INSTALACION PARA LLENAR UNIDADES DE ENVASE CON MEDICAMENTOS QUE CORRESPONDEN A LAS NECESIDADES SEMANALES DE PACIENTES DEFINIDAS POR PRESCRIPCION MEDICA.
Instalación para el llenado individual de unidades de envase con una pluralidad de medicamentos,
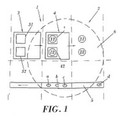
en la que las unidades de envase tienen casillas de alojamiento dispuestas como envases de blister en una configuración de matriz en líneas de acuerdo con un número de tiempos de administración durante un día y en columnas de acuerdo con un número de días de la semana para las unidades de administración de medicamentos, con las siguientes características:
a) están previstas estaciones de distribución (16) asociadas individualmente a los diferentes medicamentos, en las que se realiza de forma automática un relleno por líneas de todas o de un número parcial de casillas (12) seleccionadas de las unidades de envase (11) mantenidas, respectivamente, sobre una pletina de transporte (13) en forma de matriz;
b) está prevista una instalación de transporte longitudinal (14), por medio de la cual se pueden transportar las unidades de envase (11) en la dirección predeterminada de forma secuencial hacia las estaciones de distribución (16) asociadas individualmente a los diferentes medicamentos;
c) la alimentación de las unidades de administración de medicamentos hacia las estaciones de distribución se realiza por medio de instalaciones de transporte transversal asociadas individualmente a los medicamentos;
d) la instalación de transporte longitudinal (14) y las instalaciones de transporte transversal (36, 38) están adaptadas entre sí en lo que se refiere a la carrera de transporte y a la capacidad de transporte, en el sentido de que por cada carrera de transporte -que se realiza en la dirección de las columnas de la disposición de casillas de alojamiento- de las unidades de envase (11) y por cada carrera de transporte -que se realiza en la dirección de las líneas de la disposición de casillas de alojamiento- de las instalaciones de transporte transversal, se puede conseguir un llenado temporal secuencial de las casillas de alojamiento (12), que se realiza en cada caso en fases de paradas sincronizadas de los ciclos de transporte longitudinal y de transporte transversal;
e) para la activación de las estaciones de distribución (16) en el sentido del llenado de medicamentos acorde con la prescripción de las unidades de envase (11), está prevista una unidad electrónica de control (41), que genera las señales de control necesarias a este respecto a partir de un procesamiento de señales de información, que contienen las informaciones sobre los pacientes y el contenido de las unidades de envase asociado en cada caso a estos pacientes y que son alimentadas a la unidad de control (41) de una manera continua en una secuencia sincronizada con los movimientos de avance de las unidades de envase (11) y asociada de una manera unívoca a los pacientes;
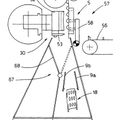
caracterizada porque las unidades de administración están dispuestas equidistantes sobre tiras de blister (21), que están arrolladas sobre un rollo de reserva (22) y que se pueden desprender de éste,
y porque las estaciones de distribución (16), vistas en la dirección de transporte de las tiras de blister (21), tienen un número de unidades de expulsión (28), que se pueden activar individualmente, dispuestas de una manera consecutiva, que corresponde al número de las casillas de alojamiento (12) de una línea de una unidad de envase (11), por medio de las cuales se pueden expulsar los medicamentos desde las cavidades de los blísteres (23) individualmente o al mismo tiempo y se pueden suministrar a las casillas de alojamiento (12) de las unidades de envase (11)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08101316.
Solicitante: KOHL, EDWIN.
Nacionalidad solicitante: Alemania.
Dirección: IM HOLZHAU 8,66663 MERZIG.
Inventor/es: KOHL,EDWIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Enero de 2005.
Fecha Concesión Europea: 12 de Mayo de 2010.
Clasificación Internacional de Patentes:
- A61J7/00F1
- B65B5/10B1
- B65B57/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o detiene la alimentación de objetos o productos a embalar.
Clasificación PCT:
- A61J7/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › Dispositivos para la administración de medicinas vía oral, p. ej cucharas (cucharas para pesar G01G 19/56 ); Dispositivos para contar las píldoras; Disposiciones para indicar o recordar el momento en que se deben tomar los medicamentos.
- B65B35/30 B65B […] › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › Disposición y alimentación de objetos en grupos.
- B65B5/10 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Llenado de receptáculos o recipientes, progresivamente o por etapas sucesivas, introduciendo sucesivamente los objetos o capas de objetos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
Instalación para llenar unidades de envase con medicamentos que corresponden a las necesidades semanales de pacientes definidas por prescripción médica.
La invención se refiere a una instalación para el llenado automático de unidades de envase de medicamentos con unidades de administración, que corresponden a las necesidades semanales individuales de numerosos pacientes -cápsulas, comprimidos, grageas- de diferentes medicamentos, que deben ser tomadas por cada paciente en una secuencia ordenada de acuerdo con fecha - día de la semana - y hora del día - por la mañana, a mediodía, por la tarde, por la noche, de acuerdo con una prescripción médica relacionada con el paciente, y con las otras características determinantes del tipo mencionadas en el preámbulo de la reivindicación 1 de la patente (ver el documento US-B-6 318 051)
Las unidades de envase del tipo que corresponde al estado de la técnica han sido utilizadas anteriormente a través de la Firma Temmler GMBH en la república Federal Alemana en forma de cajas de medicamentos y, por lo tanto, se conocen en general.
Tales unidades de envase para pacientes, que deben tomar regularmente varios medicamentos diferentes, deben ser una ayuda, por una parte, para no olvidar la toma de medicamentos importantes y, por otra parte, deben proporcionar también una visión de conjunto sobre los medicamentos que ya han sido tomados, para evitar una sobremedicación, que podría ser perjudicial.
La carga "habitual" de tales cajas "con la mano" es muy laboriosa y prácticamente sólo puede ser realizada de una manera suficientemente fiable por personal altamente cualificado, lo que implica unos costes de personal correspondientemente altos.
Para reducir tales costes, se conoce una instalación de estructura compacta y adecuada para una aplicación en la clínica [(IV/MEDI CO., LTD. 390-1, Shin Won Dong, Seo Cho Gu, Seúl, Corea)], con la que se pueden llenar mecánicamente medicamentos, que corresponden a las necesidades semanales de un paciente, en una unidad de envase, que soporta también de una manera conveniente el mantenimiento de la secuencia temporal de la toma de medicamentos. Después de una entrada de los datos del paciente y de los datos que se refieren a la prescripción médica se lleva a cabo, de forma asistida por ordenador, la individualización de los medicamentos desde un almacén, que contiene hasta 400 medicamentos diferentes en cajas separadas, así como el envase, ordenado en la secuencia de toma, de los medicamentos separados en unidades de envase en forma de tubo flexible, de las que se pueden tomar los medicamentos, en caso necesario, para la clasificación siguiente. La selección de los medicamentos con relación a los pacientes y su envase se realizan en serie, de tal forma que los conjuntos de medicamentos asociados a diferentes pacientes se obtienen de forma sucesiva, es decir, que solamente se comienza con la selección de los medicamentos para un paciente, después de que ha concluido la selección de los medicamentos para un paciente considerado anteriormente.
La instalación conocida adolece del inconveniente de que el llenado de una pluralidad de unidades de envase implica una necesidad de tiempo relativamente grande, puesto que solamente se puede comenzar con el llenado de una unidad de envase después de que se ha llenado totalmente un envase necesario que debe llenarse con anterioridad. La instalación conocida no sería adecuada para una utilización -por decirlo así industrial- en el campo del comercio al por mayor farmacéutico, en el que sería necesario poder crear un número de unidades de envase individuales en el intervalos de algunas 50.000 unidades. No se podría cubrir de una manera conveniente tal cantidad necesaria con la fiabilidad requerida.
Por lo tanto, el cometido de la invención es crear una instalación del tipo mencionado al principio, que permite conseguir una elevación drástica del número de las unidades de envase de consumo diferentes que se pueden distribuir individualmente, pudiendo considerarse un orden de magnitud típico para una operación de 24 horas de la instalación un número de 100.000 unidades, evidentemente con la condición adicional de la máxima seguridad posible de la comodidad de la prescripción.
Este cometido se soluciona, de acuerdo con la idea básica de la invención, por medio de las características de las reivindicaciones 1 y 35 de la patente y en configuraciones y desarrollos ventajosos de la invención a través de las características de las otras reivindicaciones.
De acuerdo con ello, en la instalación de llenado de acuerdo con la invención están previstas estaciones de distribución asociadas individualmente, en las que se puede realizar una carga "por líneas" relacionada con la hoja del día o el día de la semana de casillas de alojamiento dispuestas adyacentes de la unidad de envase; además, está prevista una instalación de transporte "longitudinal", por medio de la cual se pueden transportar las unidades de envase en la dirección de transporte predeterminada asociadas de forma secuencial a los diferentes medicamentos, las cuales están previstas de acuerdo con ello en una multiplicidad que corresponde al número de los medicamentos y se pueden utilizar para el llenado de diferentes cajas; la alimentación de las unidades de administración de medicamentos a las estaciones de distribución se realiza por medio de las instalaciones de transporte transversal asociadas individualmente a los medicamentos, las cuales se pueden activar en paralelo a la distribución de medicamentos, que son suministrados para el llenado de una pluralidad de unidades de envase diferentes; a tal fin, la instalación de transporte longitudinal y las instalación es de transporte transversal están sincronizadas entre sí en lo que se refiere a la carrera de transporte y a la capacidad de transporte, en el sentido de que por cada carrera de transporte de las unidades de envase y por cada carrera de transporte de las instalaciones de transporte transversal se puede conseguir un llenado por líneas respectivo de las casillas de alojamiento, que se lleva a cabo de una manera más conveniente en cada caso en fases sincronizadas de parada de los ciclos de transporte longitudinal y de los ciclos de transporte de medicamentos; para el caso de determinados patrones de llenado sencillos regulares es posible un movimiento de avance continuo tanto para el transporte "longitudinal" de las unidades de envase como también de una manera alternativa o adicional para el transporte transversal del medicamento; por medio de una unidad electrónica de control, que está prevista para la activación de las estaciones de distribución y que genera las señales de control necesarias a partir de un procesamiento de señales de información, que contienen las informaciones sobre los pacientes y el contenido de las unidades de envase asociado en cada caso a estos pacientes y que son alimentadas a la unidad de control de una manera continua en una secuencia estrechamente correlacionada con los movimientos de avance de las cajas y asociada de una manera unívoca a los pacientes, se puede conseguir la mejor fiabilidad posible del llenado correcto de las unidades de envase con medicamentos y se puede alcanzar también una velocidad de llenado temporal alta, de manera que se pueden extraer en ciclos de segundos desde la instalación las unidades de envase llenas acabadas, que corresponden en cada caso a una prescripción médica individual.
Cuando, como está previsto de acuerdo con la reivindicación 3, están previstos datos que pueden ser procesados en señales de control en forma legible por máquina en asociación espacial fija a las unidades de envase respectivas, es decir, que pueden ser transportados adicionalmente con éstas y llegan de esta manera a estaciones de lectura, que están asociadas a las estaciones de distribución, entonces se puede controlar el ciclo de llenado de una manera sencilla a modo de un control de secuencia, que requiere un gasto de procesamiento de datos relativamente reducido y de acuerdo con ello trabaja de una manera rápida y fiable.
A este respecto, es conveniente una disposición de una estación de lectura asociada a una estación de distribución, que posibilita ya una inscripción de los datos antes de que la caja a llenar llegue a la estación de distribución respectiva.
Las unidades de envase o bien las partes de la misma que rodean las casillas de alojamiento están provistas de una manera más conveniente también con campos que se pueden imprimir, sobre los que se pueden imprimir por medio de las estaciones de distribución en cada caso indicaciones asociadas individualmente...
Reivindicaciones:
1. Instalación para el llenado individual de unidades de envase con una pluralidad de medicamentos, en la que las unidades de envase tienen casillas de alojamiento dispuestas como envases de blister en una configuración de matriz en líneas de acuerdo con un número de tiempos de administración durante un día y en columnas de acuerdo con un número de días de la semana para las unidades de administración de medicamentos, con las siguientes características:
caracterizada porque las unidades de administración están dispuestas equidistantes sobre tiras de blister (21), que están arrolladas sobre un rollo de reserva (22) y que se pueden desprender de éste,
y porque las estaciones de distribución (16), vistas en la dirección de transporte de las tiras de blister (21), tienen un número de unidades de expulsión (28), que se pueden activar individualmente, dispuestas de una manera consecutiva, que corresponde al número de las casillas de alojamiento (12) de una línea de una unidad de envase (11), por medio de las cuales se pueden expulsar los medicamentos desde las cavidades de los blísteres (23) individualmente o al mismo tiempo y se pueden suministrar a las casillas de alojamiento (12) de las unidades de envase (11).
2. Instalación de llenado de acuerdo con la reivindicación 1, caracterizada porque la instalación de transporte (14) está configurada como instalación de conmutación progresiva.
3. Instalación de llenado de acuerdo con la reivindicación 1 ó 2, caracterizada porque en una configuración definida en el espacio con respecto a las unidades de envase (11), están previstos soportes de datos asociados a éstas, que contienen los datos relacionados con los pacientes en forma legible por máquina.
4. Instalación de llenado de acuerdo con la reivindicación 3 caracterizada porque están previstas estaciones de lectura (42) para los soportes de datos de las unidades de envase en las estaciones de distribución (16) y están integradas en éstas.
5. Instalación de llenado de acuerdo con la reivindicación 3 ó 4, caracterizada porque la estación de lectura (42) prevista para la estación de distribución está dispuesta de tal forma que se posibilita una inscripción de los datos ya antes de que la unidad de envase (11) a llenar haya llegado a la estación de distribución (16) respectiva.
6. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 5, caracterizada porque las unidades de envase (11) tienen campos que se pueden imprimir, sobre los que se pueden imprimir por medio de estaciones de impresión asociadas a las estaciones de distribución (16) -con preferencia de forma individual- datos de protocolos especialmente sobre procesos que se desarrollan en la estación de distribución.
7. Instalación de llenado de acuerdo con la reivindicación 1, caracterizada porque la distancia Lp entre unidades de expulsión (28) adyacentes entre sí corresponde a un múltiplo de número entero de la distancia lp de cavidades de blísteres (23) adyacentes de las tiras de blister (21) respectivas.
8. Instalación de llenado de acuerdo con la reivindicación 1 a 7, caracterizada porque las unidades de expulsión (28) están configuradas como cilindros lineales neumáticos.
9. Instalación de llenado de acuerdo con la reivindicación 8, caracterizada porque están previstos vástagos de pistón, que se proyectan desde la carcasa de los cilindros neumáticos (28), con cabezas de empuje, que tienen una forma aproximadamente cóncava complementaria de los medicamentos a expulsar.
10. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 9, caracterizada porque las tiras de blister (21) tienen tiras marginales (83/1 y 83/2) que se extienden con preferencia a ambos lados de una zona central en forma de tira, en la que están dispuestas las cavidades de blísteres (23), en cuyas tiras marginales inciden las instalaciones de accionamiento (36, 38).
11. Instalación de llenado de acuerdo con la reivindicación 10, caracterizada porque para la guía de transporte de las tiras de blister (21) están previstos elementos de guía (86/1 y 86/2) perfilados en forma de U, que rodean al menos por secciones sus tiras marginales (83/1 y 83/2), cuyos elementos de guía proporcionan a ambos lados de instalaciones de accionamiento una guía en unión positiva de las tiras de blister (21).
12. Instalación de llenado de acuerdo con la reivindicación 10 u 11, caracterizada porque la distancia interior entre los brazos de guía (87/1 y 87/2) paralelos entre sí de los perfiles de la U (86/1 y 86/2) es menor que el doble del espesor de las tiras marginales de las tiras de blister.
13. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 12, caracterizada porque las tiras de blister (21) tienen tiras de plástico (100) que forman las cavidades (23) para los medicamentos así como tiras de cubierta (104) elásticas flexibles, que cubren las aberturas de las cavidades (103), cuyas tiras de cubierta están provistas en la zona de las aberturas con estampaciones y/o perforaciones y/o ranuras pequeñas que facilitan la expulsión de los medicamentos.
14. Instalación de llenado de acuerdo con la reivindicación 13, caracterizada porque las estampaciones y/o ranuras se extienden en forma de H, en la que unas aletas de cubierta (113/1 y 113/2), escalonadas relativamente entre sí por medio de una ranura transversal (107) y escalonadas con respecto a las tiras marginales (47) de la tira de blister (21) por ranuras longitudinales (106/1 y 106/2), forman solapas de cubierta que se abren y se cierran de nuevo a la manera de una puerta de hojas.
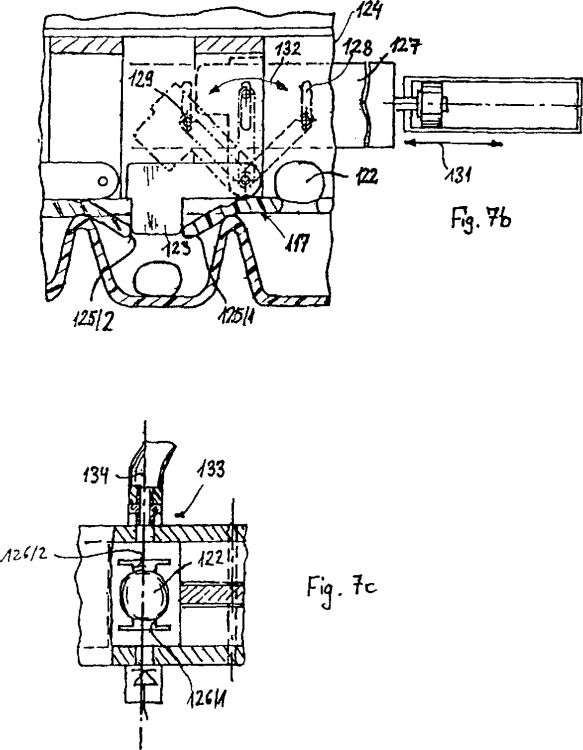
15. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 14, caracterizada porque una guía para una tira de cubierta móvil (117) está dispuesta a una distancia vertical (h) desde la guía de las tiras de blister, a un nivel que se extiende en paralelo a la misma entre las tiras de blister (21) y la guía de transporte para la unidad de envase (11), cuya tira de cubierta está provista probablemente con estampaciones, perforaciones o ranuras que facilitan la liberación de aberturas de paso, así como con un dispositivo (123, 126, 127) para accionar la apertura de las solapas de cubierta delimitadas por dichas estampaciones, perforaciones y/o ranuras.
16. Instalación de llenado de acuerdo con la reivindicación 15, caracterizada porque la tira de cubierta (117) dispuesta en el nivel intermedio tiene la misma longitud de periodicidad Lp que la tira de blister (21), y es transportada, además, de una manera independiente por cada ciclo de distribución, que tiene lugar en la estación de distribución respectiva, después de la terminación del ciclo, en un trayecto definido, con preferencia en una etapa que corresponde a la longitud de periodicidad Lp.
17. Instalación de llenado de acuerdo con la reivindicación 15 ó 16 caracterizada porque están previstos unos elementos de liberación (123) configurados en forma de L o en forma de T, que se pueden articular al menos 90º, que se pueden articular desde una posición de base, en la que los canales de paso verticales de un bloque de alojamiento (124), que se extienden entre la tira de blister (21) y la guía para la tira de cubierta (117), están liberados, hasta una posición, en la que estos canales están bloqueados y se suministran medicamentos a las casillas de alojamiento (12) de la unidad de envase (11) respectiva dispuesta debajo de la tira de cubierta (117).
18. Instalación de llenado de acuerdo con la reivindicación 17, caracterizada porque está previsto un dispositivo para una actuación de apertura común de los elementos de liberación (123).
19. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 18, caracterizada porque como accionamientos para el transporte transversal de las tiras de blister (21) están previstas unas parejas de rodillos, que están soportadas sobre al menos una de las tiras marginales de la tira de blister de una manera que se acoplan con rodillos de accionamiento y rodillos de deslizamiento sobre la tira marginal respectiva, y a través de la acción de cierre por la fuerza y/o la acción de cierre propia llevan a cabo la conversión de la fuerza de accionamiento en movimiento de avance.
20. Instalación de llenado de acuerdo con la reivindicación 19, caracterizada porque están previstos elementos de accionamiento que están configurados en forma de piñones dentados con dientes curvados lisos que, en virtud de la elasticidad del material de los blísteres, realizan un engrane de interbloqueo con este material.
21. Instalación de llenado de acuerdo con la reivindicación 1 a 20, caracterizada porque para determinar la trayectoria de las tiras de blister (21) están previstos transmisores incrementales de la trayectoria (51), que cuentan secciones del trayecto cubiertas sucesivamente de la misma longitud.
22. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 21, caracterizada porque están previstos transmisores de la posición que detectan las marcas marginales de las tiras de blister (21) que representan, por medio de sus señales de salida, una posición definida de la tira de blister (21) respectiva.
23. Instalación de llenado de acuerdo con la reivindicación 21, caracterizada porque están previstos dispositivos de corte o de estampación para producir marcas marginales, que están dispuestas a una distancia definida desde la estación de distribución (16) en la región de los dispositivos de guía de blísteres.
24. Instalación de llenado de acuerdo con la reivindicación 22 ó 23, caracterizada porque, vistos en la dirección de transporte de las tiras de blister (21), en cada caso está previsto al menos un dispositivo de marcación sobre este lado de la estación de distribución (16), y al menos un dispositivo de marcación está dispuesto sobre el otro lado de la estación de distribución (16).
25. Instalación de llenado de acuerdo con la reivindicación 24, caracterizada porque, vista en la dirección de transporte de la tira de blister (21), respectiva, una estación de corte (66) para separar la sección extrema vacía de la tira de blister (21) está dispuesta en el lado alejado de la estación de distribución (16).
26. Instalación de llenado de acuerdo con la reivindicación 1 a 25, caracterizada porque están previstos dispositivos sensores, que verifican si están presentes medicamentos, y están previstos detectores que reconocen que han sido suministrados medicamentos.
27. Instalación de llenado de acuerdo con la reivindicación 26, caracterizada porque la detección de medicamentos en la estación de distribución (16) respectiva tiene lugar a nivel intermedio, que está marcado por la disposición de la tira de cubierta transportable (117), que cubre de una manera desprendible de forma controlable las casillas de alojamiento (12) de la lámina de transporte (13) respectiva.
28. Instalación de llenado de acuerdo con la reivindicación 26, caracterizada porque, vistos en la dirección de transporte de la tira de blister (21), están previstos unos sensores y/o detectores, que reconocen la presencia de medicamentos en las cavidades de los blísteres (23), en el lado próximo y en el lado alejado de las estaciones de distribu- ción (16).
29. Instalación de llenado de acuerdo con la reivindicación 22, caracterizada porque los sensores y/o los detectores están formados como barreras ópticas.
30. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 29, caracterizada porque están previstas al menos dos estaciones de distribución (16) para medicamentos, cuya necesidad estadística es significativamente mayor que la necesidad media.
31. Instalación de llenado de acuerdo con la reivindicación 30, caracterizada porque una pluralidad de estaciones de distribución, previstas para el mismo medicamento, están dispuestas en cada caso inmediatamente adyacentes entre sí.
32. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 31, caracterizada porque están previstos dos sistemas de transporte -paralelos- para unidades de envase, en los que para medicamentos (2) requeridos estadísticamente de una manera relativamente poco frecuente, dos estaciones de distribución asociadas con los sistemas individuales están dispuestas una próxima a la otra y se pueden suministrar por medio de un dispositivo de transporte transversal común, mientras que un dispositivo de transporte transversal común para suministrar medicamentos está asociado con cada uno de los medicamentos requeridos de forma estadísticamente más común.
33. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 32, caracterizada porque el transporte longitudinal de las unidades de envase tiene lugar en grupos, en los que las unidades de envase que forman un grupo se mueven con la misma velocidad de transporte o con los mismos tamaños de etapas, aunque estas velocidades o tamaños de etapas pueden ser diferentes, y están previstas zonas intermedias libres entre grupos sucesivos de unidades de envase, que permiten el movimiento relativo de los grupos adyacentes entre sí.
34. Instalación de llenado de acuerdo con una de las reivindicaciones 1 a 33, caracterizada porque cada una de las unidades de envase previstas para el alojamiento de los medicamentos tienen una pieza termomoldeada que forma las casillas de alojamiento, cuya pieza está fabricada por una estación de termomoldeo que forma la primera estación de trabajo de un trayecto de transporte de la instalación de llenado (10) y se puede transportar desde allí hasta las estaciones de distribución de la instalación, posiblemente después del tratamiento posterior necesario.
35. Procedimiento para el llenado individual de unidades de envase (11) con una pluralidad de medicamentos, en el que las unidades de envase tienen casullas de alojamiento (12) dispuestas en una configuración de matriz en líneas y columnas para las unidades de administración de medicamentos, que presentan las siguientes etapas del procedimiento:
36. Procedimiento de acuerdo con la reivindicación 35, caracterizado porque el llenado secuencial por líneas de las casillas de alojamiento (12) de una unidad de envase (11) se realiza, respectivamente, en fases de parada sincronizadas de los ciclos de transporte longitudinal de las unidades de envase (11) y de los ciclos de transporte transversal de los medicamentos dispuestos en las tiras de blister (21).
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Sistema y método para dispensar de forma fiable productos farmacéuticos preenvasados, del 15 de Abril de 2020, de Spencer Health Solutions, LLC: Un sistema de dispensación de productos farmacéuticos, que comprende: un alojamiento con una abertura , teniendo el […]
Sistema y método de fabricar un recipiente flexible, del 29 de Noviembre de 2018, de B. BRAUN MEDICAL INC.: Un sistema para fabricar una bolsa flexible, incluyendo: una estación de fabricación de bolsa flexible configurada para fabricar una bolsa flexible; una estación […]
Máquina de envasado por embutición profunda y procedimiento, del 31 de Agosto de 2016, de MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG: Máquina de envasado por embutición profunda , que comprende un mando , una primera estación de conformado dispuesta a lo largo de una […]
Instalación de envasado con una máquina de envasado por embutición profunda, del 8 de Junio de 2016, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Instalación de envasado para envasar productos de diferente tamaño, preferentemente alimentos, en particular piezas de carne fresca, que comprende un dispositivo […]
 Método de carga de recipientes, del 13 de Noviembre de 2013, de Ulma Packaging Technological Center, S.Coop: Método de carga de recipientes que comprenden al menos un primer alojamiento vacío y un segundo alojamiento vacío siendo los […]
Método de carga de recipientes, del 13 de Noviembre de 2013, de Ulma Packaging Technological Center, S.Coop: Método de carga de recipientes que comprenden al menos un primer alojamiento vacío y un segundo alojamiento vacío siendo los […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL LLENADO DE MODO CONTINUO DE UN PRODUCTO EN PAQUETES., del 1 de Diciembre de 2005, de SIG COMBIBLOC SYSTEMS GMBH: Procedimiento para el llenado de modo continuo con una cantidad indicada previamente de un producto, en particular de una bebida o un producto alimenticio, en un material […]
 PROCEDIMIENTO Y CONJUNTO PARA FABRICAR ENVASES BLISTER CORTANDO UNA BANDA BLISTER, del 28 de Mayo de 2009, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un procedimiento para obtener envases blister mediante el corte de una banda blister , que incluye las etapas siguientes: #- alimentación de una banda […]
PROCEDIMIENTO Y CONJUNTO PARA FABRICAR ENVASES BLISTER CORTANDO UNA BANDA BLISTER, del 28 de Mayo de 2009, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un procedimiento para obtener envases blister mediante el corte de una banda blister , que incluye las etapas siguientes: #- alimentación de una banda […]