca la señal de medición (UE).
4. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque en la señal de ultrasonido se trata de ondas transversales.
5. Dispositivo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque la señal de salida de la unidad de evaluación del valor de medición (43) es alimentada a un control (28) para la generación de una variable (1) característica para el proceso de soldadura.
6. Dispositivo de acuerdo con la reivindicación 3, caracterizado porque el generador de disparos (33) provoca la emisión de la señal de emisión (US) en función de la variable (1) característica.
Patentes similares o relacionadas:
 Método de procesamiento de señales resultantes de una adquisición mediante exploración ultrasónica, programa informático y dispositivo de exploración por ultrasonidos correspondiente, del 29 de Julio de 2020, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Metodo de procesamiento de senales (S) resultantes de una adquisicion por exploracion ultrasonica que comprende las siguientes etapas:
[…]
Método de procesamiento de señales resultantes de una adquisición mediante exploración ultrasónica, programa informático y dispositivo de exploración por ultrasonidos correspondiente, del 29 de Julio de 2020, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Metodo de procesamiento de senales (S) resultantes de una adquisicion por exploracion ultrasonica que comprende las siguientes etapas:
[…]
Procedimiento y dispositivo para compensar las no uniformidades de acoplamiento en pruebas ultrasónicas, del 24 de Junio de 2020, de PROCEQ SA: Un procedimiento para probar un componente mediante ultrasonido, que comprende las etapas de: aplicar un dispositivo , que tiene al menos un emisor […]
UN SISTEMA DE DETECCIÓN POR ULTRASONIDO EN LÍNEA DE LA CALIDAD DE LA FRUTA., del 4 de Junio de 2020, de UNIVERSIDAD DE CONCEPCION: Sistema de detección por ultrasonido en línea de la calidad de la fruta que comprende: un arco de soporte ubicado sobre la línea de proceso de forma perpendicular, […]
Interferómetro ultrasónico avanzado y procedimiento de clasificación no lineal e identificación de materia usando el mismo, del 15 de Abril de 2020, de Sonovum GmbH: Un aparato para investigar una característica de un medio, que comprende: un transmisor para generar una señal ultrasónica codificada multifrecuencia; un receptor […]
Procedimiento de detección por ultrasonidos de defectos en un material, del 1 de Abril de 2020, de ELECTRICITE DE FRANCE: Procedimiento de detección por ultrasonidos de defectos en un material, que comprende las etapas siguientes, para una pluralidad de pares de posición de emisión y de […]
Método de detección de defectos por ultrasonidos, dispositivo de detección de defectos por ultrasonidos y método para producir material de tuberías, del 25 de Marzo de 2020, de JFE STEEL CORPORATION: Método de detección de defectos por ultrasonidos para detectar un defecto (BW) en una superficie (B) interna de una tubería metálica usando ondas de ultrasonidos, […]
Control de estructura industrial, del 8 de Enero de 2020, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Procedimiento de análisis de una estructura por correlación de campo acústico-elástico difuso, una fibra óptica que consta de una pluralidad de […]
 Método para determinar la temperatura neutra de piezas de trabajo alargadas, del 25 de Septiembre de 2019, de Goldschmidt Thermit GmbH: Método para calcular la temperatura neutra o el estado libre de tensión de un tramo de carril , en donde el tramo de carril está sometido a tensión longitudinal […]
Método para determinar la temperatura neutra de piezas de trabajo alargadas, del 25 de Septiembre de 2019, de Goldschmidt Thermit GmbH: Método para calcular la temperatura neutra o el estado libre de tensión de un tramo de carril , en donde el tramo de carril está sometido a tensión longitudinal […]