INSTALACION DE COLADA CONTINUA ASI COMO UN PROCEDIMIENTO PARA LA COLADA CONTINUA.
Instalación de colada continua para productos largos de acero,
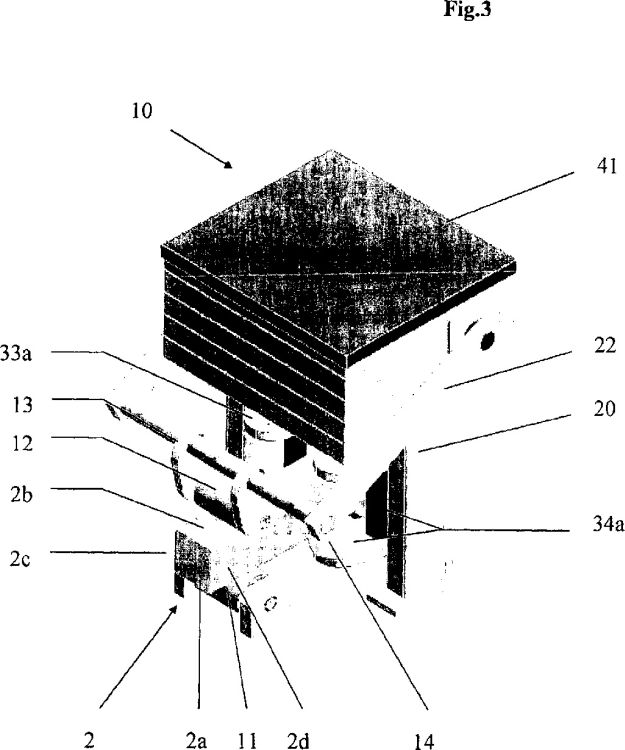
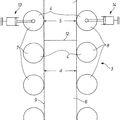
con una coquilla (1), desde la que se cuela de manera continua una barra (2) de colada que presenta varios lados (2a, 2b, 2c, 2d) de barra, que está guiada a lo largo de un trayecto de guiado en forma de arco formado por rodillos (11, 12, 13, 14) de guiado y al mismo tiempo en una cámara de enfriamiento con unidades de pulverización, caracterizada porque los rodillos (12, 13, 14) de guiado están contenidos en varios módulos (10) de centrado dispuesto uno detrás de otro y pueden ajustarse de manera controlada concéntricamente con respecto al eje de barra de colada, pudiendo ajustarse los rodillos (12, 13, 14) de guiado mediante unidades de accionamiento en dirección perpendicular a los lados (2b, 2c, 2d) de barra correspondientes hasta el contacto con la barra (2) de colada
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06405379.
Solicitante: CONCAST AG.
Nacionalidad solicitante: Suiza.
Dirección: TODISTRASSE 9,8002 ZURICH.
Inventor/es: KAWA, FRANZ, DRATVA,CHRISTIAN.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Septiembre de 2006.
Fecha Concesión Europea: 15 de Julio de 2009.
Clasificación Internacional de Patentes:
- B22D11/12H
- B22D11/20G
- B22D11/22A
Clasificación PCT:
- B22D11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
- B22D11/20 B22D 11/00 […] › de la retirada de barras coladas.
- B22D11/22 B22D 11/00 […] › del enfriamiento de las barras coladas o de los moldes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Instalación de colada continua así como un procedimiento para la colada continua.
La invención se refiere a una instalación de colada continua, especialmente para productos largos de acero, según el preámbulo de la reivindicación 1 así como a un procedimiento para la colada continua según el preámbulo de la reivindicación 13.
Como se conoce, en la colada continua se introduce el metal líquido, por ejemplo el acero líquido, en una coquilla enfriada y en la parte inferior se retira de manera continua desde esta coquilla formando una cáscara como barra de colada. Esta barra de colada se guía mediante un dispositivo de enfriamiento adicional, un denominado enfriamiento secundario, a lo largo de un trayecto de guiado formado por rodillos de guiado dispuestos uno detrás de otro y a este respecto se enfría adicionalmente mediante aplicación de medios de enfriamiento (pulverización de agua, mezcla de agua-aire) así como el contacto con los rodillos de guiado como también mediante una irradiación del calor.
Por motivos de calidad es importante que la barra de colada se enfríe de manera simétrica con respecto a su sección transversal. Para ello, por un lado las toberas de enfriamiento deben estar colocadas y orientadas de manera precisa y presentar las mismas características de pulverización, por otro lado sin embargo también es importante un guiado exacto de la barra de colada a lo largo de su trayecto de guiado. Una vez que en la barra colada se produce por cualquier motivo un campo de temperatura asimétrico, la barra tiende a desviarse por ejemplo lateralmente del trayecto de guiado debido a la deformación térmica. Este desplazamiento lleva inmediatamente a una aplicación no uniforme del medio de agua de enfriamiento y de este modo a un desplazamiento adicional de la barra desde su posición deseada. El problema se vuelve especialmente crítico cuando se cuelan barras de formato pequeño (palanquilla, cuadrado de aproximadamente 100-160 mm) empleando enfriamiento por agua salpicante de alta intensidad, el denominado enfriamiento duro. Además puede producirse en la colada de barras de palanquilla una elevación de la barra de su trayecto de guiado en forma de arco, cuando en la zona de coquilla se producen fuerzas de fricción aumentadas, y a este respecto se estira prácticamente la barra relativamente flexoelástica.
Para el guiado de la barra por el dispositivo de enfriamiento se utilizan rodillos de guiado que están montados de manera fija o elástica (a través de conjuntos de muelles, fuelles neumáticos, etc.) con una distancia mínima preestablecida con respecto a la barra, utilizándose la realización elástica prácticamente sólo en el lado superior de la barra.
En estas soluciones es desventajoso que debido al entorno altamente corrosivo y húmedo de la cámara de enfriamiento la mayoría de los rodillos se quedan atascados tras poco tiempo, ya que sólo entran en contacto con la barra y se mueven por la misma esporádicamente, por lo que en los puntos de apoyo pueden depositarse rápidamente productos de corrosión y depósitos de cal. Por un lado los rodillos atascados se sobrecargan térmicamente debido a la radiación térmica de la barra y por otro lado dañan en muchos casos las superficies de la barra con estrías y arañazos longitudinales que llevan al desperdicio de producto. Además, cuando en la misma instalación de colada continua se cuelan barras con formatos de sección transversal de diferente tamaño, o bien deben incorporarse en cada caso elementos de guiado completamente nuevos o bien deben desplazarse los rodillos de guiado a una nueva posición. Ambas acciones implican un gasto de tiempo y perjudican la disponibilidad de la instalación de colada. En la práctica los rodillos de guiado se ajustan por tanto en muchos casos al mayor formato, y así los formatos más pequeños se realizan sólo de manera muy limitada.
Al producirse imperfecciones de colada, por ejemplo rupturas de la barra, los rodillos de guiado y listones de pulverización montados de manera fija dificultan la retirada de la barra rota, y la recuperación de la disponibilidad de servicio requiere mucho tiempo.
En el documento JP-A-57130752 se describe una instalación de colada continua, en la que se desvía la barra que sale de la coquilla sobre pares de rodillos para formar una forma de arco y se enfría de manera correspondiente mediante una alimentación de agua en estos pares de rodillos. En esta instalación de colada continua está prevista en primer lugar una recuperación de energía del agua de enfriamiento calentada por la barra. Estos pares de rodillos están apoyados en cada caso como en un carro. Sin embargo no se menciona en ningún lugar que estos pares de rodillos o que el enfriamiento por agua estén configurados como módulos y que a este respecto puedan ajustarse aún de manera controlada.
El documento DE-A-33 05 660 se refiere a una instalación de colada continua horizontal con un dispositivo para corregir el contorno de la barra. Para ello existe un dispositivo de enfriamiento que puede accionarse de manera controlada que rocía un fluido de enfriamiento sobre al menos una de varias esquinas de la barra colada para adaptar el contorno de la sección transversal de barra. Sin embargo, con este dispositivo de enfriamiento no se enfría toda la barra y no está configurado como módulo con una posibilidad de ajuste controlada.
En el procedimiento y el dispositivo para la colada continua según el documento publicado DE-A-100 51 959 la barra se guía tras salir de la coquilla de manera arqueada, donde se subdivide en varias secciones de arco y el enfriamiento secundario se adapta en su forma geométrica al perfil de solidificación. A este respecto se realiza también un sostenimiento correspondiente de la barra que debe disminuir a lo largo de las secciones de arco. A continuación de las secciones de arco está dispuesto además un segmento de reducción blanda y un dispositivo de enfriamiento intenso conectado aguas arriba del mismo. Estos segmentos de reducción blanda están compuestos por dos o varios bastidores de rodillos, cuyos pares de rodillos no tienen accionamiento. Un marco superior puede aproximarse en cada caso de manera hidráulica a un marco inferior. Estos bastidores de rodillos sirven sólo para el guiado de la barra que ya discurre en un trayecto recto. Con éstos no puede conseguirse un centrado total de la barra. En el enfriamiento secundario puede modificarse por ejemplo la distancia de las toberas de rociado con respecto a la superficie de barra en función del perfil de solidificación que se produce.
La presente invención se basa en el objetivo de crear una instalación de colada continua del tipo mencionado al inicio así como de proponer un procedimiento para la colada continua especialmente de acero, con los que pueda mejorarse considerablemente la calidad de la barra colada mediante un enfriamiento distribuido de manera simétrica con respecto a la sección transversal de barra. Además deben reducirse los tiempos no productivos en la readaptación de la instalación de colada a otro formato de colada y en el mantenimiento.
Este objetivo se soluciona según la invención mediante una instalación de colada continua con las características de la reivindicación 1 así como mediante un procedimiento según la reivindicación 13.
Configuraciones preferidas adicionales de la instalación de colada continua según la invención así como del procedimiento según la invención forman el objeto de las reivindicaciones dependientes.
En la instalación de colada continua según la invención con varios módulos de centrado dispuestos uno detrás de otro, de los que cada uno presenta un rodillo montado de manera fija que define el curso deseado del trayecto de guiado para un lado de barra así como rodillos de guiado adicionales para los otros lados de barra, pudiendo ajustarse los rodillos de guiado adicionales en una dirección esencialmente perpendicular a las superficies de barra de colada correspondientes y pudiendo ajustarse la presión de compresión del respectivo rodillo con respecto a la barra de colada, se garantiza que los rodillos de guiado giren siempre simultáneamente mediante la sujeción de la barra y que la barra de colada en su posición deseada se mantenga en el trayecto de guiado. De este modo se reduce por un lado considerablemente el riesgo de una sobrecarga térmica de los rodillos y de un daño de la superficie de barra y se garantiza un enfriamiento simétrico.
Además puede medirse la presión de compresión de la barra en los rodillos de centrado y emitirse una señal derivada a partir de...
Reivindicaciones:
1. Instalación de colada continua para productos largos de acero, con una coquilla (1), desde la que se cuela de manera continua una barra (2) de colada que presenta varios lados (2a, 2b, 2c, 2d) de barra, que está guiada a lo largo de un trayecto de guiado en forma de arco formado por rodillos (11, 12, 13, 14) de guiado y al mismo tiempo en una cámara de enfriamiento con unidades de pulverización, caracterizada porque los rodillos (12, 13, 14) de guiado están contenidos en varios módulos (10) de centrado dispuesto uno detrás de otro y pueden ajustarse de manera controlada concéntricamente con respecto al eje de barra de colada, pudiendo ajustarse los rodillos (12, 13, 14) de guiado mediante unidades de accionamiento en dirección perpendicular a los lados (2b, 2c, 2d) de barra correspondientes hasta el contacto con la barra (2) de colada.
2. Instalación de colada continua según la reivindicación 1, caracterizada porque el respectivo módulo (10) de centrado presenta al menos un rodillo (11) montado de manera fija que define el curso deseado del trayecto de guiado para un lado (2a) de barra así como rodillos (12, 13, 14) de guiado adicionales para los otros lados (2b, 2c, 2d) de barra, pudiendo ajustarse estos rodillos (12, 13, 14) de guiado adicionales mediante unidades de accionamiento en dirección perpendicular a los lados (2b, 2c, 2d) de barra correspondientes hasta el contacto permanente con la barra (2) de colada y pudiendo ajustarse la fuerza de compresión del respectivo rodillo sobre la barra (2) de colada.
3. Instalación de colada continua según la reivindicación 1, caracterizada porque el ajuste de las unidades de pulverización está acoplado con el ajuste de los rodillos (12, 13, 14) de guiado.
4. Instalación de colada continua según la reivindicación 2, caracterizada porque uno de los rodillos (12, 13, 14) de guiado adicionales del respectivo módulo (10) de centrado puede ajustarse con respecto al rodillo (11) montado de manera fija y los dos rodillos (13, 14) de guiado restantes pueden ajustarse de manera concéntrica con respecto al eje deseado de colada continua.
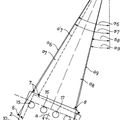
5. Instalación de colada continua según una de las reivindicaciones 1 a 4, caracterizada porque el rodillo (12) de guiado superior del respectivo módulo (10) de centrado, que puede ajustarse con respecto al rodillo (11) montado de manera fija, lo lleva un soporte (22) de la unidad de accionamiento, en forma de estribo soportado de manera pivotante en un marco (20) del módulo (10) de centrado, existiendo para el pivotado del soporte (22) o para comprimir el rodillo (12) de guiado sobre la barra (2) de colada un cilindro (25) hidráulico o un actuador.
6. Instalación de colada continua según una de las reivindicaciones 1 a 5, caracterizada porque los dos rodillos (13, 14) de guiado laterales restantes los lleva en cada caso una parte (33, 34) en forma de manguito de la unidad de accionamiento, que puede pivotar en cada caso alrededor de un eje (31, 32) fijado al marco, estando unidas las dos partes (33, 34) en forma de manguito de manera giratoria entre sí a través de segmentos (35, 36) dentados que se engranan entre sí y pudiendo accionarse una de las dos partes (33, 34) por un cilindro (40) hidráulico adicional, con el fin de un pivotado simétrico de las partes (33, 34) o para la compresión concéntrica de los rodillos (13, 14) de guiado con respecto a la barra (2) de colada que discurre en su posición deseada.
7. Instalación de colada continua según la reivindicación 5 ó 6, caracterizada porque está previsto un control o una regulación de la posición y/o de la fuerza de compresión de los rodillos (12, 13, 14) de guiado en la barra (2) de colada.
8. Instalación de colada continua según la reivindicación 5, 6 ó 7, caracterizada porque el respectivo cilindro (25, 40) hidráulico de la unidad de accionamiento puede fijarse mediante un circuito de control, preferiblemente mediante un circuito regenerativo en una posición adelantada de los rodillos (12, 13, 14) de guiado hasta una fuerza límite ajustable muy elevada.
9. Instalación de colada continua según una de las reivindicaciones 5 a 8, caracterizada porque los cilindros (25, 40) hidráulicos en unión activa con un dispositivo de control están dispuestos junto con el dispositivo de control en una caja (41) enfriada por agua por encima de los rodillos (11, 12, 13, 14) de guiado.
10. Instalación de colada continua según una de las reivindicaciones 1 a 9, caracterizada porque los módulos (10) de centrado pueden incorporarse o extraerse con ayuda de un manipulador colocado fuera de la respectiva cámara de enfriamiento.
11. Instalación de colada continua según una de las reivindicaciones 1 a 10, caracterizada porque los módulos (10) de centrado presentan en los puntos de conexión a la instalación de colada unidades de conector definidas, con cuya ayuda se conectan automáticamente tanto medios de enfriamiento y de control como señales de medición y de control en la incorporación del módulo.
12. Instalación de colada continua según una de las reivindicaciones 1 a 11, caracterizada porque a los módulos (3) de pulverización están asociados listones (7) de pulverización con las unidades de pulverización configuradas como toberas (5) de pulverización o similar, pudiendo ajustarse estos listones (7) de pulverización y con ellos las unidades de pulverización en una dirección aproximadamente perpendicular a los lados (2b, 2c, 2d) de barra correspondientes mediante unidades de accionamiento.
13. Procedimiento para la colada continua de productos largos de acero, en el que el acero líquido se introduce en una coquilla (1) y en la parte inferior se retira de manera continua desde esta coquilla (1) como barra (2) de colada formando una cáscara, guiándose esta barra (2) de colada a lo largo de un trayecto de guiado formado por rodillos (11, 12, 13, 14) de guiado y enfriándose adicionalmente a este respecto mediante aplicación de medios de enfriamiento, caracterizado porque la barra (2) de colada pasa por varios módulos (10) de centrado dispuestos uno detrás de otro, estando preestablecido el curso deseado del trayecto de guiado en cada caso por un rodillo (11) montado de manera fija del respectivo módulo (10) de centrado, que actúa sobre un lado (2a) de barra y guiándose la barra (2) de colada de manera céntrica mediante rodillos (12, 13, 14) de guiado adicionales que actúan sobre los otros lados (2b, 2c, 2d) de barra y que pueden ajustarse esencialmente en una dirección perpendicular a los mismos, pudiendo ajustarse de manera controlada la fuerza de compresión del respectivo rodillo de guiado sobre la barra (2) de colada, y midiéndose la fuerza de compresión de al menos una parte de los rodillos (11, 12, 13, 14) de guiado sobre la barra (2) de colada y emitiéndose una señal a un dispositivo de control.
14. Procedimiento según la reivindicación 13, caracterizado porque se mide en cada caso la fuerza de compresión de la barra en los rodillos (13, 14) de guiado laterales y se emiten señales derivadas a partir de la misma a un dispositivo de control, a través del que en caso de una deformación térmica de la barra (2) de colada se inicia y se realiza localmente una modificación controlada del enfriamiento realizado mediante el dispositivo (3) de enfriamiento.
15. Procedimiento según la reivindicación 13 ó 14, caracterizado porque se mide en cada caso la fuerza de compresión de la barra movida a lo largo de su trayecto de guiado en forma de arco en los rodillos (12) de guiado superiores y se utilizan señales derivadas a partir de la misma para vigilar las fuerzas de fricción en la zona de coquilla.
16. Procedimiento según una de las reivindicaciones 13 a 15, caracterizado porque se recurre a la fuerza de compresión medida por los rodillos (12, 13, 14) de guiado enfriados por agua y movidos por la barra de colada para controlar el enfriamiento de la barra.
17. Procedimiento según una de las reivindicaciones 13 a 16, caracterizado porque se miden las posiciones de los rodillos (12, 13, 14) de guiado y a partir de las mismas se registran las dimensiones de sección transversal actuales de la barra de colada.
18. Procedimiento según una de las reivindicaciones 13 a 17, caracterizado porque en caso de cambios de formato de la barra (2) de colada el ajuste de los rodillos (12, 13, 14) de guiado puede activar automáticamente un ajuste de listones (7, 41) de pulverización o similar equipados con unidades (42) de pulverización, que forman parte del módulo (3) de enfriamiento.
19. Procedimiento según una de las reivindicaciones 13 a 18, caracterizado porque los rodillos (12, 13, 14) de guiado se comprimen aproximadamente con la misma presión en la barra (2) de colada.
Patentes similares o relacionadas:
 METODO Y DISPOSITIVO PARA EL POSICIONAMIENTO PRECISO DE UNA PLURALIDAD DE ELEMENTOS DE RODILLO CILINDRICOS COOPERANTES, del 1 de Julio de 2010, de SMS SIEMAG AG: Método para el posicionamiento preciso de una pluralidad de elementos de rodillo o cilíndricos , los cuales cooperan relativamente unos con otros, […]
METODO Y DISPOSITIVO PARA EL POSICIONAMIENTO PRECISO DE UNA PLURALIDAD DE ELEMENTOS DE RODILLO CILINDRICOS COOPERANTES, del 1 de Julio de 2010, de SMS SIEMAG AG: Método para el posicionamiento preciso de una pluralidad de elementos de rodillo o cilíndricos , los cuales cooperan relativamente unos con otros, […]
 PROCEDIMIENTO PARA LA COLADA CONTINUA DE UNA BARRA METALICA, del 18 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la colada continua de una barra metálica , en el que la barra colada abandona hacia abajo una coquilla en posición […]
PROCEDIMIENTO PARA LA COLADA CONTINUA DE UNA BARRA METALICA, del 18 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la colada continua de una barra metálica , en el que la barra colada abandona hacia abajo una coquilla en posición […]
Dispositivo y método para la reducción suave de productos metálicos de sección circular, del 15 de Julio de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de reducción suave de un producto de colada hecho de metal con una sección circular que presenta un núcleo líquido o parcialmente […]
Procedimiento y aparato para la fabricación de productos metálicos largos en una colada continua, del 4 de Septiembre de 2019, de Primetals Technologies Germany GmbH: Procedimiento para la fabricación de un producto metálico largo en una planta de colada continua, en el que dicho producto sigue […]
Procedimiento y dispositivo de colada continua de láminas finas, del 4 de Septiembre de 2019, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento de colada continua de láminas finas, que presenta los siguientes pasos de procedimiento: - suministrar un metal fundido a una lingotera […]
Método para fabricar una palanquilla redonda de aleación alta con contenido de níquel que tiene calidad interna mejorada, del 10 de Abril de 2019, de NIPPON STEEL CORPORATION: Un método para fabricar una palanquilla redonda de aleación alta que contiene níquel, el método comprende los pasos de: fundir de manera continua […]
Método e instalación para la producción de lingotes alargados de grandes secciones transversales, del 1 de Abril de 2019, de INTECO SPECIAL MELTING TECHNOLOGIES GMBH: Método para la producción de lingotes de fundición de metales, en especial de acero, con secciones transversales de por lo menos 0,10 m², preferiblemente […]
Método para producir un acero TWIP laminado en caliente y un producto de acero TWIP producido de ese modo, del 22 de Marzo de 2019, de Tata Steel IJmuiden BV: Método para la fabricación de una banda de acero TWIP, mediante el cual el acero fundido que tiene una composición que comprende 0,05-0,78 % de C, 11 a 23 % de […]