Sistema de obturación de cabeza de barra fría en una coquilla de una instalación de colada continua para colar perfiles preliminares de gran formato.
Sistema de obturación de cabeza de barra fría en una coquilla de una instalación de colada continua paracolar perfiles preliminares de gran formato,
con una junta plana (6) que obtura la rendija entre la cabeza debarra fría y la coquilla, así como una placa de embalaje (7) que inmoviliza la junta plana sobre la cabeza debarra fría, la cual está comprimida mediante tirantes (10, 11) fijados a la cabeza de barra fría, presenta laforma de sección transversal del perfil de coquilla y sobresale lateral y omnidireccionalmente por encima dela junta plana (6), caracterizado porque la placa de embalaje (7) presenta dos mitades de placa (7a, 7b)situadas en un plano una con relación a la otra, las cuales están separadas entre sí con una separación (9)y pueden desplazarse, en función de la conicidad de la coquilla (3) formada desde arriba hacia debajo deforma ligeramente cónica, hacia el centro de coquilla con relación al plano formado por las placas deembalaje.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08009465.
Solicitante: CONCAST AG.
Nacionalidad solicitante: Suiza.
Dirección: TODISTRASSE 9 8027 ZURICH SUIZA.
Inventor/es: MEIER, THOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › Accesorios para comenzar la colada.
PDF original: ES-2400704_T3.pdf
Fragmento de la descripción:
Sistema de obturación de cabeza de barra fría en una coquilla de una instalación de colada continua para colar perfiles preliminares de gran formato.
La invención se refiere a un sistema de obturación de cabeza de barra fría en una coquilla de una instalación de colada continua para colar perfiles preliminares de gran formato, con una junta plana que obtura la rendija entre la cabeza de barra fría y la coquilla, así como una placa de embalaje que inmoviliza la junta plana sobre la cabeza de barra fría, la cual presenta aproximadamente la forma de sección transversal del perfil de coquilla y cubre la junta plana en todo su perímetro.
Del documento DE 10 2004 04633 se conoce un dispositivo de puesta en marcha para una instalación de colada continua con un elemento obturador entre el elemento de cabeza y el acero líquido. El inconveniente de esta instalación es que la sujeción para la junta no puede desplazarse en el plano de la junta.
En el documento DE 32 30 183 se describe una instalación de colada continua, en especial una instalación de colada continua horizontal, la cual presenta una junta deformable entre la cabeza de puesta en marcha y el acero líquido. El inconveniente de esta instalación es que la sujeción para la junta sólo puede desplazarse en dirección longitudinal.
El documento EP 1 249 287 hace patente un procedimiento y un dispositivo para la puesta en marcha de una instalación de colada continua. En esta instalación la fijación de la junta sólo puede desplazarse en el eje longitudinal.
El documento US 3 587 716 describe un dispositivo para una instalación de colada continua en dirección horizontal. La junta está comprimida entre dos placas, que sólo pueden desplazarse en dirección longitudinal. Este inconveniente conduce a fugas en el caso de coquillas grandes.
En el documento US 3 262 161 se describe una cabeza de puesta en marcha para una instalación de colada continua. En el caso de la junta su sujeción no puede desplazarse.
Del documento US 3 234 299 se conoce un sistema de obturación de una cabeza de barra fría, que presenta unajunta plana refractaria. Ésta se fija entre un elemento de unión y la parte inferior. El inconveniente es el elemento de unión no desplazable.
Las instalaciones de colada continua de esta clase se usan por ejemplo para producir grandes formatos llamados beam-blank con un perfil en doble T con una longitud superior a 800 mm, una anchura de brida superior a 400 mm y un grosor de alma de unos 120 mm. La cabeza de barra fría se usa de forma conocida a veces para obturar por debajo de forma estanca la coquilla, antes del y durante el proceso de inicio de colada.
Durante la colada el caldo se vierte a través de un tubo de colada en el interior de la coquilla, y allí se solidifica hasta un grado en el que puede extraerse con la cabeza de barra fría como barra caliente. Para compensar la contracción de la barra en la coquilla, que se produce durante el proceso de solidificación, ésta discurre formando una conicidad desde arriba hacia abajo de forma ligeramente oblicua. Debido a que los formatos beam-blank grandes se cuelan más lentamente que los formatos más pequeños, para estos se necesita una conicidad relativamente grande en la coquilla. La entrada de coquilla es por ello en tales formatos aproximadamente 6-12 mm mayor que la salida.
La cabeza de barra fría con el embalaje correspondiente se monta antes del inicio de la colada por encima de la coquilla y a continuación se embute en la coquilla, hasta que dentro de la misma ha alcanzado la posición de inicio de colada. Debido a que el embalaje es rígido en los sistemas conocidos, se produce allí mediante la conicidad de la coquilla una rendija en la espaldilla interior del perfil. En el caso de grandes formatos tiene una anchura de rendija inadmisible. Precisamente en la posición de inicio de colada, sin embargo, el embalaje de barra fría debe obturar de forma impecable, para impedir que durante el inicio de colada fluya caldo hacia fuera del interior de la coquilla. Los sistemas conocidos hasta ahora no son por lo tanto adecuados para colar perfiles con un formato especialmente grande.
La invención se ha impuesto la tarea de evitar los inconvenientes antes citados y crear un embalaje de barra fría que, durante el inicio de colada, garantice la estanqueidad total del embalaje de barra fría incluso en el caso de formatos especialmente grandes.
Esta tarea es resuelta conforme a la invención mediante un sistema de obturación de una cabeza de barra fría conforme a la reivindicación 1, en donde la placa de embalaje que inmoviliza la junta plana puede desplazarse hacia el centro de coquilla en un importe dependiente de la conicidad de la coquilla.
Por medio de esto es posible, durante la embutición de la cabeza de barra fría, compensar el recorrido oblicuo de la coquilla con la placa de embalaje que se contrae, hasta tal punto que la rendija de obturación entre la placa de embalaje y la coquilla permanece uniforme por todos lados. Por medio de esto puede obturarla totalmente la junta plana, incluso en el caso de colar formatos especialmente grandes.
Con la finalidad de una estructura sencilla y de un modo de trabajo seguro, la invención prevé además que la placa de embalaje esté configurada con dos partes, en donde ambas mitades de placa pueden desplazarse hacia el centro de coquilla y están separadas entre sí mediante una separación, cuya anchura depende de la conicidad de la coquilla. Durante la embutición de la cabeza de barra fría en la coquilla se embuten las mitades de placa con un margen de milímetros dentro de la separación. En el caso de un dimensionado correspondiente de la separación puede compensarse por completo, de este modo, el recorrido oblicuo de la coquilla.
Para simplificar la fabricación es también ventajoso que la separación esté formada centralmente. Por medio de esto es posible configurar idénticas ambas mitades de placa.
En el sentido de una sujeción estable de las mitades de placa desplazables, la cabeza de barra fría presenta conforme a la invención una placa de embalaje unitaria que cubre las dos mitades de placa, que está comprimida sobre la cabeza de barra fría. Las mitades de placa se sujetan de este modo superficialmente mediante la placa de embalaje unitaria, sin limitar su capacidad de desplazamiento.
La placa de embalaje unitaria está comprimida convenientemente sobre la cabeza de barra fría con tirantes fijados a la misma. Los tirantes se usan también, de forma conocida, para absorber las fuerzas de tracción que actúan entre la barra fría y la barra caliente.
Para la movilidad libre de las mitades de placa desplazables en la región de los tirantes, la invención prevé que las mitades de placa estén dotadas de orificios de paso configurados como orificios rasgados para los tirantes.
Con la finalidad de una absorción impecable de las fuerzas que actúan durante la embutición de la junta plana, la placa de embalaje unitaria está dotada conforme a la invención de un nervio de refuerzo que discurre en dirección longitudinal, con lo que se mejora su rigidez en especial en la región de alma.
A continuación se describe la invención con más detalle, con base en un ejemplo de ejecución, haciendo referencia al dibujo. Aquí muestran.
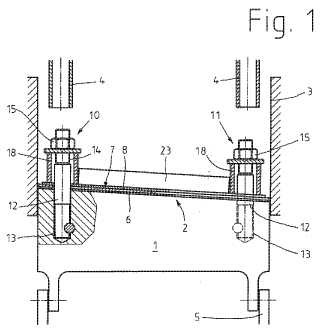
la figura 1 un embalaje de barra fría conforme a la invención, representado en una vista lateral y en la posición de inicio de colada,
la figura 2 el embalaje de barra fría según la figura 1 en una vista en planta,
la figura 3 la junta plana de la cabeza de barra fría según la figura 1 en una vista en planta,
la figura 4 la placa de embalaje con dos partes de la cabeza de barra fría según la figura 1, también en una vista en planta,
la figura 5 la placa de embalaje unitaria de la cabeza de barra fría según la figura 1, desde arriba,
la figura 6 la coquilla conforme a la figura 1, esquemáticamente en una vista en planta,
la figura 7, esquemáticamente, un corte a través de la coquilla a lo largo de la línea VII-VII en la figura 7, con una vista del embalaje de barra fría en diferentes posiciones, y
la figura 8, esquemáticamente, un corte parcial de la coquilla y de una parte de la cabeza de barra fría conforme a la figura 7.
La cabeza de barra fría 1 mostrada en las figuras 1 a 8 está equipada con un embalaje de barra fría 2 conforme a la invención. Se ha representado en la posición inicial antes del comienzo del proceso de colada, en la que cierra por abajo el interior de una coquilla 3 para la colada de un perfil en doble T con gran formato beam-blank, con una anchura aproximada de 800 mm, una anchura... [Seguir leyendo]
Reivindicaciones:
1. Sistema de obturación de cabeza de barra fría en una coquilla de una instalación de colada continua para colar perfiles preliminares de gran formato, con una junta plana (6) que obtura la rendija entre la cabeza de barra fría y la coquilla, así como una placa de embalaje (7) que inmoviliza la junta plana sobre la cabeza de barra fría, la cual está comprimida mediante tirantes (10, 11) fijados a la cabeza de barra fría, presenta la forma de sección transversal del perfil de coquilla y sobresale lateral y omnidireccionalmente por encima de la junta plana (6) , caracterizado porque la placa de embalaje (7) presenta dos mitades de placa (7a, 7b) situadas en un plano una con relación a la otra, las cuales están separadas entre sí con una separación (9) y pueden desplazarse, en función de la conicidad de la coquilla (3) formada desde arriba hacia debajo de forma ligeramente cónica, hacia el centro de coquilla con relación al plano formado por las placas de embalaje.
2. Sistema de obturación de cabeza de barra fría según la reivindicación 1, caracterizado porque la placa de embalaje (7) se compone de las dos mitades de placa (7a, 7b) situadas simétricamente en un plano una con relación a la otra, las cuales están separadas entre sí con una separación (9) cuya anchura mínima depende de la conicidad de la coquilla (3) .
3. Sistema de obturación de cabeza de barra fría según la reivindicación 1, caracterizado porque la junta plana
(6) sobresale lateral y omnidireccionalmente con relación a la placa de embalaje (7) que se encuentra por encima de la misma, y de este modo se acoda mediante la coquilla (3) uniformemente y se encuentra entre la placa de embalaje (7) y la coquilla (3) , y forma omnidireccionalmente una obturación segura.
4. Sistema de obturación de cabeza de barra fría según una de las reivindicaciones 2 y 3, caracterizado porque está prevista una placa de embalaje unitaria (8) que cubre la placa de embalaje (7) con dos partes, que está montada sobre la cabeza de barra fría (1) .
5. Sistema de obturación de cabeza de barra fría según la reivindicación 4, caracterizado porque la placa de embalaje unitaria (8) está montada contra la cabeza de barra fría (1) con tirantes (10, 11) fijados sobre la misma.
6. Sistema de obturación de cabeza de barra fría según la reivindicación 5, caracterizado porque las mitades de placa (7a, 7b) de la placa de embalaje (7) con dos partes están dotadas de orificios de paso (16, 17) , configurados como orificios rasgados para los tirantes (10, 11) .
7. Sistema de obturación de cabeza de barra fría según una de las reivindicaciones 4 a 6, caracterizado porque la placa de embalaje unitaria (8) está dotada de un nervio de refuerzo (23) que discurre en dirección longitudinal.
Patentes similares o relacionadas:
Barra inicial para una instalación de colada continua y método para su utilización., del 20 de Septiembre de 2017, de SMS SIEMAG AG: Barra inicial para una instalación de colada continua para fundir una barra metálica, la cual comprende una cabeza de la barra inicial , una parte […]
 Bloque iniciador de equipo fundición, del 26 de Octubre de 2016, de NORSK HYDRO ASA: Equipo para la fundición de enfriamiento directo (DC) semi-continua de lingotes de lámina o placas de diferentes dimensiones, que incluye un bastidor […]
Bloque iniciador de equipo fundición, del 26 de Octubre de 2016, de NORSK HYDRO ASA: Equipo para la fundición de enfriamiento directo (DC) semi-continua de lingotes de lámina o placas de diferentes dimensiones, que incluye un bastidor […]
Procedimiento y dispositivo para la colada continua de un desbaste de perfilado, del 20 de Mayo de 2015, de Arcelormittal Investigación y Desarrollo, S.L: Procedimiento de colada continua de un desbaste de un perfilado metálico cuya sección transversal consta al menos de una porción cuya concavidad está orientada […]
Procedimiento para asegurar una barra de inicio en una instalación de colada continua e instalación de colada continua con una barra de inicio, del 18 de Marzo de 2015, de Primetals Technologies Austria GmbH: Procedimiento para asegurar una barra de inicio en una guía de la barra de una instalación de colada continua que comprende una pluralidad de rodillos guía […]
 PROCEDIMIENTO PARA LA COLADA CONTINUA DE UNA BARRA METALICA, del 18 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la colada continua de una barra metálica , en el que la barra colada abandona hacia abajo una coquilla en posición […]
PROCEDIMIENTO PARA LA COLADA CONTINUA DE UNA BARRA METALICA, del 18 de Junio de 2010, de SMS SIEMAG AG: Procedimiento para la colada continua de una barra metálica , en el que la barra colada abandona hacia abajo una coquilla en posición […]
CUERDA DE ARRANQUE PARA UN DISPOSITIVO DE COLADA EN CUERDA PARA METAL ,EN ESPECIAL PARA UN DISPOSITIVO DE COLADA EN CUERDA PARA ACERO PERFI LADO., del 16 de Diciembre de 2005, de SMS DEMAG AG: Cuerda de arranque para un dispositivo de colada en cuerda para metal, en especial para un dispositivo de colada en cuerda para acero perfilado previamente con al menos un […]
PROCEDIMIENTO PARA SELLAR EL ENSAMBLAJE DE UNA LINGOTERA Y UN MACHO O NOYO DE UNA PLANTA DE MOLDEO CONTINUO Y EL CORRESPONDIENTE ELEMENTO DE SELLADO., del 1 de Mayo de 2004, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Un procedimiento para sellar un ensamblaje de lingotera y macho o noyo en una planta de moldeo continuo que comprende los siguientes pasos: a) proporcionar […]
 UN PROCEDIMIENTO Y UN APARATO PARA REDUCIR LAS PERDIDAS POR DESPUNTE DURANTE EL LAMINADO DE CHAPAS Y LINGOTES, del 16 de Enero de 2009, de ALCOA INC.: Un procedimiento para reducir las pérdidas de despuntes en el laminado de lingotes metálicos, caracterizado por las etapas de: (a) proporcionar un lingote […]
UN PROCEDIMIENTO Y UN APARATO PARA REDUCIR LAS PERDIDAS POR DESPUNTE DURANTE EL LAMINADO DE CHAPAS Y LINGOTES, del 16 de Enero de 2009, de ALCOA INC.: Un procedimiento para reducir las pérdidas de despuntes en el laminado de lingotes metálicos, caracterizado por las etapas de: (a) proporcionar un lingote […]