APARATO PARA FABRICAR UN ENSAMBLAJE DE CIERRE DE RECIPIENTE.
Herramienta de la matriz de inserción (20) para la instalación de una brida (24) en una abollonadura del extremo del cilindro (30),
comprendiendo dicha herramienta de la matriz de inserción:
Una estación de trabajo (21) construida y dispuesta para recibir una brida de metal enroscada internamente y una parte de un extremo del cilindro metálico, siendo formado dicho extremo del cilindro metálico con una abollonadura para ser posicionado sobre dicha brida metálica; y
una unidad de presión (22) que incluye una elemento de pinza de sujeción (33), un porta-punzones (47) fijado a un anillo de sujeción (48) y un piloto (32) que es construido y dispuesto para ser movible con el movimiento de dicho porta-punzones, caracterizada por el hecho de que dicho piloto incluye una parte troncocónica (41) construida y dispuesta para acoplamiento con dicha abollonadura para formar una pared interna del extremo del cilindro contigua a una superficie interna de dicha brida
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07253663.
Solicitante: RIEKE CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 500 WEST SEVENTH STREET,AUBURN, INDIANA 46706.
Inventor/es: BAUGHMAN,GARY M.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Septiembre de 2007.
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B21D51/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › Fabricación de dispositivos para llenar o vaciar los recipientes, p. ej. agujeros con tapón.
Clasificación PCT:
- B21D39/00 B21D […] › Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos.
- B21D51/40 B21D 51/00 […] › Fabricación de dispositivos para llenar o vaciar los recipientes, p. ej. agujeros con tapón.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato para fabricar un ensamblaje de cierre de recipiente.
Antecedentes de la invención
La presente invención se refiere en general a la fabricación de cilindro metálico y la herramienta de matriz de inserción asociada a esta fabricación. La presente invención se refiere más específicamente a la configuración del extremo del cilindro con una brida instalada, enroscada internamente y la herramienta de la matriz de inserción asociada. La brida mencionada es construida y dispuesta para la recepción de un tapón de cierre enroscado externamente. La presente invención se refiere a la construcción y disposición de la herramienta de matriz de inserción y las modificaciones de la herramienta que se refieren directamente a la instalación de la brida en una abollonadura formada en el metal del extremo del cilindro.
Antes de cargar el extremo del cilindro sobre una estación de trabajo correspondiente de la herramienta de la matriz de inserción, el extremo del cilindro metálico se forma con la abollonadura que proporciona una cavidad de forma anular que es construida y dispuesta para recibir la brida. Después, en cuanto a la secuencia de fabricación, el metal del extremo del cilindro es formado sobre, bajo, y alrededor de la brida de modo que sujete de modo seguro la brida al extremo del cilindro. Esta configuración y método de construcción básicos son bien conocidos en la industria y representan tecnología que ha sido practicada durante varios años. Generalmente, la formación inicial de la cavidad del extremo del cilindro o abollonadura incluía una pared externa anular que tenía una forma generalmente cilíndrica y un panel superior sustancialmente plano que era sustancialmente perpendicular a la pared externa anular. En esta configuración final, el material de extremo de cilindro no se extiende al interior abierto definido por la pared externa de la brida.
Esta construcción del extremo del cilindro y la brida y relación estructural son descritas generalmente en la patente U.S. nº. 5,943,757, en el contexto de una matriz nueva de inserción de un paso. La patente '757 expedida el 31 de agosto 1999 para Maglei y se incorpora por referencia aquí en su totalidad. Una diferencia entre la patente '757 y los métodos de fabricación del estado de la técnica y la herramienta es la formación de la abollonadura como un paso en la secuencia global como contraste con tener esa abollonadura preformada en el extremo del cilindro antes de cargar el extremo del cilindro sobre la estación de trabajo inferior. De manera importante, en el contexto de la presente invención, ni la patente '757 ni las construcciones de instalación del estado de la técnica para bridas metálicas revelan ninguna pared interna axial que sea formada como parte del extremo del cilindro. La referencia a "interna" se refiere a una pared axial que es formada en el interior de la brida. Mientras los fundamentos del procedimiento de compresión como instalar una brida en la cavidad del extremo del cilindro o la abollonadura son considerados conocidos, esta fabricación es realizada sin el uso de ninguna pared axial interna para estos tipos de bridas metálicas.
En la patente U.S. nº. 4,588,103, un cierre plástico (20), formado como una pestaña internamente enroscado, es instalado en la protuberancia (41) que se forma en el extremo del cilindro metálico (42) como se ilustra en la Fig. 2 de la patente '103. La herramienta de inserción ilustrada en la Fig. 5 de la patente '103 incluye una retención central y matriz de forma (53) que tiene forma anular y está contorneada a lo largo de su superficie inferior de forma que ajuste bien con la pared superior (45) después de la formación de la pared interna (44) de la protuberancia (41). La pared interna (44) y la pared externa (43) están sustancialmente concéntricas una respecto a la otra. La parte central anular (55) ayuda a formar la pared interna (44) y es posicionada contra la pared interna (44) puesto que los elementos de compresión o pinzas (54) actúan sobre la protuberancia (41). De manera importante, la parte central anular (55) es cilíndrica.
En la solicitud de patente U.S. nº. de serie 10/971,874 solicitada el 22 de octubre 2004 y publicada el 8 de diciembre 2005 con el Número de publicación US-2005-0269330-A1, una pared interna anular se forma en un extremo del cilindro metálico como una parte de la construcción de inserción global para una brida metálica enroscada internamente. La formación del extremo del cilindro incluye la formación de una pared externa anular que es generalmente cilíndrica, un panel superior generalmente plano, y la pared interna. Como se ilustra en Fig. 10 de la solicitud '874, la pared interna (27) se estrecha hacia el interior y hacia abajo en una forma trococónica. La inserción de la brida metálica en el extremo del cilindro y su instalación final implica la aplicación de las fuerzas opuestas internas y externas dirigidas contra partes del material del extremo del cilindro.
La descripción presente se refiere a una mejora en la herramienta de la matriz de inserción por cambio de la forma cilíndrica de la parte central anular o piloto en una forma troncocónica. Como un ejemplo de un piloto, se refieren a parte (55) en la patente '103. Esta misma modificación, según la descripción presente, sería aplicable para cualquier matriz de inserción del estado de la técnica donde una forma central cilíndrica o piloto se usan para el modelado de una pared interna generalmente cilíndrica Este cambio particular en la herramienta de la matriz de inserción resulta en una estructura mejorada en comparación con una forma de herramienta interna que es cilíndrica Un beneficio derivado de la descripción presente es la capacidad para cambiar el espesor del material de extremo del cilindro sin tener que cambiar la herramienta de la matriz de inserción para instalación apropiada de la brida.
Resumen breve
Herramienta de la matriz de inserción para la instalación de una brida en una abollonadura del extremo del cilindro según la presente invención comprende una estación de trabajo construida y dispuesta para recibir una brida de metal enroscada internamente y una parte de un extremo del cilindro metálico, siendo formado el extremo del cilindro metálico con una abollonadura para ser posicionado sobre la brida metálica y una unidad de presión movible que incluye una pinza de sujeción, un porta-punzones fijado a un anillo de sujeción, y un piloto que es construido y dispuesto para ser movible con el movimiento del porta-punzones, incluyendo el piloto una parte troncocónica construida y dispuesta para acoplamiento con la abollonadura para formar una pared interna del extremo del cilindro contigua a una superficie interna de la brida.
Un objeto de la descripción presente es describir la herramienta de matriz de inserción mejorada para la instalación de una brida en una abollonadura del extremo del cilindro.
Breve descripción de diferentes vistas de los dibujos
Fig. 1 es una vista frontal elevacional, en sección completa, de la herramienta de la matriz de inserción en una posición abierta según una forma de realización típica de la presente invención.
Fig. 2 es una vista frontal elevacional, en sección completa, de la herramienta de la matriz de inserción de la Fig. 1 en una posición cerrada con una brida y extremo del cilindro insertados.
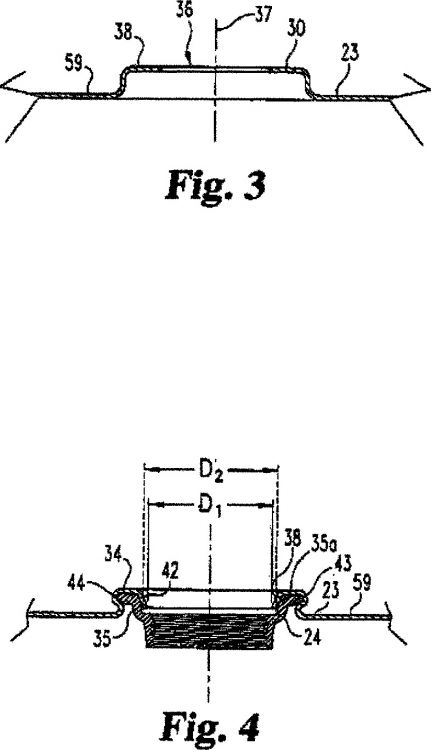
Fig. 3 es una vista frontal elevacional, en sección completa, de una abollonadura del extremo del cilindro formada antes de posicionar el extremo del cilindro en la herramienta de la matriz de inserción.
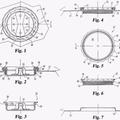
Fig. 4 es una vista frontal elevacional, en sección completa, que muestra la instalación final de la brida en la abollonadura como formada por la herramienta de la matriz de inserción de la Fig. 1.
Descripción detallada
Para los objetivos de promover una comprensión de la descripción, la referencia será ahora hecha a las formas de realización ilustradas en los dibujos y el idioma específico será usado para describir el mismo.
En referencia a Figs. 1 y 2, la herramienta de la matriz de inserción 20 es ilustrada según la descripción presente. La descripción presente describe una forma de realización preferida de la invención. La herramienta 20 incluye una estación de trabajo fija, inferior 21 y una unidad de presión superior 22 movible axialmente. La estación de trabajo inferior 21 es construida y dispuesta para recepción de la brida 24 y una parte del extremo del cilindro 23. La forma de realización preferida se ilustra para una brida 24 de pulgada de tres cuartos ('') que representa el...
Reivindicaciones:
1. Herramienta de la matriz de inserción (20) para la instalación de una brida (24) en una abollonadura del extremo del cilindro (30), comprendiendo dicha herramienta de la matriz de inserción:
Una estación de trabajo (21) construida y dispuesta para recibir una brida de metal enroscada internamente y una parte de un extremo del cilindro metálico, siendo formado dicho extremo del cilindro metálico con una abollonadura para ser posicionado sobre dicha brida metálica; y
una unidad de presión (22) que incluye una elemento de pinza de sujeción (33), un porta-punzones (47) fijado a un anillo de sujeción (48) y un piloto (32) que es construido y dispuesto para ser movible con el movimiento de dicho porta-punzones, caracterizada por el hecho de que dicho piloto incluye una parte troncocónica (41) construida y dispuesta para acoplamiento con dicha abollonadura para formar una pared interna del extremo del cilindro contigua a una superficie interna de dicha brida.
2. Herramienta de la matriz de inserción según la reivindicación 1 donde dicho piloto incluye una línea central axial y siendo construida dicha estación de trabajo y dispuesta para centrar dicha brida en dicha línea central axial.
3. Herramienta de la matriz de inserción según la reivindicación 1 o 2 donde dicha unidad de presión incluye además una pluralidad de resortes que son construidos y dispuestos para asistir en el movimiento de dicho elemento de pinza de sujeción.
4. Herramienta de la matriz de inserción según cualquiera de las reivindicaciones precedentes donde dicho elemento de pinza incluye una pluralidad de segmentos de pinza.
5. Herramienta de la matriz de inserción según cualquiera de las reivindicaciones precedentes donde la estación de trabajo es fija, la unidad de presión es movible, y la pinza de sujeción es construida y dispuesta con una pluralidad de segmentos de pinza.
6. Herramienta de la matriz de inserción según la reivindicación 5 donde dicha unidad de presión movible incluye además una pluralidad de resortes que son construidos y dispuestos para asistir en el movimiento de dicha pluralidad de segmentos de pinza.
Patentes similares o relacionadas:
 Ensamblaje de cierre para un recipiente, del 23 de Marzo de 2016, de RIEKE CORPORATION: Conjunto de cierre para un contenedor, comprendiendo dicho contenedor un panel extremo de contenedor que define una abertura que recibe el conjunto de cierre, comprendiendo […]
Ensamblaje de cierre para un recipiente, del 23 de Marzo de 2016, de RIEKE CORPORATION: Conjunto de cierre para un contenedor, comprendiendo dicho contenedor un panel extremo de contenedor que define una abertura que recibe el conjunto de cierre, comprendiendo […]
Conjunto de cierre para un recipiente, del 31 de Diciembre de 2014, de RIEKE CORPORATION: Método de instalación de una brida anular metálica en un panel extremo de recipiente metálico comprendiendo los siguientes pasos: a) crear una abertura […]
Conjunto de cierre para un recipiente, del 31 de Diciembre de 2014, de RIEKE CORPORATION: Equipo con una combinación de: un recipiente con un panel extremo de recipiente que se forma con una pared axial interna , una pared axial externa […]
METODO PARA PRODUCIR UN CIERRE PARA RECIPIENTE, CIERRE PARA RECIPIENTE, CIERRE, RECIPIENTE Y ANILLO ROSCADO., del 16 de Octubre de 1994, de KONINKLIJKE EMBALLAGE INDUSTRIE VAN LEER B.V.: METODO PARA PREPARAR UN CIERRE PARA RECIPIENTE. EL RECIPIENTE ESTA DOTADO DE UN COLLAR DIRIGIDO HACIA FUERA EN EL QUE SE ENCUENTRA UN ANILLO ROSCADO. TRAS LA COLOCACION […]
PROCEDIMIENTO Y DISPOSITIVO PARA APLICAR UN ASIENTO ROSCADO PARA UNOS MEDIOS DE CIERRE O MEDIOS OPERACIONALES A CONECTAR EN UNA CHAPA METALICA., del 1 de Marzo de 1978, de WILLEM PIETER POST: Procedimiento para aplicar un asiento roscado para unos medios de cierre o medios operacionales a conectar en una chapa metálica, tal como la pared de un tambor o […]
Método para dividir la parte del extremo de una placa metálica o una barra metálica y método para unir tales partes metálicas, del 21 de Agosto de 2019, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la […]
Estructura de una barra estabilizadora con un elemento de restricción de movimiento, aparato y método para unir el elemento a la barra estabilizadora, del 30 de Octubre de 2018, de NHK SPRING CO.LTD.: Una estructura de una barra estabilizadora con un elemento de restricción de movimiento (23, 31, 31A, 31B), comprendiendo el elemento de […]
Método de división del extremo para placa metálica o barra metálica y método para unir el mismo, del 25 de Abril de 2018, de SEKI PRESS CO. LTD: Un método para dividir una parte del extremo de una pieza de trabajo en la dirección longitudinal con respecto a la pieza de trabajo, en el que la pieza […]