DISPOSICION DE MOLDEO POR INYECCION, PROCEDIMIENTO PARA INYECTAR UNA PIEZA MOLDEADA, Y USO DE UNA DISPOSICION DE MOLDEO POR INYECCION.
Disposición (12) de moldeo por inyección para inyectar una pieza (64) moldeada,
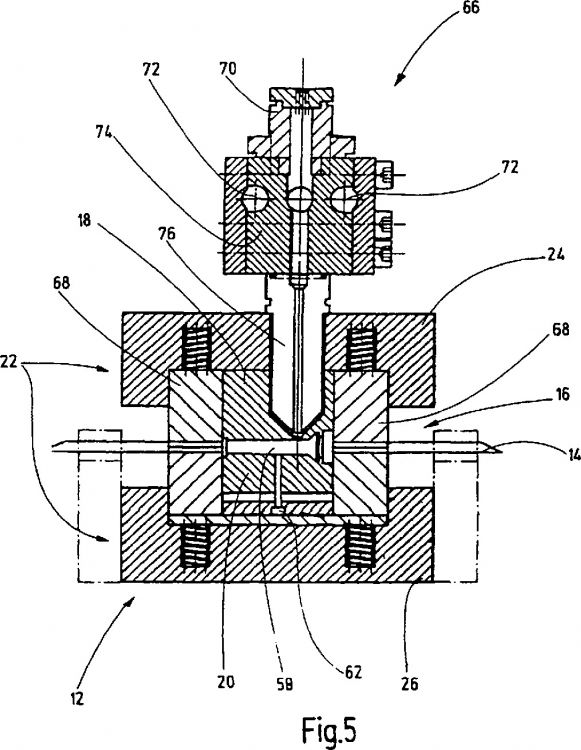
en especial una boquilla de paso, en un cable (14), con al menos dos moldes (16) de inyección que están dispuestos en un dispositivo (22) de sujeción, desplazados uno respecto a otro, a lo largo de una extensión (28) longitudinal de un cable (14) que se encuentra en la disposición (12) de moldeo por inyección, y durante el proceso de moldeo por inyección, encierran el cable (14) al menos por sectores, presentando los moldes (16) de inyección, un primer componente (18) del molde y un segundo componente (20) del molde, y presentando el dispositivo (22) de sujeción, una primera parte (24) de sujeción en la que están dispuestos los primeros componentes (18) de los moldes, y una segunda parte (26) de sujeción en la que están dispuestos los segundos componentes (20) de los moldes, caracterizada porque el primer componente (18) del molde y/o el segundo componente (20) del molde, está sujeto desplazable en el dispositivo (22) de sujeción
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07014080.
Solicitante: PRETTL, ROLF.
Nacionalidad solicitante: Alemania.
Dirección: HOFGUT KRESSBACH,72072 TUBINGEN.
Inventor/es: DETTINGER,JURGEN, BORST,PETER.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Julio de 2007.
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C45/14H
Clasificación PCT:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Disposición de moldeo por inyección, procedimiento para inyectar una pieza moldeada, y uso de una disposición de moldeo por inyección.
La invención se refiere a una disposición de moldeo por inyección para inyectar una pieza moldeada, en especial una boquilla de paso, en un cable, con al menos dos moldes de inyección que están dispuestos en un dispositivo de sujeción, desplazados uno respecto a otro, a lo largo de una extensión longitudinal de un cable que se encuentra en la disposición de moldeo por inyección, y durante el proceso de moldeo por inyección, encierran el cable al menos por sectores, presentando los moldes de inyección, un primer componente del molde y un segundo componente del molde, y presentando el dispositivo de sujeción, una primera parte de sujeción en la que están dispuestos los primeros componentes de los moldes, y una segunda parte de sujeción en la que están dispuestos los segundos componentes de los moldes. La invención se refiere, además, a un procedimiento para inyectar una pieza moldeada, y a una utilización de una disposición de moldeo por inyección para la fabricación o elaboración de cables.
Una disposición semejante de moldeo por inyección, un procedimiento semejante y una utilización semejante de una disposición de moldeo por inyección, se conocen por el documento DE 1 540 461.
Por el aumento de la multiplicidad funcional de los dispositivos técnicos, existe por lo regular la necesidad de transmitir señales entre distintos conjuntos constructivos. A pesar de las posibilidades existentes de una transmisión inalámbrica, la transmisión por cables sigue siendo todavía el medio elegido en muchas aplicaciones, precisamente por la fiabilidad y la protección contra errores.
Si se necesitan muchos enlaces eléctricos, el tendido de cables individuales requiere mucho tiempo. Por lo tanto, es normal con frecuencia, confeccionar previamente varios cables individuales en un mazo de cables o arnés de cables. La utilización de arneses de cables se conoce aquí en especial en el ámbito de la fabricación de automóviles.
Para fijar el arnés de cables, o partes del arnés de cables, en un dispositivo técnico, se conoce proveer partes del arnés de cables con piezas moldeadas, en las que se trata en especial de boquillas de paso. Estas boquillas de paso sirven para la guía, la fijación y la protección del arnés de cables.
Las boquillas de paso necesarias se fabrican, en especial se inyectan, como piezas sueltas, y se montan sobre la correspondiente parte del arnés de cables, o sobre un cable individual. Aquí se trata de un proceso costoso en el que puede ser necesario montar en el cable, muchas boquillas de paso, procedentes de un surtido de distintos tipos de boquillas de paso.
Aquí es desventajoso por una parte que las instalaciones o dispositivos necesarios están diseñados solamente para un tipo de boquillas de paso, y tan sólo con gasto se pueden transformar para otros tipos. Además, las boquillas de paso se pueden correr de su posición, puesto que están colocadas empujando y, por consiguiente, se tienen que pegar parcialmente con el cable. Por tanto, la fabricación de un arnés de cables con las correspondientes boquillas de paso, es un proceso relativamente costoso y caro.
A este respecto se conoce por el documento DE 35 44 888 A1 proveer un cable con una envuelta exterior. Para ello se conduce el cable a través de un estrechamiento en el que se aplica bajo sobrepresión, una masa fundida de plástico que forma la ulterior envuelta exterior. Para llevar la envuelta exterior aplicada a la solidificación, el cable ahora ya revestido se enfría bajo sobrepresión, en un tubo refrigerante de presión. Pero aquí no hay ninguna indicación para la fabricación de piezas moldeadas.
Se conoce un dispositivo para confeccionar cables por el documento DE 1 540 461 citado al comienzo. Por el D1 se conoce una plantilla para arneses de cables, con ayuda de la cual se puede fabricar un arnés de cables con clavijas, anillos de enlace, soportes, etc., moldeados por inyección, utilizando un dispositivo de moldeo por inyección. Para ello se mete un cable en la plantilla para arneses de cables, se cierra la plantilla para arneses de cables, y después, mediante unidades de moldeo por inyección, se inyecta plástico en los espacios huecos de la plantilla para arneses de cables.
Por el documento US 5,073,326 se conoce un dispositivo y un procedimiento para el moldeo por inyección, que permiten fabricar piezas moldeadas por inyección, en las que bajo la superficie se encuentran otros componentes constructivos, en especial contactos metálicos de clavija.
Ante este fondo, una misión de la presente invención es mostrar un dispositivo barato y un procedimiento, así como una utilización de una disposición de moldeo por inyección, para la fijación en un cable, de una pieza moldeada, en especial de una boquilla de paso. En especial debe de ser posible con poco gasto, poder disponer y variar varias boquillas de paso con formas distintas, y/o en distintos puntos a lo largo del cable.
Esta misión se resuelve según un aspecto de la invención, con una disposición de moldeo por inyección, citada al comienzo, haciendo que el primer componente del molde y/o el segundo componente del molde, esté sujeto desplazable en el dispositivo de sujeción. Otros aspectos se deducen con respecto al procedimiento correspondiente y a la utilización correspondiente.
La misión de la invención se resuelve, además, según la reivindicación 8, con un procedimiento para la inyección en un cable, de una pieza moldeada, en especial de una boquilla de paso.
Finalmente la misión de la invención se resuelve también con una utilización de una disposición de moldeo por inyección, antes descrita, para la inyección en un cable, de una pieza moldeada, en especial una boquilla de paso.
Las boquillas de paso se inyectan directamente sobre el cable a confeccionar. Esto simplifica ya notablemente el proceso de fabricación, puesto que las boquillas de paso ya no se tienen que fabricar más por separado, y la fijación de las boquillas de paso en el cable, se puede asegurar mediante el proceso de moldeo por inyección.
Por lo demás, mediante los dos moldes de inyección, se pueden inyectar en lo esencial simultáneamente, dos boquillas de paso en el cable. Incluso cuando los moldes de inyección se carguen uno tras otro con masa para moldeo por inyección, siempre permanece todavía la ventaja de que el cable no se tiene que retirar después de la fabricación de la primera boquilla de paso.
Para la fabricación en este cable de otras boquillas de paso, se puede meter el cable en otra posición en la disposición de moldeo por inyección, o en otra disposición de moldeo por inyección con otra configuración de los moldes de inyección. Naturalmente también es posible configurar los moldes de inyección de manera que las piezas moldeadas deseadas, se inyecten en lo esencial, al mismo tiempo en varios cables. Así cabe imaginar, por ejemplo, proveer la disposición de moldeo por inyección con al menos dos grupos de moldes de inyección, pudiendo estar coordinado cada uno de los grupos, a uno de varios cables a confeccionar.
Haciendo que se puedan inyectar dos boquillas de paso en un cable, en lo esencial al mismo tiempo, -o en caso necesario, también una tras otra-, la confección de un cable o de un arnés de cables, se puede estructurar y acelerar de forma más sencilla. Se puede realizar una reducción de los costes de producción.
Los componentes del molde se pueden posicionar en una posición abierta uno respecto a otro, en la que el cable se mete en los moldes de inyección, o el cable con las piezas moldeadas inyectadas, se retira del molde de inyección, y posicionar en una posición cerrada, en la que tiene lugar el proceso de moldeo por inyección. Los componentes del molde se mueven aquí uno respecto a otro, a lo largo de un trecho en lo esencial lineal.
Las partes de sujeción permiten un manejo especialmente sencillo, y una guía de los primeros y segundos componentes del molde. Si se mueven una hacia otra, la primera y la segunda parte de sujeción, también se mueven unos hacia otros los primeros y los segundos componentes del molde.
Haciendo que el primer componente del molde y/o el segundo componente del molde, esté sujeto desplazable en el dispositivo de sujeción, se hace posible inyectar boquillas de paso en distintas posiciones a lo largo del cable.
Que el primer componente del molde...
Reivindicaciones:
1. Disposición (12) de moldeo por inyección para inyectar una pieza (64) moldeada, en especial una boquilla de paso, en un cable (14), con al menos dos moldes (16) de inyección que están dispuestos en un dispositivo (22) de sujeción, desplazados uno respecto a otro, a lo largo de una extensión (28) longitudinal de un cable (14) que se encuentra en la disposición (12) de moldeo por inyección, y durante el proceso de moldeo por inyección, encierran el cable (14) al menos por sectores, presentando los moldes (16) de inyección, un primer componente (18) del molde y un segundo componente (20) del molde, y presentando el dispositivo (22) de sujeción, una primera parte (24) de sujeción en la que están dispuestos los primeros componentes (18) de los moldes, y una segunda parte (26) de sujeción en la que están dispuestos los segundos componentes (20) de los moldes, caracterizada porque el primer componente (18) del molde y/o el segundo componente (20) del molde, está sujeto desplazable en el dispositivo (22) de sujeción.
2. Disposición (12) de moldeo por inyección según la reivindicación 1, presentando el primer componente (18) del molde, un elemento (54) de base y una pieza (56) insertada de moldeo dispuesta junto al, o en el elemento (54) de base.
3. Disposición (12) de moldeo por inyección según la reivindicación 1 ó 2, estando sujeto el primer componente (18) del molde y/o el segundo componente (20) del molde, en el dispositivo (22) de sujeción, desmontable y/o giratorio.
4. Disposición (12) de moldeo por inyección según alguna de las reivindicaciones 1 a 3, estando coordinado al menos a un molde (16) de inyección, un elemento de apriete para la fijación de un cable (14) que se encuentra en la disposición (12) de moldeo por inyección, durante el proceso de moldeo por inyección.
5. Disposición (12) de moldeo por inyección según alguna de las reivindicaciones 1 a 4, presentando al menos un molde (16) de inyección, un elemento (42) codificador que puede actuar en combinación con un elemento (46) codificador antagonista.
6. Disposición (12) de moldeo por inyección según alguna de las reivindicaciones 1 a 5, estando configurado al menos un molde (16) de inyección para moldear por inyección alrededor de un extremo (34) de un cable (14) que se encuentre en la disposición (12) de moldeo por inyección, para la conformación de una clavija.
7. Disposición (12) de moldeo por inyección según alguna de las reivindicaciones 1 a 6, presentando al menos un molde (16) de inyección, una escotadura (62) para el encaje de un dispositivo expulsor.
8. Procedimiento para la inyección de una pieza (64) moldeada, en especial de una boquilla de paso, en un cable, con los pasos siguientes:
- Introducir al menos un cable (14) en al menos dos moldes (16) de inyección,
- Encerrar el cable (14) en al menos dos zonas parciales del cable (14), mediante los moldes (16) de inyección, de manera que los moldes (16) de inyección formen al menos dos cavidades (58) alrededor del cable (14), y
- Cargar al menos parcialmente las cavidades (58) con una masa para moldeo por inyección, presentando los moldes (16) de inyección, un primer componente (18) del molde y un segundo componente (20) del molde, y presentando un dispositivo (22) de sujeción, una primera parte (24) de sujeción en la que están dispuestos los primeros componentes (18) de los moldes, y una segunda parte (26) de sujeción en la que están dispuestos los segundos componentes (20) de los moldes,
caracterizado porque el primer componente (18) y/o el segundo componente (20) de los moldes (16) de inyección, está sujeto desplazable en el dispositivo (22) de sujeción.
9. Procedimiento según la reivindicación 8, en el que antes de encerrar el cable (14), se disponen moldes (16) de inyección seleccionados en la disposición (12) de moldeo por inyección, y/o se posicionan los moldes (16) de inyección en puntos seleccionados de la disposición (12) de moldeo por inyección.
10. Utilización de una disposición (12) de moldeo por inyección según alguna de las reivindicaciones 1 a 7, para la inyección en un cable (14), de una pieza (64) moldeada, en especial de una boquilla de paso.
Patentes similares o relacionadas:
 PROCEDIMIENTO DE SOBREMOLDEO DE CERAMICA Y ELEMENTO COMPUESTO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO, del 3 de Marzo de 2010, de N.C.A. TECHNOLOGIES: Órgano de un elemento de dosificación de fluido, de producto pastoso o pulverulento que presenta una superficie exterior substancialmente cilíndrica apropiada […]
PROCEDIMIENTO DE SOBREMOLDEO DE CERAMICA Y ELEMENTO COMPUESTO OBTENIDO MEDIANTE DICHO PROCEDIMIENTO, del 3 de Marzo de 2010, de N.C.A. TECHNOLOGIES: Órgano de un elemento de dosificación de fluido, de producto pastoso o pulverulento que presenta una superficie exterior substancialmente cilíndrica apropiada […]
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]