PROCEDIMIENTO DE FABRICACIÓN DE UNA PIEZA PINTADA DE MATERIAL PLÁSTICO, PARA LA INDUSTRIA AUTOMOVILÍSTICA, COMPRENDIENDO UNA ABERTURA CON BORDE REDONDEADO Y USO DEL PROCEDIMIENTO.
Procedimiento de fabricación de una pieza (3) pintada de material plástico para la industria automovilística,
que incluye un orificio (4) que tiene una abertura (5) con borde redondeado, consistente en moldear la pieza, y después someterla a las operaciones de punzonado, redondeado de bordes, pintura, según un orden predeterminado, caracterizado porque el orden predeterminado es el siguiente: a) pintura, b) punzonado sin redondeado de bordes con ayuda de un punzón (1) para obtener el orificio (4), c) redondeado de bordes de la abertura (5) del orificio (4), después de extracción del punzón (1) del orificio (4)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05292218.
Solicitante: COMPAGNIE PLASTIC OMNIUM.
Nacionalidad solicitante: Francia.
Dirección: 19, AVENUE JULES CARTERET 69007 LYON FRANCIA.
Inventor/es: VIRELIZIER, FRANCOIS, VERWAERDE, MARC, BRIZIN,JEROME, BOCACCIO,BERNARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 21 de Octubre de 2005.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B29C67/00K
Clasificación PCT:
- B26D7/27 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Medios para ejecutar otras operaciones en combinación con el corte (B26D 9/00 tiene prioridad).
- B26F1/38 B26 […] › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Recorte; Corte con sacabocados.
- B29C67/00 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un procedimiento de fabricación de una pieza pintada de material plástico para la industria automovilística, que incluye un orificio que tiene una abertura con borde redondeado, y al uso del procedimiento.
En la actualidad, cuando una pieza de material plástico pintada debe incluir un orificio sometido a redondeado de bordes, es decir, que tiene una abertura sin aristas, sino redondeada según un radio de curvatura predeterminado, se realiza el orificio por punzonado y, simultáneamente, se somete el orificio a redondeado de bordes con ayuda de una forma integrada en el punzón. La simultaneidad de estas dos operaciones se considera una ganancia de tiempo que reduce el número de manipulaciones de la pieza, en lo que concierne a las únicas operaciones de punzonado y de redondeado de bordes, véase por ejemplo el documento EP-A-1468794.
A pesar de la ganancia de tiempo aparente mencionada anteriormente, los autores de la base de la invención se han dado cuenta de que, de manera más global, el hecho de someter el orificio a redondeado de bordes al mismo tiempo que se somete a punzonado no presenta sólo ventajas.
En primer lugar, la operación de redondeado de bordes, que es delicada ya que conlleva una fluencia del material, no se produce en condiciones óptimas, debido a la presencia del punzón en el orificio mientras la herramienta de redondeado de bordes deforma la abertura del orificio. Esto perjudica la calidad del redondeado de bordes, de manera que se renuncia a someter a punzonado-redondeado de bordes a piezas ya pintadas, al degradarse demasiado la pintura por el redondeado de bordes.
De ello se deduce que los orificios siempre se
realizan antes de la pintura, lo que obliga al mantenimiento de un almacén intermedio de piezas no pintadas para responder a los pedidos de vehículos en función de las opciones demandadas, que a menudo determinan si en la pieza se requiere la presencia de un orificio sometido a redondeado de bordes. En particular, así sucede con los sensores de ultrasonidos para ayuda al aparcamiento.
Además, el hecho de pintar la pieza después de la realización del orificio obliga a encolar este último debido a la pintura, para evitar el depósito, en la cara interior de la pieza, de una niebla de pintura que pasaría por el orificio y estorbaría en la fijación, por ejemplo por encolado o soldadura, de un elemento que deba ocupar el orificio. Según se ha indicado ya, un ejemplo de un elemento semejante es un sensor de ultrasonidos para ayuda para el aparcamiento, que es un equipamiento opcional de ciertas envolturas de parachoques.
Además, se constata que el punzonado-redondeado de bordes deja a veces hilos de material próximos al orificio, hilos que habría que eliminar imperativamente antes pintar so pena de que queden fijos bajo la capa de pintura.
Finalmente, se constata igualmente que la pintura de una pieza que incluye un orificio provoca un “efecto de borde” alrededor del orificio. Este efecto de borde, que es bien conocido, se manifiesta por una acumulación de pintura en la periferia del orificio, visible en luz rasante, lo que perjudica la estética de la pieza.
Existen así contraindicaciones en el punzonadoredondeado de bordes de las piezas que deben ser pintadas, al contrario de la idea extendida según la cual la realización simultánea de estas dos operaciones sería una ganancia de tiempo.
La invención tiene por objeto remediar estos inconvenientes suministrando un procedimiento de fabricación de una pieza pintada de material plástico para la industria automovilística, que incluye un orificio que
tiene una abertura con borde redondeado, consistente en moldear la pieza, y después someterla a las operaciones de punzonado, redondeado de bordes, pintura, según un orden predeterminado, caracterizado porque el orden predeterminado es el siguiente:
a) pintura,
b) punzonado sin redondeado de bordes con ayuda de un punzón para obtener el orificio,
c) redondeado de bordes de la abertura del orificio, después de extracción del punzón del orificio.
En efecto, los autores de la invención han observado que el hecho de redondear bordes sin punzón permite que el material fluya mejor, hasta el punto de que incluso la pintura puede resistir el redondeado de bordes sin agrietarse ni marcarse. Se hace así posible, gracias a la invención, someter a punzonado y redondeado de bordes a las piezas pintadas.
Se evitan así todos los problemas referidos anteriormente relacionados con el hecho de que la pintura debería realizarse después de punzonado.
Un procedimiento según la invención puede incluir una
o varias de las características siguientes: -se somete a redondeado de bordes la abertura del orificio según un radio de al menos 0,9 mm;
- se aplica el punzonado a una temperatura dada, apropiada para esta operación, y después se aplica el redondeado de bordes a otra temperatura dada, apropiada para el redondeado de bordes;
- se aplica el punzonado a una velocidad dada, apropiada para esta operación, y después se aplica el redondeado de bordes a otra velocidad dada, apropiada para el redondeado de bordes;
- se realiza, con ayuda del punzonado y del redondeado de bordes, un orificio adaptado para alojar un sensor de ultrasonidos para la ayuda en el aparcamiento.
La invención se refiere igualmente a un uso del procedimiento para la fabricación de una envoltura de
parachoques.
La invención se comprenderá mejor con la lectura de la descripción que se ofrece a continuación, dada únicamente a modo de ejemplo y hecha refiriéndose a los dibujos adjuntos en los que: la fig. 1 representa, en sección transversal, una pieza de
material plástico justo antes de su punzonado, entre un punzón llevado por un gato de tornillo y una matriz;
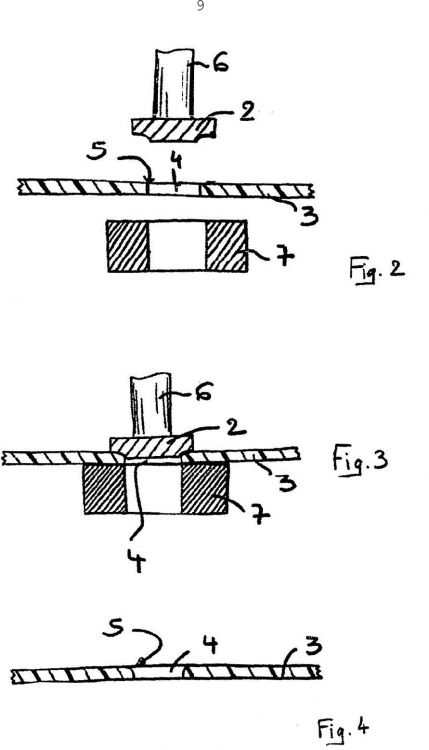
la fig. 2 representa, en sección transversal, la pieza de la fig. 1 después de su punzonado y justo antes del redondeado de bordes del orificio, entre una herramienta de redondeado y la matriz;
la fig. 3 es análoga a la fig. 2 y muestra la operación de redondeado de bordes en curso; la fig. 4 es una vista en sección transversal de la pieza después del redondeado de bordes del orificio.
En las fig. 1 a 4 se ha representado una pieza 3 de material plástico para la industria automovilística durante etapas sucesivas de un procedimiento de fabricación de esta pieza 3.
Durante una etapa preliminar, la pieza 3 es moldeada, por ejemplo en una envoltura de parachoques.
Esta pieza 3 se somete a continuación a operaciones destinadas a realizar un orificio 4 que tiene una abertura 5 con borde redondeado en esta pieza 3. Por ejemplo, este orificio 4 está destinado a alojar un sensor de ultrasonidos para ayuda para el aparcamiento.
La primera operación es una operación de pintura de la pieza 3 con ayuda de medios clásicos. La segunda operación es una operación de punzonado sin redondeado de bordes de la pieza 3 para obtener el orificio
4.
Esta operación de punzonado se efectúa con ayuda de un punzón 1 montado en un gato de tornillo 6. Este punzón 1 está provisto de una cabeza de punzón 11, que incluye un cuerpo 12 que comprende un extremo cortante 13. Este
extremo cortante 13 incluye un rebaje 14 destinado a hacer posible un desprendimiento del material durante el punzonado.
Una vez realizado el orificio 4 en la pieza pintada 3, el punzón 1 se retira del orificio 4. En este estado del procedimiento, la abertura 5 es una arista viva, como puede verse en la fig. 2.
Se pasa entonces a una tercera operación, que es una operación de redondeado de bordes de la abertura 5 del orificio 4 del que se ha extraído así el punzón 1, según se representa en la fig. 3.
Esta operación se realiza con ayuda de una herramienta de redondeado 2, montada en el gato de tornillo 6 en lugar del punzón 1, y de una matriz de redondeado de bordes 7 de tipo conocido.
Se observará que la velocidad óptima de rotación del punzón 1 y la temperatura óptima apropiadas para el redondeado de bordes son generalmente diferentes de la velocidad óptima de rotación del punzón 1 y la temperatura óptima apropiadas para el punzonado.
Gracias...
Reivindicaciones:
1. Procedimiento de fabricación de una pieza (3) pintada de material plástico para la industria automovilística, que incluye un orificio (4) que tiene una abertura (5) con borde redondeado, consistente en moldear la pieza, y después someterla a las operaciones de punzonado, redondeado de bordes, pintura, según un orden predeterminado, caracterizado porque el orden predeterminado es el siguiente: a) pintura, b) punzonado sin redondeado de bordes con ayuda de un punzón (1) para obtener el orificio (4), c) redondeado de bordes de la abertura (5) del orificio (4), después de extracción del punzón (1) del orificio (4).
2. Procedimiento según la reivindicación 1, en el que se somete a redondeado de bordes la abertura (5) del orificio
(4) según un radio de al menos 0,9 mm.
3. Procedimiento según una cualquiera de las reivindicaciones 1 a 2, en el que se aplica el punzonado a una temperatura dada, apropiada para esta operación, y después se aplica el redondeado de bordes a otra temperatura dada, apropiada para el redondeado de bordes.
4. Procedimiento según una cualquiera de las reivindicaciones 1 a 3, en el que se realiza, con ayuda del punzonado y del redondeado de bordes, un orificio (4) adaptado para alojar un sensor de ultrasonidos para ayuda al aparcamiento.
5. Uso del procedimiento según una cualquiera de las reivindicaciones 1 a 4 para la fabricación de una envoltura de parachoques.
Patentes similares o relacionadas:
 PLACA DOTADA DE AL MENOS UN BORDE INCURVADO Y PROCEDIMIENTO DE FABRICACIÓN DE UNA PLACA DE ESTE TIPO, del 27 de Abril de 2011, de ITW GUNTHER: Procedimiento de fabricación de placas dotadas de al menos un borde incurvado, a partir de un producto extrudido que se extrude en caliente […]
PLACA DOTADA DE AL MENOS UN BORDE INCURVADO Y PROCEDIMIENTO DE FABRICACIÓN DE UNA PLACA DE ESTE TIPO, del 27 de Abril de 2011, de ITW GUNTHER: Procedimiento de fabricación de placas dotadas de al menos un borde incurvado, a partir de un producto extrudido que se extrude en caliente […]
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]