DISPOSITIVO DE TRANSPORTE DE PIEZAS.
Dispositivo de transporte de piezas para una máquina para conformación de metales,
con por lo menos una pinza de sujeción (1), que presenta dos brazos de sujeción (11, 12) que no se cruzan, y que pueden girar uno contra otro, en cada caso con un extremo de sujeción (111, 121) para agarrar una pieza (9), estando cada uno de los dos brazos de sujeción (11, 12) articulados en el extremo (114, 124), opuesto al extremo de sujeción (111, 121) en una cabeza de guiado (15) común y en una zona central entre los dos extremos en una biela (13, 14) propia y pudiendo girar ambas bielas (13, 14) en cada caso alrededor de un punto de giro (130, 140) fijo, caracterizado porque el punto de giro (130, 140) fijo de la biela (13, 14) de uno de los brazos de sujeción (11, 12) está dispuesto más próximo al otro brazo de sujeción (11, 12) que el punto de giro (130, 140) fijo de la biela (13, 14) de este otro brazo de sujeción (11, 12)
Tipo: Resumen de patente/invención. Número de Solicitud: W07000027CH.
Solicitante: HATEBUR UMFORMMASCHINEN AG.
Nacionalidad solicitante: Suiza.
Dirección: GENERAL GUISAN-STRASSE 21,CH-4153 REINACH.
Inventor/es: RUCHTI, DANIEL.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21K27/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 27/00 Dispositivos de manutención, p. ej. de alimentación, de alineamiento, de descarga; Medios de corte; Dispositivos para estos medios. › que permitan una sucesión de las fases de trabajo.
Clasificación PCT:
- B21K27/04 B21K 27/00 […] › que permitan una sucesión de las fases de trabajo.
Fragmento de la descripción:
Dispositivo de transporte de piezas.
La presente invención se refiere a un dispositivo de transporte de piezas para una máquina para conformación de metales según el preámbulo de la reivindicación independiente 1.
En las máquinas para conformación de metales usuales las piezas son colocadas, normalmente mediante unos dispositivos de transporte de piezas, en estaciones de conformación de metales y/o son retiradas de nuevo, tras la conformación. Las máquinas de conformación de metales de varias etapas presentan varias estaciones de conformación de metales dispuestas una tras otra, en las cuales una pieza es procesada en una después de la otra. El transporte de la pieza entre las estaciones de conformación de metales individuales tiene lugar, al mismo tiempo, mediante un dispositivo de transporte de piezas.
Los dispositivos de transporte de piezas conocidos comprenden varias pinzas de sujeción con las cuales las piezas son agarradas, transportadas y liberadas entonces de nuevo al mismo tiempo en las estaciones de conformación de metales individuales. Para ello, las pinzas de sujeción son accionadas, a través de un mecanismo de accionamiento, conjuntamente con el ritmo de la máquina.
Las pinzas de sujeción de diferentes tipos forman parte del estado de la técnica. En el documento DE 35 23 323 A1 se da a conocer, por ejemplo, una pinza de sujeción la cual presenta dos brazos de sujeción que no se cruzan, que pueden girar uno contra el otro con un cada caso un extremo de sujeción para agarrar una pieza. En esta pinza prensora cada uno de los dos brazos de sujeción está articulado por el extremo opuesto al extremo de sujeción en una cabeza de guiado común y en una zona central entre ambos extremos en una biela propia. Las dos bielas pueden girar alrededor de un punto de giro fijo común. Mediante un desplazamiento hacia delante de la cabeza de guiado los extremos de sujeción de los dos brazos de sujeción son, partiendo de una posición final inferior, son alejados primero mediante la misma elevación uno de otro y a continuación son girados de nuevo uno hacia el otro. En caso de desplazamiento hacia abajo de la cabeza de guiado los extremos de sujeción de los dos brazos de sujeción son, partiendo de una posición final superior, alejados primero mediante la misma elevación uno de otro y después son girados de nuevo uno hacia el otro. En esta pinza de sujeción es desventajoso que los dos brazos de sujeción sean girados relativamente mucho hacia fuera, de manera que la necesidad de espacio lateral es relativamente grande.
A la vista de los inconvenientes de los adolecen los dispositivos de transporte de piezas conocidos hasta ahora la invención se plantea el problema de crear un dispositivo de transporte de piezas del tipo mencionada al principio, en el cual los brazos de sujeción de por lo menos una pinza de sujeción necesiten lateralmente menos espacio.
Este problema se resuelve mediante el dispositivo de transporte de piezas según la invención, como está definido en la reivindicación independiente 1. De las reivindicaciones subordinadas resultan variantes de realización preferidas.
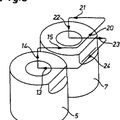
La esencia de la invención consiste en lo siguiente: un dispositivo de transporte de piezas para una máquina de conformación de metales comprende por lo menos una pinza de sujeción, que presenta dos brazos de sujeción que no se cruzan, que pueden girar uno contra otro, con en cada caso un extremo de sujeción para agarrar una pieza. Cada uno de los brazos de sujeción está articulado por el extremo opuesto al extremo de sujeción en una cabeza de guiado común y en una zona central entre ambos extremos en una biela propia. Ambas bielas se pueden girar en cada caso en un punto de giro fijo. Según la invención el punto de giro fijo de la biela de uno de los brazos de sujeción está dispuesto más próximo en el otro brazo de sujeción que el punto de giro fijo de la biela de este otro brazo de sujeción.
Dado que las bielas de ambos brazos de sujeción están dispuestas de tal manera que pueden girar alrededor de puntos de giro fijos diferentes y, además, los puntos de giro fijos de las bielas están desplazados en cada caso hacia el brazo de sujeción, el cual no está articulado en la biela correspondiente, ambos brazos de sujeción son girados menos lejos hacia fuera durante el giro de separación. La necesidad de espacio lateral de por lo menos una pinza de sujeción es por consiguiente menor que en dispositivos de transporte de piezas comparables del estado de la técnica.
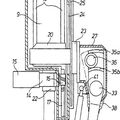
Ventajosamente, la cabeza de guiado se puede desplazar, guiada linealmente en una guía fija, de manera que en caso de un giro de una biela la cabeza de guiado es desplazada linealmente mediante uno de los brazos de sujeción, articulado en esta guía, con lo cual el otro brazo de sujeción es arrastrado y, debido a la articulación en la otra biela, es girado en la dirección opuesta con respecto a un brazo de sujeción. Esto posibilita una apertura y un cierre de la pinza de sujeción mediante el giro de una biela, es decir que como accionamiento se puede utilizar accionamiento de giro, el cual actúa sobre una de las bielas. Una ventaja de un accionamiento de giro de este tipo consiste en que se puede obturar con mayor facilidad que, por ejemplo, un accionamiento lineal que empalme en una cabeza de guiado. Además, es más fácil de realizar y necesita menos espacio que un accionamiento lineal.
Un dispositivo de transporte de piezas presenta preferentemente un dispositivo de pretensión, el cual ejerce sobre la cabeza de guiado una fuerza en dirección hacia los extremos de sujeción de los brazos de sujeción. Mediante este dispositivo de pretensión la pinza de sujeción es mantenida en posición de sujeción o es presionada en la posición de sujeción, cuando no tiene lugar ningún accionamiento activo para la apertura de la pinza de sujeción. La pretensión impide también un bamboleo indefinido de los brazos de sujeción.
De manera ventajosa, los dos brazos de sujeción están articulados en la cabeza de guiado en un brazo de giro común. La cabeza de guiado puede ser formada de esta manera relativamente compacta.
Preferentemente, uno de los extremos de cada una de las dos bielas está apoyado en cada caso en una pieza de carcasa fija de la pinza de sujeción de manera que puede girar alrededor del punto de giro fijo perteneciente en cada caso a la biela. Esto significa que el punto de giro de las bielas se encuentra en cada caso en un extremo de la biela en cuestión y se puede aprovechar la totalidad de la longitud de las bielas gracias a que en cada caso el otro extremo de las bielas es articulado en el brazo de sujeción correspondiente.
Preferentemente, el dispositivo de transporte de piezas presenta un accionamiento de giro con el cual se puede girar una de las bielas. Como se ha mencionado anteriormente, un accionamiento de giro presenta la ventaja de que se puede obturar con mayor facilidad que un accionamiento lineal. Además, se puede realizar de una forma más sencilla y necesita menos espacio que un accionamiento lineal.
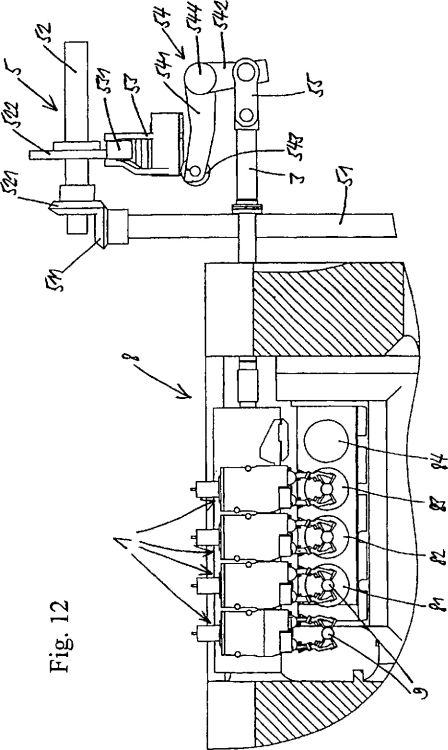
Ventajosamente, el accionamiento de giro presenta una barra de accionamiento, la cual se puede desplazar en dirección lineal y está conectada, a través de elementos intermedios, con una de las bielas, de manera que mediante un desplazamiento lineal de la barra de accionamiento se puede girar la biela en cuestión. Una barra de accionamiento de este tipo se puede utilizar en principio para el accionamiento simultáneo de varias pinzas de sujeción dispuestas unas junto a otras, gracias a que están conectadas a través de elementos intermedios con en cada caso una biela de cada pinza de sujeción.
El dispositivo de transporte de piezas presenta preferentemente varias pinzas de sujeción, dispuestas unas junto a otras, las cuales se pueden accionar paralelamente con un accionamiento. Las piezas en las estaciones de conformación de metales individuales pueden de este modo ser cogidas simultáneamente, transportadas y ser liberadas entonces de nuevo.
Con ventaja los brazos de sujeción y las bielas están formados y dispuestos de tal manera que en caso de un giro de las bielas desde una posición final a otra los extremos de sujeción de ambos brazos de sujeción son girados primero alejándose y posteriormente girando de nuevo uno hacia el otro. En ambas posiciones finales la por lo menos una pinza de sujeción exige entonces lateralmente relativamente menos sitio. Un desplazamiento transversal de la por lo menos una pinza de sujeción con o sin pieza tiene lugar, temporalmente, de tal manera que el recorrido de...
Reivindicaciones:
1. Dispositivo de transporte de piezas para una máquina para conformación de metales, con por lo menos una pinza de sujeción (1), que presenta dos brazos de sujeción (11, 12) que no se cruzan, y que pueden girar uno contra otro, en cada caso con un extremo de sujeción (111, 121) para agarrar una pieza (9), estando cada uno de los dos brazos de sujeción (11, 12) articulados en el extremo (114, 124), opuesto al extremo de sujeción (111, 121) en una cabeza de guiado (15) común y en una zona central entre los dos extremos en una biela (13, 14) propia y pudiendo girar ambas bielas (13, 14) en cada caso alrededor de un punto de giro (130, 140) fijo, caracterizado porque el punto de giro (130, 140) fijo de la biela (13, 14) de uno de los brazos de sujeción (11, 12) está dispuesto más próximo al otro brazo de sujeción (11, 12) que el punto de giro (130, 140) fijo de la biela (13, 14) de este otro brazo de sujeción (11, 12).
2. Dispositivo de transporte de piezas según la reivindicación 1, caracterizado porque la cabeza de guiado (15) está guiada, de manera que puede desplazarse linealmente, en una guía (151, 152) fija, de manera que en caso de un giro de la biela (13, 14) la cabeza de guiado (15) es desplazada linealmente por un brazo de sujeción (11, 12) en el cual está articulada esta biela (13, 14), con lo cual el otro brazo de sujeción (11, 12) es desplazado solidariamente y, debido a la articulación en la otra biela (13, 14), es girado en la dirección opuesta con respecto a un brazo de sujeción (11, 12).
3. Dispositivo de transporte de piezas según la reivindicación 1 ó 2, caracterizado porque presenta un dispositivo de pretensión (17), que ejerce sobre la cabeza de guiado (15) una fuerza en dirección hacia los extremos de sujeción (111, 121) de los brazos de sujeción (11, 12).
4. Dispositivo de transporte de piezas según una de las reivindicaciones 1 a 3, caracterizado porque los dos brazos de sujeción (11, 12) están articulados en la cabeza de guiado (15) en un eje de giro (153) común.
5. Dispositivo de transporte de piezas según una de las reivindicaciones 1 a 4, caracterizado porque uno de los extremos (132, 142) de cada una de las dos bielas (13, 14) está apoyado en cada caso en una pieza de carcasa (161, 162) fija de la pinza de sujeción (1) con posibilidad de giro alrededor del punto de giro (130, 140) fijo perteneciente en cada caso a la biela (13, 14).
6. Dispositivo de transporte de piezas según una de las reivindicaciones 1 a 5, caracterizado porque presenta un accionamiento de giro, con el cual se puede girar una de las bielas (13, 14).
7. Dispositivo de transporte de piezas según la reivindicación 6, caracterizado porque el accionamiento de giro presenta una barra de accionamiento (3), la cual se puede desplazar en dirección longitudinal y está conectada, a través de unos elementos intermedios (2, 31, 32, 33) con una de las bielas (13, 14), de manera que mediante un desplazamiento longitudinal de la barra de accionamiento (3) se puede girar la biela (13, 14) en cuestión.
8. Dispositivo de transporte de piezas según una de las reivindicaciones 1 a 7, caracterizado porque presenta varias pinzas de sujeción (1) dispuestas unas junto a otras, las cuales se pueden accionar paralelamente con un accionamiento.
9. Dispositivo de transporte de piezas según una de las reivindicaciones 1 a 8, caracterizado porque los brazos de sujeción (11, 12) y las bielas (13, 14) están formados y dispuestos de tal manera que en caso de un giro de las bielas (13, 14), desde una posición final a la otra, los extremos de sujeción (111, 121) de ambos brazos de sujeción (11, 12) son girados en primer lugar alejándose entre sí y posteriormente acercándose de nuevo.
Patentes similares o relacionadas:
Procedimiento de transporte para la transferencia de piezas de trabajo, del 10 de Junio de 2020, de HATEBUR UMFORMMASCHINEN AG: Procedimiento de transporte para la transferencia de piezas de trabajo entre varias etapas sucesivas de una instalación […]
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 13 de Febrero de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de atemperado […]
PRENSA DE FORJADO PARA HACER UN EMPALME DE TUBO FLEXIBLE, UN EMPALME DE TUBO FLEXIBLE Y MÉTODO DE FORMACIÓN DE UN EMPALME DE TUBO FLEXIBLE, del 12 de Julio de 2011, de NATIONAL MACHINERY LLC: Prensa de forjado para realizar una pieza compleja tal como un empalme de tubo flexible de freno de tipo banyo , teniendo la prensa una placa de la matriz […]
 DISPOSITIVO PARA EL TRANSPORTE PROGRESIVO DE PIEZAS DE TRABAJO A TRAVES DEL AREA DE PROCESAMIENTO DE UNA MAQUINA DE CONFORMACION, del 20 de Septiembre de 2010, de SMS MEER GMBH: Dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación , especialmente una prensa de forja, […]
DISPOSITIVO PARA EL TRANSPORTE PROGRESIVO DE PIEZAS DE TRABAJO A TRAVES DEL AREA DE PROCESAMIENTO DE UNA MAQUINA DE CONFORMACION, del 20 de Septiembre de 2010, de SMS MEER GMBH: Dispositivo para el transporte progresivo de piezas de trabajo a través del área de procesamiento de una máquina de conformación , especialmente una prensa de forja, […]
 PROCEDIMIENTO Y DISPOSITIVO PARA SOPLAR Y/O PULVERIZAR ESTAMPAS DE PRENSA DE FORJA, del 19 de Febrero de 2010, de SMS MEER GMBH: Procedimiento para soplar y/o pulverizar estampas de prensas de forja con estampa dispuestas arriba y/o abajo, con un transporte automático de las piezas de […]
PROCEDIMIENTO Y DISPOSITIVO PARA SOPLAR Y/O PULVERIZAR ESTAMPAS DE PRENSA DE FORJA, del 19 de Febrero de 2010, de SMS MEER GMBH: Procedimiento para soplar y/o pulverizar estampas de prensas de forja con estampa dispuestas arriba y/o abajo, con un transporte automático de las piezas de […]