FULMINANTE PARA UN GENERADOR DE GAS PIROTECNICO Y PROCEDIMIENTO PARA SU PRODUCCION.
Procedimiento para producir un fulminante para un generador de gas pirotécnico,
en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición (1) sin carcasa y con lengüetas de conexión (3), en el que toda la cabeza de ignición (1) sin carcasa y las lengüetas de conexión (3), al menos las zonas de éstas unidas directamente con la cabeza de ignición (1), se introducen en un molde de inyección y se recubren por inyección
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05106020.
Solicitante: HIRTENBERGER AUTOMOTIVE SAFETY GMBH.
Nacionalidad solicitante: Austria.
Dirección: LEOBERSDORFERSTRASSE 31-33,2552 HIRTENBERG.
Inventor/es: LAUER, JURGEN, MARKER,LUDWIG.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Julio de 2005.
Fecha Concesión Europea: 10 de Marzo de 2010.
Clasificación Internacional de Patentes:
- C06B45/12 QUIMICA; METALURGIA. › C06 EXPLOSIVOS; CERILLAS. › C06B COMPOSICIONES EXPLOSIVAS O TERMICAS (voladura F42D ); SU FABRICACION; USO DE UNA SOLA SUSTANCIA COMO EXPLOSIVO. › C06B 45/00 Composiciones o productos que están definidos por la estructura o disposición del componente o del producto (cargas explosivas de forma particular F42B 1/00, F42B 3/00). › que contiene capas o zonas contiguas.
- C06C9/00 C06 […] › C06C DISPOSITIVOS DETONANTES O DE CEBADO; COMBUSTIBLES; ENCENDEDORES QUIMICOS; COMPOSICIONES PIROFORICAS. › Encendedores de contacto químico; Encendedores químicos.
- F42B3/198 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F42 MUNICIONES; VOLADURA. › F42B CARGAS EXPLOSIVAS, p. ej. PARA VOLADURA; FUEGOS ARTIFICIALES; MUNICIONES (composiciones explosivas C06B; espoletas para municiones F42C; voladura F42D). › F42B 3/00 Cartuchos de voladura, es decir, envolturas con explosivo (mechas, cordeles detonantes C06C 5/00; aspectos químicos de los detonadores, de las cápsulas de voladura o de los cebos C06C 7/00). › de cabezas para iniciadores eléctricos.
Clasificación PCT:
- F42B3/198 F42B 3/00 […] › de cabezas para iniciadores eléctricos.
Clasificación antigua:
- F42B3/195 F42B 3/00 […] › Fabricación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Fulminante para un generador de gas pirotécnico y procedimiento para su producción.
Campo técnico
La invención se refiere a un procedimiento para producir un fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición con lengüetas de conexión. También se refiere a un fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición con lengüetas de conexión.
Estado actual de la técnica
Los fulminantes de este tipo se instalan en generadores de gas que sirven para la activación de dispositivos de seguridad en vehículos en caso de un accidente. Estos fulminantes están sometidos en el vehículo a numerosas influencias ambientales adversas, como sacudidas, golpes, humedad, polvo y altas temperaturas.
Estos fulminantes están instalados normalmente en una carcasa de carga propulsora, teniendo lugar el cierre hermético de la carcasa mediante una junta tórica en la mayoría de los casos. Sin embargo, a pesar de la junta tórica, a veces puede entrar humedad en la carcasa. Si la humedad avanza hasta la cabeza de ignición, ésta se va deteriorando poco a poco hasta quedar inservible.
También se conocen los, así llamados, fulminantes GTMS (GTMS = glas to metal seal - obturación entre vidrio y metal). Estos fulminantes, que se utilizan para generadores de gas de altísima calidad, disponen de un paso de vidrio-metal para la salida de las clavijas de contacto del interior de la carcasa, que cierra herméticamente el fulminante o el generador de gas. De este modo se logra una protección segura contra la entrada de humedad, pero esta ventaja se obtiene a cambio de unos costes de producción elevados.
También se conoce el método consistente en recubrir por inyección el fulminante con la carcasa, véase el documento US 2003/01 54 876 A1. Los fulminantes de este tipo también son relativamente costosos en comparación con los fulminantes sin carcasa, aunque sean más sencillos que los fulminantes con paso de vidrio-metal.
Exposición de la invención
El objetivo de la invención consiste en evitar esta desventaja y producir un fulminante del tipo mencionado en la introducción, que se caracterice por un alto grado de seguridad contra la entrada de humedad y que se pueda producir de forma económica.
El procedimiento de producción según la invención se caracteriza porque toda la cabeza de ignición sin carcasa y las lengüetas de conexión, al menos las zonas de éstas unidas directamente con la cabeza de ignición, se introducen en un molde de inyección y se recubren por inyección.
La cabeza de ignición se introduce directamente, sin ninguna protección adicional, en el molde de inyección. Por consiguiente, no está montada por ejemplo en una carcasa metálica protectora. De este modo se puede producir un revestimiento de este tipo de forma muy sencilla y con poco gasto. Esto es aplicable sobre todo en caso de producción de grandes cantidades de piezas. No obstante se asegura que no pueda llegar nada de humedad a la cabeza de igni-ción.
Dado que el material de la cabeza de ignición se detona con mucha facilidad, en principio no estaba claro si podría soportar las cargas durante el moldeo por inyección. Sin embargo, sorprendentemente, sí puede soportarlas. Evidentemente se ha de tener en cuenta que la temperatura del material inyectado es inferior a la temperatura de ignición de la cabeza de ignición.
Resulta conveniente aplicar el material para recubrir la cabeza de ignición simultáneamente a través de dos canales de inyección dispuestos simétricamente con respecto a la cabeza de ignición. Mediante la inyección del material del revestimiento a través de dos canales de inyección se asegura que no se producirá ningún desplazamiento de la cabeza de ignición en el molde durante la introducción del material. De este modo se asegura un revestimiento uniforme de la cabeza de ignición.
También resulta ventajoso que después del recubrimiento por inyección de la cabeza de ignición se lleve a cabo otro recubrimiento por inyección, preferentemente con un material con un punto de fusión más alto, en el mismo molde de inyección. Dado que durante el segundo recubrimiento por inyección la cabeza de ignición ya está protegida, en este caso se puede trabajar con una temperatura relativamente alta y/o una presión relativamente alta.
Otro procedimiento de producción se caracteriza porque toda la cabeza de ignición sin carcasa y al menos las zonas de las lengüetas de conexión que están unidas directamente con la cabeza de ignición se sumergen en una materia plástica líquida endurecible, preferentemente látex, constituyendo la materia plástica un revestimiento elástico después de su endurecimiento.
Otro procedimiento de producción, con el que se puede lograr un revestimiento con un espesor muy uniforme, se caracteriza porque el revestimiento se aplica sobre la cabeza de ignición sin carcasa y al menos sobre las zonas de las lengüetas de conexión que están unidas directamente con la cabeza de ignición mediante el método de lecho fluidizado, en el que la cabeza de ignición se calienta y se sumerge en un lecho de polvo de materia plástica (lecho fluidizado), de modo que el polvo de materia plástica se funde sobre la cabeza de ignición y forma una película sobre su superficie. Al enfriarse se forma una capa de materia plástica sólida hermética.
La capa de materia plástica también se puede aplicar por diferencia de potencial análogamente al procedimiento del revestimiento de polvo clásico.
En todos los procedimientos resulta conveniente aumentar al menos parcialmente la rugosidad de las lengüetas de conexión antes de su recubrimiento. Esto tiene la ventaja de proporcionar una mayor adherencia del revestimiento sobre la cabeza de ignición y, en consecuencia, también una mayor seguridad contra la entrada de humedad. Esta rugosidad se puede producir por estampación, chorro de arena y otros procedimientos mecánicos, o también mediante la utilización de plasma.
Como alternativa o adicionalmente, las lengüetas de conexión y en caso dado la cabeza de ignición se pueden someter al menos parcialmente a un tratamiento previo con un agente adherente antes de su recubrimiento. De este modo se mejora también la adhesión del revestimiento sobre las lengüetas de conexión. Esta mayor adhesión del revestimiento sobre las lengüetas de conexión aumenta adicionalmente la seguridad contra la entrada de humedad.
En especial en la producción en masa, resulta conveniente aplicar el revestimiento simultáneamente sobre varias cabezas de ignición unidas entre sí. Esto permite producir los fulminantes según la invención de forma muy racional y rápida. Las cabezas de ignición pueden ser vinculadas con cintas, que unen las clavijas de conexión entre sí, o pueden estar dispuestas en un rodillo. No obstante, en principio también es posible revestir las cabezas de ignición individualmente.
Las cabezas de ignición de los fulminantes según la invención están muy bien protegidas contra influencias externas, en particular contra la humedad, y se pueden proveer en un paso de procesamiento adicional, por ejemplo un proceso de recubrimiento por inyección, de una envoltura más voluminosa de materia plástica, pudiendo incorporarse también material de refuerzo. El revestimiento de la cabeza de ignición protege ésta contra la carga de temperatura del recubrimiento por inyección y contra la presión de inyección.
Si el cartucho fulminante tiene una abrazadera de plástico, la inyección puede terminar delante de la abrazadera o puede envolverla total o parcialmente.
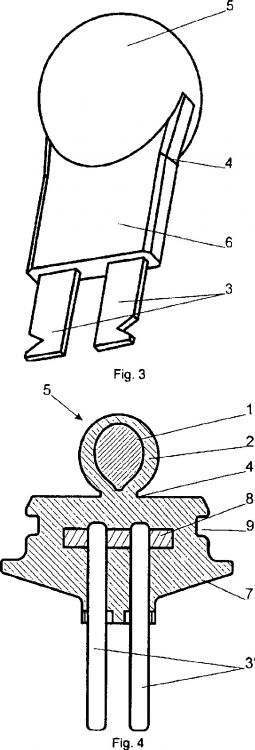
Un fulminante según la invención se caracteriza porque la cabeza de ignición y la zona de las lengüetas de conexión que están unidas directamente con la cabeza de ignición están recubiertas por inyección directamente con una capa de materia plástica. De este modo queda asegurada la protección contra la humedad.
De acuerdo con otra característica de la invención está previsto que el revestimiento presente un estrechamiento en la zona de las lengüetas de conexión. De este modo se previene una posible formación de grietas en la materia plástica en dirección hacia las lengüetas de conexión al encenderse la cabeza de ignición.
Como...
Reivindicaciones:
1. Procedimiento para producir un fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición (1) sin carcasa y con lengüetas de conexión (3), en el que toda la cabeza de ignición (1) sin carcasa y las lengüetas de conexión (3), al menos las zonas de éstas unidas directamente con la cabeza de ignición (1), se introducen en un molde de inyección y se recubren por inyección.
2. Procedimiento según la reivindicación 1, caracterizado porque el material para recubrir por inyección la cabeza de ignición (1) se aplica simultáneamente a través de dos canales de inyección dispuestos simétricamente con respecto a la cabeza de ignición (1).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque después de recubrir por inyección la cabeza de ignición se lleva a cabo otro recubrimiento por inyección, preferentemente con un material con un punto de fusión más alto, en el mismo molde de inyección.
4. Procedimiento para producir un fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición (1) sin carcasa y con lengüetas de conexión (3), en el que toda la cabeza de ignición (1) sin carcasa y las lengüetas de conexión (3), al menos las zonas de éstas unidas directamente con la cabeza de ignición (1), se sumergen en una materia plástica líquida endurecible, preferentemente látex, constituyendo la materia plástica un revestimiento elástico después de su endurecimiento.
5. Procedimiento para producir un fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición (1) sin carcasa y con lengüetas de conexión (3), en el que, sobre la cabeza de ignición (1) sin carcasa y al menos sobre las zonas de las lengüetas de conexión (3) que están unidas directamente con la cabeza de ignición, se aplica un revestimiento (2) mediante el método de lecho fluidizado, en el que la cabeza de ignición (1) se calienta y se sumerge en un lecho de polvo de materia plástica, de modo que el polvo de materia plástica se funde sobre la cabeza de ignición y forma una película sobre su superficie.
6. Procedimiento para producir un fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición (1) sin carcasa y con lengüetas de conexión (3), en el que, sobre la cabeza de ignición (1) sin carcasa y al menos sobre las zonas de las lengüetas de conexión (3) que están unidas directamente con la cabeza de ignición, se aplica un revestimiento (2) mediante el método de revestimiento de revestimiento de polvo, en el que el revestimiento se aplica mediante diferencia de potencial.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque la rugosidad de las lengüetas de conexión (3) se aumenta al menos parcialmente antes de su recubrimiento.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque las lengüetas de conexión (3) y en caso dado la cabeza de ignición (1) se someten al menos parcialmente a un tratamiento previo con un agente adherente antes de su recubrimiento.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque el revestimiento (2) se aplica simultáneamente sobre varias cabezas de ignición (1) unidas entre sí.
10. Fulminante para un generador de gas pirotécnico, en particular para airbags o tensores de cinturón de seguridad, que presenta una cabeza de ignición (1) con lengüetas de conexión (3), en el que la cabeza de ignición (1) y al menos la zona de las lengüetas de conexión (3) que están unidas directamente con la cabeza de ignición (1) están recubiertas por inyección directamente con una capa de materia plástica.
11. Fulminante según la reivindicación 10, caracterizado porque el revestimiento (2) presenta un estrechamiento en la zona de las lengüetas de conexión (3).
12. Fulminante según la reivindicación 10 u 11, caracterizado porque el revestimiento está hecho de un material termoplástico, preferentemente una poliolefina.
13. Fulminante según la reivindicación 10 u 11, caracterizado porque el revestimiento está hecho de una materia plástica elástica, como por ejemplo goma o silicona.
14. Fulminante según la reivindicación 10 u 11, caracterizado porque el revestimiento consiste en un material termoestable.
Patentes similares o relacionadas:
Método de fabricación de granos propulsores multicapa., del 15 de Abril de 2020, de General Dynamics Ordnance and Tactical Systems - Canada Valleyfield Inc: Un método de fabricación de un grano propulsor multicapa que comprende las siguientes etapas: proporcionar una primera formulación […]
Componente generador de gas pirotécnico, del 3 de Enero de 2018, de NEXTER MUNITIONS: Componente generador de gas pirotécnico que comprende al menos una composición generadora de gas , componente que comprende un nivel de entrada formado […]
 Carga de ignición para iniciador, procedimiento para la producción de la misma y procedimiento para la producción del iniciador que utiliza la carga de ignición, del 12 de Febrero de 2014, de SHOWA KINZOKU KOGYO CO., LTD.: Lechada de carga de ignición para un iniciador provisto de un mecanismo de ignición para encender una cargade ignición mediante el calor generado por un elemento […]
Carga de ignición para iniciador, procedimiento para la producción de la misma y procedimiento para la producción del iniciador que utiliza la carga de ignición, del 12 de Febrero de 2014, de SHOWA KINZOKU KOGYO CO., LTD.: Lechada de carga de ignición para un iniciador provisto de un mecanismo de ignición para encender una cargade ignición mediante el calor generado por un elemento […]
MEZCLAS FULMINANTES., del 1 de Abril de 2006, de DYNAMIT NOBEL GMBH EXPLOSIVSTOFF- UND SYSTEMTECHNIK: EL OBJETO DE LA INVENCION ES UNA MEZCLA PARA INFLAMAR QUE CONTIENE SUSTANCIAS EXPLOSIVAS, PRODUCTOS DE OXIDACION Y REDUCCION, Y SE CARACTERIZA POR […]
MATERIAL PIROTECNICO, del 1 de Noviembre de 1997, de IMPERIAL CHEMICAL INDUSTRIES PLC ICI CANADA INC: UN MATERIAL LAMINADO PIROTECNICO QUE COMPRENDE UNA CAPA DE SUSTRATO DE UN MATERIAL OXIDANTE QUE TIENE UNA CAPA DE MATERIAL OXIDABLE SOBRE AL MENOS UNA […]
GENERADOR DE GAS., del 1 de Agosto de 1996, de IMPERIAL CHEMICAL INDUSTRIES PLC ICI CANADA INC: SE DESCRIBE UN GENERADOR DE GAS DE RESTRICCION DE SEGURIDAD DE OCUPANTES DE VEHICULOS EN EL QUE EL SISTEMA DE ARRANQUE DEL PROPELENTE SE COMPONE DE UNA CAPA […]
GENERADOR DE GAS DE AIRBAG CON UN MEDIO DE AUTOENCENDIDO, del 1 de Abril de 1996, de TEMIC BAYERN-CHEMIE AIRBAG GMBH: UN MEDIO DE AUTOENCENDIDO PARA UN GENERADOR DE GAS DE AIRBAG CON RESISTENCIA SOBRESALIENTE A LA TEMPERATURA ESTA COMPUESTO A PARTIR DE NITROCELULOSA, […]
 MEZCLA FUMIGENA, COMPOSICION DE ENCENDIDO Y DISPOSITIVO PARA SU ALMACENAJE, del 7 de Mayo de 2009, de FALKEN, S.A.: Mezcla fumígena, composición de encendido y dispositivo para su almacenaje.#La presente invención se refiere a nuevas mezclas fumígenas para su empleo en dispositivos […]
MEZCLA FUMIGENA, COMPOSICION DE ENCENDIDO Y DISPOSITIVO PARA SU ALMACENAJE, del 7 de Mayo de 2009, de FALKEN, S.A.: Mezcla fumígena, composición de encendido y dispositivo para su almacenaje.#La presente invención se refiere a nuevas mezclas fumígenas para su empleo en dispositivos […]