DISPOSITIVO MULTIFUNCION Y PROCEDIMIENTO DE REMACHADO AUTOMATICO POR CONTROL NUMERICO.
Dispositivo multifunción y procedimiento de remachado automático por control numérico.
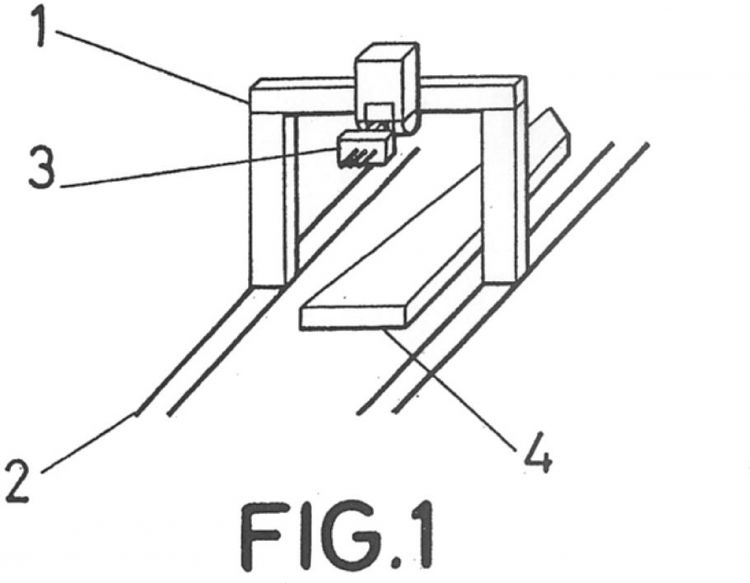
El dispositivo cuenta con un robot (1) dotado de un cabezal (3) provisto de una pluralidad de módulos monofunción que efectúan sobre un punto de trabajo varias operaciones consecutivas. El robot puede ser un robot articulado preciso, una máquina cartesiana, un robot de cinemática paralela u otro, mientras que los referidos módulos pueden situarse en el cabezal transversalmente, longitudinalmente o matricialmente. El procedimiento proporciona operaciones de taladrado, escariado y avellanado de diferentes diámetros, verificación de calidad de taladros, comprobación de espesor de piezas, aplicación de sellante, selección y suministro de remache o bulón a instalar, inserción del remache o bulón, remachado, verificación de instalación del remache, limpieza, ajuste de tolerancia aerodinámica y verificación de tolerancia aerodinámica
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200801941.
Solicitante: AIRBUS ESPAA S.L..
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: ASTORGA RAMIREZ,JUAN RAMON, PEREZ MARIN,DIEGO.
Fecha de Solicitud: 27 de Junio de 2008.
Fecha de Publicación: .
Fecha de Concesión: 15 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B21J15/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › Máquinas para remachar (elementos de calefacción eléctrica H05B).
Clasificación PCT:
- B21J15/10 B21J 15/00 […] › Máquinas para remachar (elementos de calefacción eléctrica H05B).
Fragmento de la descripción:
Dispositivo multifunción y procedimiento de remachado automático por control numérico.
Objeto de la invención
La presente invención, tal y como se expresa en el enunciado de esta memoria descriptiva, se refiere a un dispositivo multifunción y procedimiento de remachado automático por control numérico, cuya finalidad esencial es facilitar la unión mediante remaches de piezas metálicas, de fibra de carbono, de vidrio u otras con tolerancias de fabricación muy estrictas tales como las que se requieren en la industria aeroespacial, sin descartarse no obstante otras aplicaciones.
Otros objetivos de la invención consisten en superar limitaciones del estado de la técnica, de manera que la invención sea posible en máquinas de cinemática paralela y en sistemas de cinemática cartesiana eliminando la necesidad de cabezales multifunción de gran peso, para obtener dispositivos más sencillos y de menor coste.
Antecedentes de la invención
En la fabricación de estructuras, la manera de unir dos piezas para conseguir una única a efectos estructurales puede conseguirse por diversos métodos, como son la soldadura, el pegado, el remachado, etc. En el caso de la industria aeroespacial, históricamente la mayor parte de las estructuras se han unido por medio de remachado. En materiales metálicos esto es debido a la necesidad de utilizar materiales ligeros como son las aleaciones de aluminio de difícil soldabilidad. En el caso de materiales compuestos (como por ejemplo fibra de carbono, de "kevlar" de vidrio, "glare", etc.) en la creación de las primeras subestructuras (como por ejemplo la unión de larguerillos a revestimientos de alas o estabilizadores) esto puede conseguirse por medio de métodos de pegado (como por ejemplo cocurado, copegado, etc.) Sin embargo, estos métodos no son posibles en otro tipo de estructuras, ya sea por imposibilidad de disponer de métodos de fabricación adecuados a mayores dimensiones (como por ejemplo en unión de revestimiento a larguero) o por ser los materiales a unir de características disimilares (como por ejemplo la unión de revestimiento de material composite o costilla metálica).
Por ello, el remachado de piezas para la formación de subestructuras y de estructuras permanece actualmente como un método típico de la industria aeroespacial.
Además, en dicha industria aeroespacial se emplean cada vez más estructuras de mayor tamaño determinando piezas con miles o decenas de miles de posiciones de remachado, por lo que la automatización de las operaciones de remachado disminuye grandemente los costes de producción.
En este sentido, la inclusión de operaciones gobernadas por sistemas de control numérico permite obtener procesos de fabricación altamente rentables. Debido a la gran cantidad de puntos sobre los que programar las tareas a realizar por el sistema, el método óptimo de programación es el llamado "off-line", en el que se programa mediante una estación de trabajo y de acuerdo al modelo gráfico tridimensional de la pieza asistido por ordenador sin necesidad de tener una pieza especímen real.
Debido a las estrictas tolerancias de fabricación típicas de la industria aeroespacial, el remachado requiere de técnicas muy sofisticadas, o bien la fabricación de útiles de muy alta precisión para la realización de las tareas de taladrado y remachado de manera manual o semiautomática (con el consiguiente incremento en tiempo de terminación de las piezas) o mediante sistemas automáticos que requieren una altísima precisión (con el consiguiente incremento en el coste de las instalaciones).
Asimismo, la cantidad de micro-operaciones a realizar para un correcto remachado, como son el taladrado a una muy estricta tolerancia (en diámetro, en perpendicularidad a la superficie, en posicionado, etc.), la aplicación de sellante, la verificación del espesor a unir, así como la diversidad dentro de una misma pieza de diámetros, espesores y tipos de remaches, hacen que la automatización requiera de sistemas multifunción, capaces de realizar todas estas micro-operaciones una vez posicionado sobre un punto. La solución más frecuente a este problema pasa por la creación de sistemas con cabezales multifunción muy complejos, con multitud de movimientos propios dentro del mismo cabezal y por tanto de gran peso.
Típicamente, los sistemas automáticos utilizados actualmente consisten en sistemas masivos de alta precisión (del orden de micras) y muy alto coste. Ejemplos de este tipo de sistemas son máquinas herramienta de 5, 6 o más ejes de cinemática cartesiana (como por ejemplo máquinas tipo "pórtico", "gantry", "columna", etc.) sobre las que se dispone un cabezal multifunción con movimientos propios y de gran peso. Para poder mover con suficiente precisión y repetitividad estos cabezales de gran peso se hacen necesarias máquinas de gran peso y rigidez. Así, la Patente ES 2155330 (Número de solicitud 009800941) y referida a un "Proceso e instalación de remachado para la construcción de alas y estabilizadores de aviones" presenta inconvenientes relativos a que solo es válida para máquinas de tipo "gantry" o "pórtico".
Los sistemas automatizados característicos de otras industrias, como son por ejemplo los robots antropomórficos en la industria de la automoción, no son aplicables por sus limitadas características de precisión (del orden de milímetros) y repetitividad, así como por la escasa carga de pago (payload), lo que los hace incapaces de posicionar precisa y repetitivamente cabezales multifunción de gran o incluso de mediano peso. Además, este tipo de robots no admiten una programación lo suficientemente precisa por metodología "off-line", por lo que se programan generalmente mediante "teaching" o enseñando sobre un especímen las posiciones de trabajo. En el caso de una pieza aeroespacial, debido a la gran cantidad de posiciones a programar esto se hace inviable tanto técnica como económicamente.
Solo muy recientemente se están empezando a utilizar robots antropomórficos, a los que para suplir su falta de precisión intrínseca se les añaden sistemas de medida, de compensación de temperatura, etc., pero siempre consiguiendo unas precisiones (del orden de décimas de milímetro) que son menores que las conseguidas por máquinas tradicionales del tipo de las máquinas-herramienta por control numérico. Estos sistemas, debido a su alta complicación, dificultad de calibración y puesta a punto, así como por el alto coste asociado a todos los sistemas periféricos necesarios para conseguir las precisiones requeridas, quedan por el momento restringidos a aplicaciones muy concretas, siendo la solución que aportan no extrapolable a la mayoría de aplicaciones de taladrado y remachado automáticos en la industria aeronáutica o aeroespacial.
Una situación intermedia respecto de los sistemas descritos se encuentra determinada por las máquinas de cinemática paralela, que permiten, debido a su precisión del orden de centésimas (mayor que la de los robots articulados e incluso que la de los robots articulados mejorados), realizar operaciones precisas con cabezales de mayor peso que los des- critos para los robots antropomórficos, pero siendo de menor coste que los de una máquina de cinemática cartesiana.
El problema fundamental de los sistemas actuales de remachado automático mediante cabezales multifunción gobernados por control numérico consiste en el excesivo peso necesario para su construcción.
Mediante la patente con número de solicitud P 200401154 se superan ciertas limitaciones en los movimientos necesarios a realizar por la correspondiente máquina de remachado, pero se dan inconvenientes relativos a que elimina la necesidad de accionamientos tipo revolver, pero no accionamientos lineales (mediante cilindros neumáticos o servoaccionados), ni de la combinación de dichos accionamientos lineales.
Por otra parte, cuando se intenta realizar un proceso de remachado automático se plantean problemas relativos a conseguir de manera rentable aunar en un mismo proceso el remachado automático de piezas que incluyen una gran variedad de diámetros y largos de un mismo tipo de remaches, así como diversidad de tipos de remaches, y mayormente cuando las tolerancias son muy estrictas, como es el caso de la industria aeroespacial. Históricamente, el remachado se lleva a cabo después de realizar el taladrado y tras realizar una fase completamente manual, en la que se separan las piezas que han sido taladradas para realizar operaciones de limpieza, eliminación de rebabas, aplicación de diferentes tipos de sellante (por ejemplo de interposición) y de...
Reivindicaciones:
1. Dispositivo multifución de remachado automático por control numérico, aplicable a la unión mediante remaches de piezas metálicas, de fibra de carbono, de vidrio u otras con tolerancias de fabricación muy estrictas tales como las que se requieren en la industria aeroespacial; presentando el dispositivo una máquina o robot (1, 5, 6, 7) con sistema posicionador de alta precisión, movida por control numérico y dotada de un cabezal (3) que se aplica a las piezas a tratar (4); caracterizado porque dicho cabezal (3) presenta una pluralidad de módulos monofunción (8) que efectúan sobre un mismo punto de trabajo varias operaciones consecutivas de manera que dichos módulos monofunción (8) son presentados al referido punto de trabajo por el aludido sistema posicionador; estando constituido el sistema posicionador por una máquina cartesiana de control numérico (gantry, pórtico, en "C" u otra), por una máquina o robot de cinemática paralela, por un robot articulado preciso, o por una máquina o robot con precisión y repetitividad suficientes para aplicarse a grandes estructuras de estrictas tolerancias; en tanto que los diferentes módulos monofunción (8) se disponen sobre un chasis (9) que va unido de manera rígida y precisa a la brida de unión del sistema posicionador, colocándose dichos módulos (8) sobre el chasis (9) transversalmente, longitudinalmente, de manera matricial, o adaptándose a las limitaciones de accesibilidad impuestas por la pieza a unir o el utillaje de amarre de ésta.
2. Dispositivo multifución de remachado automático por control numérico, según reivindicación 1, caracterizado porque los diferentes módulos (8) disponen de un mecanismo propio que los aleja o acerca a la pieza a tratar (4) y que puede, en algún caso, ser sustituido por el propio avance proporcionado por el sistema posicionador por control numérico; siendo dicho mecanismo independiente para cada módulo (8), de actuación conjunta para todos los módulos (8), o independiente para diversas agrupaciones de módulos (8).
3. Dispositivo multifución de remachado automático por control numérico, según reivindicación 1 ó 2, caracterizado porque cuenta con una programación de rutina de trabajo que se realiza mediante técnicas de programación "off-line", que evitan programar al sistema enseñándole sobre una pieza especímen real las tareas a realizar, de manera que la totalidad de los movimientos definidos durante el proceso de remachado (incluyendo los del sistema posicionador y los de cada módulo monofunción) son gobernados por un mismo control numérico.
4. Procedimiento, que emplea el dispositivo reivindicado anteriormente, caracterizado porque entre las referidas operaciones consecutivas se encuentran:
- Operaciones de taladrado, escariado y avellanado de diferentes diámetros;
- verificación de la calidad del taladrado;
- comprobación de espesor de pieza;
- aplicación de sellante en el taladro y/o el remache a instalar;
- selección y suministro del remache o bulón a instalar;
- inserción del remacho o bulón;
- remachado;
- verificación de la correcta instalación del remache;
- limpieza;
- operaciones de ajuste de tolerancia aerodinámica;
- verificación de tolerancia aerodinámica.
5. Procedimiento, según la reivindicación 4, caracterizado porque se realizan sobre un mismo punto de trabajo las operaciones de taladrado, escariado, avellanado, sellado y remachado antes de pasar al siguiente punto de trabajo.
6. Procedimiento, según reivindicación 4, caracterizado porque en un punto de trabajo dado se asegura el correcto embridado de piezas a unir mediante una fijación instalada en una posición adyacente o lo suficientemente cercana, siendo dicha fijación instalada bien durante una fase de premontaje previa al procedimiento o bien de manera automática por el dispositivo correspondiente al procedimiento.
Patentes similares o relacionadas:
Método para la configuración del mandril de una remachadora para elementos de remache ciegos y remachadora, del 27 de Mayo de 2020, de HONSEL Distribution GmbH & Co: Método para la configuración de una remachadora manual , accionada por un accionamiento eléctrico , para la colocación de elementos de remache ciegos , presentando la […]
Pinzas de mecanizado, del 20 de Noviembre de 2019, de SCHMIDT, HEIKO: Pinzas de mecanizado para el mecanizado y/o procesamiento de piezas de trabajo con elevadas fuerzas de mecanizado (F) que comprende un cuerpo de las pinzas con un primer […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Métodos y aparatos para operaciones de fabricación, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación de una pieza de trabajo, comprendiendo el aparato: un conjunto de oruga adaptado […]
Cabeza remachadora con retenedor de remaches, del 3 de Julio de 2017, de LIZARRAGA GONZALEZ, Jon Aingeru: 1. Cabeza de remachadora con retenedor de remaches, caracterizada por presentar una bola que en posición de reposo ocupa el orificio […]
Herramienta de instalación de elementos de fijación con manguitos concéntricos internos, del 4 de Enero de 2017, de Arconic Inc: Una herramienta para la instalación de un elementos de fijación, que comprende: - un conjunto de cilindro que incluye una carcasa que tiene un extremo […]
Métodos y aparatos para operaciones de fabricación, del 21 de Diciembre de 2016, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación sobre una pieza de trabajo, comprendiendo el aparato: un miembro de base; una plataforma […]
Métodos y aparatos para operaciones de fabricación, del 14 de Diciembre de 2016, de THE BOEING COMPANY: Un aparato para soportar una herramienta de fabricación con relación a una pieza de trabajo, comprendiendo el aparato […]