DISPOSITIVO PARA EL TRANSPORTE PROGRESIVO DE PIEZAS DE TRABAJO A TRAVES DEL AREA DE PROCESAMIENTO DE UNA MAQUINA DE CONFORMACION.
Dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación (1),
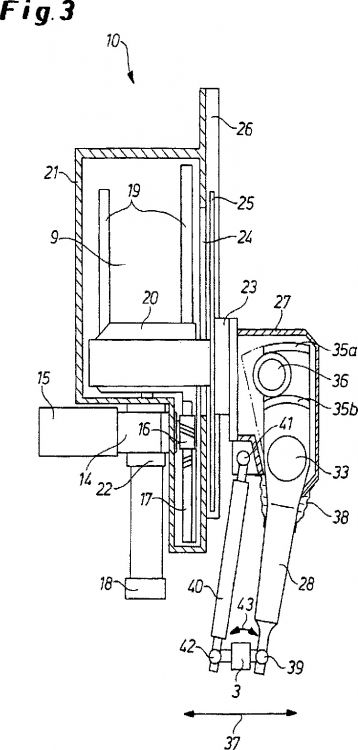
especialmente una prensa de forja, que comprende, al menos, una viga galopante (2; 3, 4), conformada opcionalmente como riel de mordaza con medios de agarre que en sus dos extremos se encuentra unido a unidades de accionamiento (6 a 9) que desplazan la viga galopante (2) o el riel de mordaza (3, 4) horizontal, vertical y transversalmente en el área de prensa, con lo que las unidades de accionamiento (6 a 9) de un sistema de elevación (10 a 13) se encuentran conformados con una carcasa oscilante (27) que gira sobre un eje (23) y un balancín (28) alojado en la carcasa oscilante (27) de manera que se encuentra girado en 90º respecto del eje (23) y articulado a la viga galopante (2; 3,4), con lo que la carcasa oscilante (27) y el balancín (28) se encuentran accionados de modo pendular,
caracterizado porque
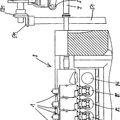
la carcasa oscilante (27) engrana de modo pendular con un primer segmento de rueda dentada interna (30a) o segmento de rueda dentada externa (30b) para el movimiento horizontal de la viga galopante (2; 3, 4) en la dirección de transporte (32) y el balancín (28) engrana de modo pendular con un segundo segmento de rueda dentada interna (35a) o segmento de rueda dentada externa (35b) para el movimiento de la viga galopante (2; 3, 4) transversalmente a la dirección de transporte (32)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08017696.
Solicitante: SMS MEER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: OHLERKIRCHWEG 66,41069 MONCHENGLADBACH.
Inventor/es: GRAFFY,GUNTER,DIPL.-ING.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Octubre de 2008.
Fecha Concesión Europea: 5 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21K27/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 27/00 Dispositivos de manutención, p. ej. de alimentación, de alineamiento, de descarga; Medios de corte; Dispositivos para estos medios. › que permitan una sucesión de las fases de trabajo.
Clasificación PCT:
- B21K27/04 B21K 27/00 […] › que permitan una sucesión de las fases de trabajo.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación.
La presente invención hace referencia a un dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación, conforme al concepto genérico de la reivindicación 1 (véase, por ejemplo DE-A-3 706 160).
Durante la producción de piezas de trabajo éstas son fabricadas en múltiples etapas de procesamiento como la conformación, perforación o corte, en prensas individuales o trenes de prensas. En este caso, por cuestiones económicas, el grado de mecanización, es decir, el encadenamiento de cada una de las prensas entre sí puede ser muy diverso. En el caso de una prensa de transferencia o de una prensa múltiple, se trata de una prensa individual con una cantidad determinada de estaciones de herramientas conectadas secuencialmente, es decir, diferentes pasos de trabajo se encuentran reunidos en una única prensa. Las piezas de trabajo son procesadas en etapas sucesivas, con lo que durante una carrera de prensa en cada una de las etapas tienen lugar simultáneamente diferentes pasos de trabajo. El transporte de las piezas de trabajo de una etapa a otra tiene lugar a través de un sistema de agarre bidimensional o tridimensional, que generalmente se encuentra acoplado mecánicamente con el accionamiento del empujador. Para ello, dos rieles de mordaza dispuestos en paralelo son conducidos a ambos lados a lo largo de toda la extensión de la prensa múltiple para desplazar las piezas de trabajo dentro de la prensa.
En el sistema clásico de transferencia, el transporte de las piezas de trabajo dentro de la máquina de conformación o prensa se lleva a cabo a través de las siguientes funciones:
- Agarre de las piezas de trabajo a través de un movimiento transversal del riel de mordaza;
- Elevación de la pieza de trabajo a través de un movimiento vertical del riel de mordaza;
- Transporte de la pieza de trabajo a través de un movimiento horizontal del riel de mordaza;
- Descenso de las piezas de trabajo;
- Apertura de las mordazas;
- Retorno a la posición inicial.
Generalmente, después de la ejecución de este movimiento tridimensional el riel de mordaza debe ser conducido nuevamente a la posición inicial. Para el agarre de las piezas de trabajo las vigas galopantes presentan sistemas de agarre de piezas de trabajo especiales conformadas como rieles de mordaza.
De la patente EP 0 210 745 A2 se conoce la estructura principal del esquema de movimiento para un sistema de tres ejes de este tipo. Ambos rieles de mordaza, que transcurren en paralelo a través de la prensa, son controlados tridimensionalmente por un accionamiento de levas. En este caso, el accionamiento del accionamiento de levas se encuentra acoplado mecánicamente con el accionamiento central de la prensa. Este sistema, que presenta discos de levas, es relativamente rígido. Una modificación rápida de la carrera de un movimiento es prácticamente irrealizable.
De la DE 33 29 900 C2 se ha conocido un sistema de transferencia para una prensa múltiple en el que el transporte tridimensional de los rieles de mordaza se realiza a través de sistemas de accionamiento propio en cada caso. Para ello, al mecanismo de avance, al mecanismo de elevación, así como al mecanismo de sujeción o de cierre se encuentra asignado respectivamente un accionamiento eléctrico propio que a través de una disposición de engranajes ejecuta el respectivo proceso de movimiento de manera sincrónica para ambos rieles de mordaza. No se encuentra previsto un acoplamiento mecánico y, con ello, un control forzado recíproco como en el documento antes mencionado.
Además, de la DE 38 42 182 C1 se conoce un accionamiento de riel de mordaza para prensas múltiples en el que los rieles de mordaza se encuentran conectados con un carro a través de barras de empuje alojadas en articulaciones esféricas. Durante el movimiento de cierre y apertura y de elevación y descenso las barras de empuje realizan un movimiento de péndulo. Para que este movimiento de péndulo permanezca simétrico al ajustar el ancho del riel de mordaza, los carros son ajustados en un travesaño de arrastre y en una distancia igual a través de accionamientos eléctricos. Tales sistemas en los que los movimientos son generados con barras de empuje y husillos roscados eléctricos, generalmente permiten sólo pequeñas carreras de movimiento y no se encuentran diseñados para altas potencias.
Otros sistemas conocidos en el estado actual del arte que generan movimientos con balancines y accionamientos servohidráulicos son muy costosos, especialmente si todos los ejes deber ser desplazables por separado, y poseen un mal rendimiento. Además, los medios hidráulicos inflamables representan un mayor riesgo de incendio en una máquina de conformación.
Además se conocen dispositivos de accionamiento para un transporte de múltiples ejes de piezas de trabajo que presentan guías lineales en todos los ejes de movimiento. En este caso, para la hermeticidad de las guías se requieren sistemas de hermeticidad complicados y pesados, ya que, de lo contrario, las guías se encuentran sometidas a un gran desgaste y, en consecuencia, deben ser reemplazadas con frecuencia. Aquí, en relación, también son grandes las masas muertas que deben ser transportadas, ya que de forma conjunta también deben ser desplazados los accionamientos para los siguientes ejes de movimiento.
Es objeto de la presente invención, crear un dispositivo del tipo en el que se puedan implementar accionamientos individuales para las diferentes etapas de movimiento, con lo que, por un lado, las velocidades de marcha son altas y, con ello, los tiempos de transferencia son cortos y, por el otro, todo el sistema es resistente a fluctuaciones y sólido para garantizar un transporte seguro de las piezas de trabajo.
Conforme a la invención, el objeto es resuelto porque la carcasa oscilante engrana de modo pendular con un primer segmento de rueda dentada interna o segmento de rueda dentada externa para el movimiento horizontal de la viga galopante en la dirección de transporte y el balancín engrana de modo pendular con un segundo segmento de rueda dentada interna o segmento de rueda dentada externa para el movimiento de la viga galopante transversalmente a la dirección de transporte. Gracias al dispositivo de accionamiento conforme a la invención se logra un accionamiento de péndulo doble con etapas de movimiento divergentes para el transporte horizontal y el movimiento transversal para el agarre o el depósito de las piezas de trabajo dentro de la máquina de conformación. Debido a que los rieles de mordaza o vigas galopantes se encuentran conformadas en sus dos extremos respectivos de manera articulada con un accionamiento de péndulo doble, los movimientos de transporte y transversal pueden ser diseñados de forma ampliamente independiente en sus etapas de movimiento, por un lado y por el otro se puede lograr una influencia directa de las etapas de movimiento entre sí, es decir, que para la reducción del ciclo en relación con los tiempos de transferencia también se pueden realizar superposiciones de movimiento.
Un diseño preferente de la presente invención prevé, que el sistema de elevación se encuentre alojado en una carcasa cerrada del sistema de elevación y presente un carro de elevación con guía lineal, una prolongación de la guía lineal conformada como una cremallera, así como un piñón de un primer servomotor que se encuentra abridado a la carcasa junto con su engranaje y un vástago del pistón que engrana en el carro de elevación.
El movimiento de carrera vertical de la viga galopante conformada con los rieles de mordaza es generado linealmente por el servomotor/la unidad de engranaje y el piñón que engrana con la cremallera. Las masas de elevación son elevadas y compensadas por el cilindro que preferentemente se encuentra conformado como cilindro neumático con volumen de acumulación.
Todo el mecanismo de movimiento del sistema de elevación se encuentra dentro de la carcasa cerrada, de manera que se pueden evitar suciedades y daños de los componentes.
La combinación de, en cada caso, accionamientos separados y regulables y programables de forma separada para el movimiento horizontal en la dirección de paso de la prensa, para el movimiento transversal a la dirección de paso de la prensa y el movimiento de elevación vertical posibilita una reducción específica de los trayectos de marcha y, con ello, un aumento de las velocidades...
Reivindicaciones:
1. Dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación (1), especialmente una prensa de forja, que comprende, al menos, una viga galopante (2; 3, 4), conformada opcionalmente como riel de mordaza con medios de agarre que en sus dos extremos se encuentra unido a unidades de accionamiento (6 a 9) que desplazan la viga galopante (2) o el riel de mordaza (3, 4) horizontal, vertical y transversalmente en el área de prensa, con lo que las unidades de accionamiento (6 a 9) de un sistema de elevación (10 a 13) se encuentran conformados con una carcasa oscilante (27) que gira sobre un eje (23) y un balancín (28) alojado en la carcasa oscilante (27) de manera que se encuentra girado en 90º respecto del eje (23) y articulado a la viga galopante (2; 3,4), con lo que la carcasa oscilante (27) y el balancín (28) se encuentran accionados de modo pendular,
caracterizado porque
la carcasa oscilante (27) engrana de modo pendular con un primer segmento de rueda dentada interna (30a) o segmento de rueda dentada externa (30b) para el movimiento horizontal de la viga galopante (2; 3, 4) en la dirección de transporte (32) y el balancín (28) engrana de modo pendular con un segundo segmento de rueda dentada interna (35a) o segmento de rueda dentada externa (35b) para el movimiento de la viga galopante (2; 3, 4) transversalmente a la dirección de transporte (32).
2. Dispositivo conforme a la reivindicación 1,
caracterizado porque
el sistema de elevación (10 a 13) se encuentra alojado en una carcasa cerrada del sistema de elevación (21) y presenta un carro de elevación (20) con guía lineal (19), una prolongación de la guía lineal (19) conformada como una cremallera (17), así como un piñón (16) de un primer servomotor (15) que se encuentra abridado a la carcasa (21) junto con su engranaje (14) y un vástago del pistón (18) que engrana en el carro de elevación (20).
3. Dispositivo conforme a la reivindicación 2,
caracterizado porque
el cilindro es un cilindro neumático (18) con un volumen de acumulación.
4. Dispositivo conforme a una de las reivindicaciones 2 a 3,
caracterizado porque
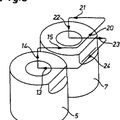
el eje (23) de la carcasa oscilante rotativa (27) sobresale de una abertura elíptica (24) de la carcasa del sistema de elevación (21) y la abertura elíptica (24) se encuentra sellada a través de una placa (25) fijada en el carro de elevación (20).
5. Dispositivo conforme a una de las reivindicaciones 1 a 4,
caracterizado porque
la carcasa oscilante (27) es accionada a través de un segundo servomotor (29).
6. Dispositivo conforme a la reivindicación 5,
caracterizado porque
el segundo servomotor (29) transmite la potencia de accionamiento a través de un piñón (31) que engrana con el primer segmento de rueda dentada interno (30a) o segmento de rueda dentada externo (30b).
7. Dispositivo conforme a una de las reivindicaciones 1 a 6,
caracterizado porque
el balancín (28) es accionado a través de un tercer servomotor (34).
8. Dispositivo conforme a la reivindicación 7,
caracterizado porque
el tercer servomotor (34) transmite la potencia de accionamiento a través de un piñón (36) que engrana con el segundo segmento de rueda dentada interno (35 a) o segmento de rueda dentada externo (35b).
9. Dispositivo conforme a una de las reivindicaciones 1 a 8,
caracterizado porque
las vigas galopantes (2; 3, 4) se encuentran unidas, por un lado, con el extremo libre del balancín (28) a través de un cojinete pivotante (39) y, por el otro, se encuentran fijadas a la carcasa oscilante (27) y a las vigas galopantes (2; 3, 4) a través de bielas en paralelogramo (40) con cojinetes pivotantes (41, 42).
10. Dispositivo conforme a una de las reivindicaciones 1 a 9,
caracterizado porque
los servocontroladores (15, 29, 34) se encuentran conformados con frenos de resorte de cierre automático.
11. Dispositivo conforme a una de las reivindicaciones 2 a 4,
caracterizado porque
el sistema de elevación (10 a 13) se encuentra asegurado en el eje vertical del carro de elevación (20) mediante un freno de resorte (22) del cilindro (18).
Patentes similares o relacionadas:
Procedimiento de transporte para la transferencia de piezas de trabajo, del 10 de Junio de 2020, de HATEBUR UMFORMMASCHINEN AG: Procedimiento de transporte para la transferencia de piezas de trabajo entre varias etapas sucesivas de una instalación […]
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 13 de Febrero de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de atemperado […]
PRENSA DE FORJADO PARA HACER UN EMPALME DE TUBO FLEXIBLE, UN EMPALME DE TUBO FLEXIBLE Y MÉTODO DE FORMACIÓN DE UN EMPALME DE TUBO FLEXIBLE, del 12 de Julio de 2011, de NATIONAL MACHINERY LLC: Prensa de forjado para realizar una pieza compleja tal como un empalme de tubo flexible de freno de tipo banyo , teniendo la prensa una placa de la matriz […]
 PROCEDIMIENTO Y DISPOSITIVO PARA SOPLAR Y/O PULVERIZAR ESTAMPAS DE PRENSA DE FORJA, del 19 de Febrero de 2010, de SMS MEER GMBH: Procedimiento para soplar y/o pulverizar estampas de prensas de forja con estampa dispuestas arriba y/o abajo, con un transporte automático de las piezas de […]
PROCEDIMIENTO Y DISPOSITIVO PARA SOPLAR Y/O PULVERIZAR ESTAMPAS DE PRENSA DE FORJA, del 19 de Febrero de 2010, de SMS MEER GMBH: Procedimiento para soplar y/o pulverizar estampas de prensas de forja con estampa dispuestas arriba y/o abajo, con un transporte automático de las piezas de […]
 DISPOSITIVO DE TRANSPORTE DE PIEZAS, del 5 de Enero de 2010, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte de piezas para una máquina para conformación de metales, con por lo menos una pinza de sujeción , que presenta dos brazos de sujeción […]
DISPOSITIVO DE TRANSPORTE DE PIEZAS, del 5 de Enero de 2010, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte de piezas para una máquina para conformación de metales, con por lo menos una pinza de sujeción , que presenta dos brazos de sujeción […]