DISPOSITIVO PARA ALIMENTAR DE MODO INTERMITENTE UNA PRENSA CON UN PRODUCTO SEMIACABADO EN FORMA DE BANDA O DE ALAMBRE.
Dispositivo para alimentar de modo intermitente una prensa con un producto semiacabado (22) en forma de banda o de alambre,
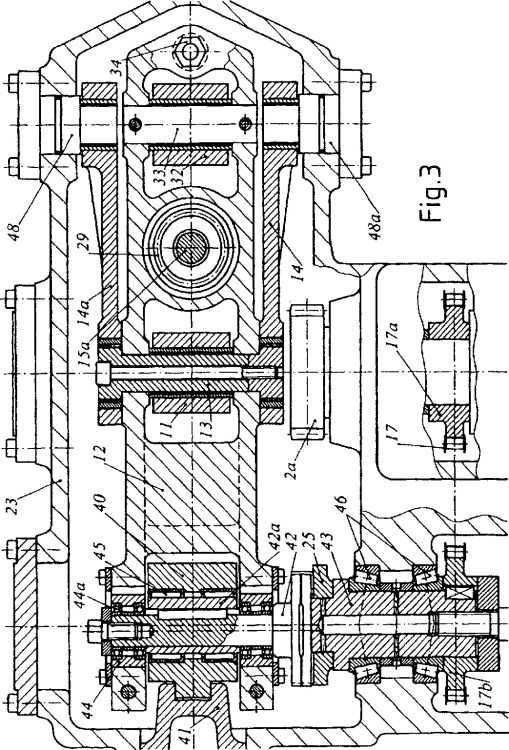
con una pinza deslizante (4, 7) que durante el servicio se desplaza hacia adelante y hacia atrás para hacer avanzar el producto semiacabado (22) en una fase de avance, una pinza de sujeción (24, 27) fija para sujetar el producto semiacabado (22) en una fase de no-avance, y una biela oscilante de control (12) con un accionamiento de biela oscilante (40, 42, 42a, 44, 45) acoplado en un extremo de control de la misma, estando la pinza deslizante (4, 7) y la pinza de sujeción (24, 27) acopladas mecánicamente con la biela oscilante de control (12), de tal modo que se pueden abrir y cerrar alternativamente durante el servicio mediante un movimiento de vaivén de un extremo de control de la biela oscilante de control (12) con el accionamiento de biela oscilante (40, 42, 42a, 44, 45) para posibilitar un avance y una sujeción alternativos del producto semiacabado (22) con el dispositivo, caracterizado porque la biela oscilante de control (12) y las dos pinzas (4, 7; 24, 27) están configuradas y acopladas entre sí de tal modo que, en ausencia de una fuerza de apoyo o de accionamiento ejercida por el accionamiento de biela oscilante (40, 42, 42a, 44, 45) sobre el extremo de control de la biela oscilante de control (12), las dos pinzas (40, 42, 42a, 44, 45) están cerradas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07000213.
Solicitante: BRUDERER AG.
Nacionalidad solicitante: Suiza.
Dirección: EGNACHER STRASSE 44,CH-9320 FRASNACHT.
Inventor/es: HAFNER,JOSEF THOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Enero de 2007.
Fecha Concesión Europea: 9 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B21D43/11 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › para la alimentación de materias en forma de hojas o bandas.
Clasificación PCT:
- B21D43/11 B21D 43/00 […] › para la alimentación de materias en forma de hojas o bandas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Dispositivo para alimentar de modo intermitente una prensa con un producto semiacabado en forma de banda o de alambre.
La presente invención se refiere a un dispositivo para alimentar de modo intermitente una prensa con un producto semiacabado en forma de banda o de alambre según el preámbulo de la reivindicación 1.
Actualmente, en la fabricación industrial de pequeñas piezas prensadas y estampadas se utilizan prensas de alta velocidad alimentadas de modo intermitente con un producto semiacabado en forma de banda o de alambre mediante un dispositivo de alimentación sincronizado. Para el avance del producto semiacabado, éste se sujeta en el dispositivo de alimentación entre dos rodillos o en una pinza deslizante y se hace avanzar mediante un movimiento giratorio de los rodillos en sentidos opuestos alrededor de un determinado ángulo de rotación o mediante un movimiento lineal de la pinza deslizante. Después del avance se suelta en cada caso la sujeción del producto semiacabado entre los rodillos o en la pinza deslizante y los rodillos o la pinza deslizante se llevan de vuelta a la posición inicial, sujetándose el producto semiacabado con una regla de sujeción o una pinza de sujeción. A continuación tiene lugar la siguiente operación de avance, en caso dado después de realizar adicionalmente un paso de levantamiento intermedio en el que el producto semiacabado se deja suelto brevemente en el dispositivo de alimentación para posibilitar un posicionamiento exacto del mismo mediante un órgano de posicionamiento en la prensa.
Si bien los dispositivos de avance por rodillos actualmente conocidos presentan la ventaja de ser relativamente compactos, económicos y resistentes y además son adecuados para alcanzar frecuencias de avance relativamente altas, tienen la gran desventaja de ser inadecuados para productos semiacabados delicados, ya que éstos son sometidos a una enorme presión superficial durante el avance con los rodillos a causa de la superficie de contacto lineal, por lo que prácticamente es inevitable que se produzcan marcas y arañazos.
En cambio, los dispositivos de avance por pinza actualmente conocidos son sumamente adecuados para el procesamiento de productos semiacabados muy delicados, ya que el producto semiacabado no es sometido a la acción de rodillos durante el avance, sino que únicamente es sujetado por la pinza en algunos lugares con una superficie relativamente grande, de modo que el contacto entre el órgano de avance y el producto semiacabado sólo se produce localmente y además se generan presiones superficiales claramente menores.
El documento EP 1 002 596 A1, da a conocer un dispositivo de avance por pinza de este tipo. Este dispositivo incluye una pinza deslizante que se desplaza hacia adelante y hacia atrás durante el servicio para hacer avanzar un producto semiacabado en forma de banda en una fase de avance, una pinza de sujeción fija para sujetar el producto semiacabado en una fase de no-avance y una biela oscilante de control con un accionamiento de biela oscilante acoplado en un extremo de control de la misma. La pinza deslizante y la pinza de sujeción están acopladas mecánicamente con la biela oscilante de control en cada caso a través de una palanca doble y una cubrejunta de tracción, de modo que se pueden abrir y cerrar alternativamente durante el servicio mediante un movimiento de vaivén del extremo de control de la biela oscilante de control con el accionamiento de biela oscilante para posibilitar un avance y una sujeción alternativos del producto semiacabado con el dispositivo.
Sin embargo, la desventaja decisiva de los dispositivos de avance por pinza actualmente conocidos consiste en que sólo permiten alcanzar frecuencias de avance relativamente bajas.
Por ello se ha planteado el objetivo de crear un dispositivo de avance por pinza que posibilite frecuencias de avance similares a las que se pueden alcanzar con un dispositivo de avance por rodillos comparable y, por consiguiente, que reúna las ventajas de estos dos conceptos de avance.
Este objetivo se resuelve mediante el dispositivo de avance de acuerdo con la reivindicación 1.
Por consiguiente, el dispositivo según la invención para alimentar de modo intermitente una prensa con un producto semiacabado en forma de banda o de alambre incluye una pinza deslizante que durante el servicio se desplaza hacia adelante y hacia atrás preferentemente de modo lineal, con la que se hace avanzar el producto semiacabado en una fase de avance. El dispositivo también incluye una pinza de sujeción fija con la que se sujeta el producto semiacabado en una fase de no-avance, es decir, una fase en la que el producto semiacabado está inmóvil. Además, el dispositivo incluye una biela oscilante de control con un accionamiento de biela oscilante acoplado en un extremo de control de la misma. La pinza deslizante y la pinza de sujeción están acopladas mecánicamente con la biela oscilante de control de tal modo que se pueden abrir y cerrar alternativamente durante el servicio mediante un movimiento de vaivén de un extremo de control de la biela oscilante de control con el accionamiento de biela oscilante para posibilitar un avance y una sujeción alternativos del producto semiacabado con el dispositivo. La biela oscilante de control, la pinza de sujeción y la pinza deslizante están configuradas y acopladas entre sí de tal modo que, en ausencia de una fuerza de apoyo o de accionamiento ejercida por el accionamiento de biela oscilante sobre el extremo de control de la biela oscilante de control, tanto la pinza de sujeción como la pinza deslizante están cerradas. Es decir, para establecer una situación en la que las dos pinzas están cerradas no es necesario que el accionamiento de biela oscilante ejerza ninguna fuerza sobre el extremo de control de la biela oscilante de control, o para establecer dicha situación el accionamiento de biela oscilante no puede ejercer ninguna fuerza sobre el extremo de control. Dicho de otro modo, el sistema formado por la biela oscilante de control, la pinza de sujeción y la pinza deslizante está configurado de tal modo que, si el accionamiento de biela oscilante no ejerciera ninguna fuerza sobre el extremo de control, las dos pinzas se cerrarían o se mantendrían cerradas exclusivamente por el peso del sistema formado por la biela oscilante de control, la pinza de sujeción y la pinza deslizante y/o por fuerzas de resorte ejercidas sobre dicho sistema.
Mediante la configuración según la invención del sistema formado por la biela oscilante de control, la pinza de sujeción y la pinza deslizante es posible crear dispositivos de avance por pinza que pueden funcionar con frecuencias de avance considerablemente más altas que las alcanzables hasta la fecha. Dicha configuración también permite producir construcciones especialmente duraderas, ya que, en los dispositivos de avance según la invención, la dirección de la fuerza en el sistema de accionamiento para la biela oscilante de control varía, de modo que en el caso de la configuración preferente de los mismos con cojinetes de deslizamiento está asegurado un suministro óptimo de lubricante a las superficies de deslizamiento debido al cambio de holgura.
En una forma de realización preferente del dispositivo, las dos pinzas, vistas en una dirección perpendicular al eje de giro de la biela oscilante de control, están acopladas con la biela oscilante de control en puntos separados entre sí, estando situado el punto de acoplamiento de la pinza deslizante con la biela oscilante de control entre el punto de acoplamiento de la pinza de sujeción y el extremo de control de la biela oscilante de control, preferentemente en una posición central entre éstos. Ello tiene la ventaja de que la fuerza de sujeción de la pinza deslizante en la fase de avance es mayor que la fuerza de sujeción de la pinza de sujeción en la fase de no-avance, lo que es preferible porque la pinza deslizante ha de superar adicionalmente fuerzas de rozamiento y la inercia del producto semiacabado que ha de hacer avanzar.
En otra forma de realización preferente, el dispositivo está configurado de tal modo que la pinza de sujeción y la pinza deslizante se pueden abrir y cerrar alternativamente mediante un movimiento ascendente y descendente del extremo de control de la biela oscilante de control con el accionamiento de biela oscilante. Esto tiene la ventaja de posibilitar un acoplamiento sencillo entre las pinzas y la biela oscilante de control y permitir el aprovechamiento de los pesos de la biela oscilante de control y los órganos de acoplamiento para cerrar las pinzas.
En otra forma de realización preferente del dispositivo,...
Reivindicaciones:
1. Dispositivo para alimentar de modo intermitente una prensa con un producto semiacabado (22) en forma de banda o de alambre, con una pinza deslizante (4, 7) que durante el servicio se desplaza hacia adelante y hacia atrás para hacer avanzar el producto semiacabado (22) en una fase de avance, una pinza de sujeción (24, 27) fija para sujetar el producto semiacabado (22) en una fase de no-avance, y una biela oscilante de control (12) con un accionamiento de biela oscilante (40, 42, 42a, 44, 45) acoplado en un extremo de control de la misma, estando la pinza deslizante (4, 7) y la pinza de sujeción (24, 27) acopladas mecánicamente con la biela oscilante de control (12), de tal modo que se pueden abrir y cerrar alternativamente durante el servicio mediante un movimiento de vaivén de un extremo de control de la biela oscilante de control (12) con el accionamiento de biela oscilante (40, 42, 42a, 44, 45) para posibilitar un avance y una sujeción alternativos del producto semiacabado (22) con el dispositivo, caracterizado porque la biela oscilante de control (12) y las dos pinzas (4, 7; 24, 27) están configuradas y acopladas entre sí de tal modo que, en ausencia de una fuerza de apoyo o de accionamiento ejercida por el accionamiento de biela oscilante (40, 42, 42a, 44, 45) sobre el extremo de control de la biela oscilante de control (12), las dos pinzas (40, 42, 42a, 44, 45) están cerradas.
2. Dispositivo según la reivindicación 1, caracterizado porque las dos pinzas (4, 7; 24, 27), vistas en una dirección perpendicular al eje de giro de la biela oscilante de control (12), están acopladas con la biela oscilante de control (12) en puntos separados entre sí, estando situado el punto de acoplamiento de la pinza deslizante (4, 7) con la biela oscilante de control (12) en particular en una posición central entre el punto de acoplamiento de la pinza de sujeción (24, 27) y el extremo de control de la biela oscilante de control (12).
3. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque está configurado de tal modo que las dos pinzas (4, 7; 24, 27) se pueden abrir y cerrar alternativamente durante el servicio mediante un movimiento ascendente y descendente del extremo de control de la biela oscilante de control (12).
4. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque sobre la biela oscilante de control (12) actúan uno o más elementos de resorte (29) pretensados, en particular uno o más muelles de compresión (29) y/o muelles de tracción, de tal modo que su fuerza de resorte ayuda a cerrar las pinzas (4, 7; 24, 27).
5. Dispositivo según la reivindicación 4, caracterizado porque las dos pinzas (4, 7; 24, 27), vistas en una dirección perpendicular al eje de giro de la biela oscilante de control (12), están acopladas con la biela oscilante de control (12) en puntos separados entre sí, y el punto de aplicación de la fuerza del elemento de resorte (29) o, en caso de varios elementos de resorte, el punto de aplicación de la fuerza resultante está situado preferiblemente en una posición central en la zona entre los dos puntos de acoplamiento de las pinzas (4, 7; 24, 27).
6. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque las dos pinzas (4, 7; 24, 27) presentan en cada caso una mitad de pinza superior (4, 24) y una mitad de pinza inferior (7, 27) que se pueden mover una hacia la otra para cerrar la pinza (4, 7; 24, 27) y alejar una de la otra para abrir la pinza (4, 7; 24, 27), estando configurada la mitad de pinza inferior (7, 27) de forma estacionara en la dirección de cierre y la mitad de pinza superior (4, 24) de forma móvil en la dirección de cierre.
7. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque las pinzas (4, 7; 24, 27) presentan en cada caso una mitad de pinza (7, 27) estacionaria en la dirección de cierre y una mitad de pinza (4, 24) móvil en la dirección de cierre y están acopladas con la biela oscilante de control (12) de tal modo que, al abrir o cerrar la pinza (4, 7; 24, 27) correspondiente, en el área del punto de acoplamiento de esta pinza (4, 7; 24, 27) la biela oscilante de control (12) realiza un movimiento en la misma dirección que el movimiento de apertura o cierre de la mitad de pinza móvil (4, 24).
8. Dispositivo según la reivindicación 7, caracterizado porque las dos pinzas (4, 7; 24, 27) están acopladas en cada caso con la biela oscilante de control (12) a través de un único elemento de guía (11, 32).
9. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque presenta un accionamiento de biela oscilante (40, 42, 42a, 44, 45) para provocar el movimiento de vaivén del extremo de control de la biela oscilante de control (12), que puede transmitir fuerzas de accionamiento tanto en el sentido de carga como en el sentido de descarga, en particular un accionamiento de biela o de excéntrica (40, 42, 42a, 44, 45).
10. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque la biela oscilante de control (12) está unida con un componente (23) fijo del dispositivo a través de un elemento de guía (14, 14a), y en particular porque el lugar de acoplamiento del elemento de guía (14, 14a) con la biela oscilante de control (12) coincide con el lugar de acoplamiento de una de las dos pinzas (4, 7; 24, 27), especialmente con el lugar de acoplamiento de una de las dos pinzas (4, 7; 24, 27) con la biela oscilante de control (12) más cercano al extremo de control.
11. Dispositivo según una de las reivindicaciones anteriores, caracterizado porque todos los puntos de aplicación de fuerza en la biela oscilante de control (12) o, en caso de varios puntos de aplicación de fuerza para la misma fuerza, los puntos de aplicación de fuerza resultantes en cada caso, están situados en un plano perpendicular a un eje de giro de la biela oscilante de control (12), de modo que la biela oscilante de control (12) no está sometida a momentos de torsión durante el servicio.
12. Dispositivo según la reivindicación 11, caracterizado porque el plano en el que están situados los puntos de aplicación de fuerza atraviesa el eje longitudinal de un producto semiacabado (22) que se ha de hacer avanzar con el dispositivo durante el servicio.
Patentes similares o relacionadas:
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Pinza mejorada para prensa de estampación con sistema transfer, del 14 de Diciembre de 2016, de SARABIA TRILLA, Miquel: Pinza para una prensa de estampación con sistema transfer, que comprende unos brazos (3a,3b) de sujeción de una chapa a estampar y un cuerpo de soporte que está […]
Aparato y métodos para la manipulación y soporte de paneles, del 10 de Agosto de 2016, de BAE SYSTEMS PLC: Un método de manipulación y soporte de un panel para un barco, que incluye los pasos de: proporcionar un soporte para piezas de trabajo que tiene una superficie […]
 Dispositivo de transporte, del 17 de Diciembre de 2014, de KUKA SYSTEMS GMBH: Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, […]
Dispositivo de transporte, del 17 de Diciembre de 2014, de KUKA SYSTEMS GMBH: Dispositivo de transporte para piezas de trabajo , en particular piezas de chapa, entre depósitos o dispositivos de procesamiento contiguos, […]
 Prensa dobladora con dispositivo de alimentación y procedimiento para su utilización, del 19 de Marzo de 2013, de Trumpf Maschinen Austria GmbH & CO. KG: Instalación de producción para el conformado por doblado de placas o piezas , con una prensa dobladora ,con una viga de mesa […]
Prensa dobladora con dispositivo de alimentación y procedimiento para su utilización, del 19 de Marzo de 2013, de Trumpf Maschinen Austria GmbH & CO. KG: Instalación de producción para el conformado por doblado de placas o piezas , con una prensa dobladora ,con una viga de mesa […]
DISPOSITIVO Y PROCEDIMIENTO PARA LA ORIENTACIÓN DE LA POSICIÓN DE PIEZAS DE FORMA DE PLACA, del 3 de Junio de 2011, de SCHULER AUTOMATION GMBH & CO. KG: Dispositivo para la orientación de la posición de piezas de forma de placa, en especial, pletinas de chapa metálica, con un dispositivo transportador […]
 MAQUINA CON UN MANIPULADOR PARA PLACAS METALICAS, del 13 de Diciembre de 2010, de SALVAGNINI ITALIA S.P.A.: Combinación de una máquina de trabajo y un manipulador para una placa metálica, comprendiendo dicha máquina de trabajo un cabezal de operación […]
MAQUINA CON UN MANIPULADOR PARA PLACAS METALICAS, del 13 de Diciembre de 2010, de SALVAGNINI ITALIA S.P.A.: Combinación de una máquina de trabajo y un manipulador para una placa metálica, comprendiendo dicha máquina de trabajo un cabezal de operación […]
 PROCEDIMIENTO PARA LA OPERACION DE UN SISTEMA DE ALIMENTACION DE PLANCHAS PARA PRENSAS PUNZONADORAS Y SISTEMA DE ALIMENTACION DE PLANCHAS PARA LA REALIZACION DEL PROCEDIMIENTO, del 2 de Septiembre de 2010, de SAETA GMBH & CO. KG: Procedimiento para la operación de un sistema de alimentación de planchas para prensas punzonadoras , en el que un carro de avance se mueve entre […]
PROCEDIMIENTO PARA LA OPERACION DE UN SISTEMA DE ALIMENTACION DE PLANCHAS PARA PRENSAS PUNZONADORAS Y SISTEMA DE ALIMENTACION DE PLANCHAS PARA LA REALIZACION DEL PROCEDIMIENTO, del 2 de Septiembre de 2010, de SAETA GMBH & CO. KG: Procedimiento para la operación de un sistema de alimentación de planchas para prensas punzonadoras , en el que un carro de avance se mueve entre […]