PUNTAL PARA UN EMBRAGUE UNIDIRECCIONAL PLANAR.
Un puntal delgado y plano para un embrague unidireccional planar que comprende:
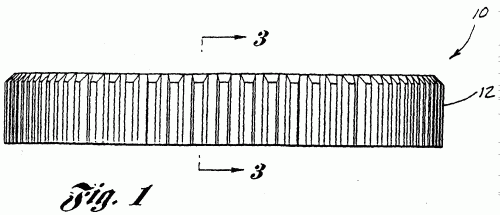
una cara superior (42); una cara inferior opuesta a la cara superior; una superficie del primer extremo (24) que conecta las caras superior e inferior; una superficie del segundo extremo (36) opuesta a la superficie del primer extremo (24); y un par de orejas que se proyectan en direcciones opuestas (28), situadas al lado de la superficie del primer extremo (24); una característica distintiva es que las orejas que se proyectan en direcciones opuestas incluyen una segunda superficie (46) adyacente a la cara superior (42) y a la superficie del primer extremo (24) y el puntal se fabrica a partir de una pieza metálica en bruto conformada en frío; en el que la segunda superficie (46) posee un ángulo con relación a la superficie superior (42) para proporcionar un margen de distancia entre las orejas (28) y una cara opuesta del embrague (32) de un elemento conducido (14) del embrague unidireccional planar (10) cuando el puntal acopla un elemento motriz (12) al elemento conducido (14).
Tipo: Resumen de patente/invención.
Solicitante: MEANS INDUSTRIES, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3715 EAST WASHINGTON ROAD,SAGINAW, MI 48601.
Inventor/es: SHAW, DAVID, W., SCOTT, GARY, B.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Marzo de 1999.
Fecha Concesión Europea: 16 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B21D22/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
- B21D31/00 B21D […] › Otros métodos de trabajo de las chapas, tubos o perfiles metálicos (deformación helicoidal de una de las superficies de los tubos por laminado B21H 3/00; forjado por recalcado B21J 5/08; estampado de motivos decorativos o marcas B44B 5/00).
- B23P13/04 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 13/00 Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00). › implicando el troceo de productos perfilados.
- B23P17/00 B23P […] › Operaciones de trabajo no cubiertas por alguna sola de las otras subclases o por otro grupo de esta subclase.
- F16D11/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16D ACOPLAMIENTOS PARA LA TRANSMISION DE MOVIMIENTOS DE ROTACION (transmisión para transmitir la rotación F16H, p. ej. transmisiones por fluidos F16H 39/00 - F16H 47/00 ); EMBRAGUES (embragues dinamo-eléctricos H02K 49/00; embragues que utilizan atracción electrostática H02N 13/00 ); FRENOS (sistemas de frenado electrodinámicos para vehículos, en general B60L 7/00; frenos dinamoeléctricos H02K 49/00). › Embragues en los cuales los órganos tienen partes que se penetran mutuamente (dispositivos para la sincronización F16D 23/02; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00).
- F16D11/04 F16D […] › F16D 11/00 Embragues en los cuales los órganos tienen partes que se penetran mutuamente (dispositivos para la sincronización F16D 23/02; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00). › con órganos de embrague móviles únicamente según el eje.
- F16D11/10 F16D 11/00 […] › con órganos de embrague móviles únicamente según el eje.
- F16D13/22 F16D […] › F16D 13/00 Embragues de fricción (dispositivos para la sincronización F16D 23/02; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00). › con órganos de embrague móviles según el eje.
- F16D15/00 F16D […] › Embragues con bolas o rodillos de parada o con otros órganos de embrague de parada separados (ruedas libres, embragues con ruedas libres F16D 41/00; embragues automáticos F16D 43/00 - F16D 45/00; control externo F16D 48/00).
- F16D41/12 F16D […] › F16D 41/00 Ruedas libres o embragues de rueda libre (frenos para ciclos mandados por contrapedal B62L 5/00). › con un fiador articulado que actúa sobre dientes o elementos análogos (F16D 41/02, F16D 41/24 tienen prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre, Oficina Europea de Patentes.
Patentes similares o relacionadas:
Método de estimación de regiones generadoras de defectos de forma de superficie, método de estimación de regiones de origen de defectos de forma de superficie, dispositivo de estimación de regiones generadoras de defectos de forma de superficie, dispositivo de estimación de regiones de origen de defectos de forma de superficie, programa y medios de grabación, del 1 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de estimación de región de origen de defectos de forma de superficie implementado por ordenador para determinar regiones sujetas a defectos de arrugado […]
Método de simulación de conformación por presión, simulador de conformación por presión, programa, medio de grabación para ello, y método de conformación por presión basado en el resultado de la simulación, del 18 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método de simulación de conformación por presión implementado por ordenador para determinar un área que induce la recuperación de un material elástico-plástico […]
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE, del 20 de Junio de 2019, de ZULUAGA ZULUAGA, Martha Nancy: La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias […]
PROCEDIMIENTO DE FABRICACIÓN DE PLACAS DE SOPORTE PARA PASTILLAS DE FRENO Y PASTILLA DE FRENO OBTENIDA, del 30 de Mayo de 2019, de ZF AFTERMARKET IBERICA, S.L.U: Procedimiento de fabricación de placas de soporte para pastillas de freno y pastilla de freno obtenida, en donde se emplea una prensa para la […]
Procedimiento y dispositivo para la fabricación de un casquillo de cojinete, del 24 de Abril de 2019, de STABITEC STANZ-BIEGETECHNIK GMBH: Procedimiento para la fabricación de un casquillo de cojinete en el curso de la realización de un cojinete de goma, con las etapas de procedimiento […]
Lámina de acero aleado galvanizada por inmersión en caliente para su uso en estampación en caliente y método de fabricación de una parte de acero, del 27 de Febrero de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Una lámina de acero recocida y galvanizada por inmersión en caliente para estampación en caliente, que comprende una lámina de acero de base de 0,10 a 0,5 […]
Sistema de conformación en prensa, procedimiento de conformación en prensa y producto de programa de ordenador, del 16 de Enero de 2019, de NIPPON STEEL CORPORATION: Un sistema de conformación en prensa que tiene un aparato de conformación en prensa que forma un material, un ordenador del lado del usuario que realiza instrucciones […]
PROCESO DE IMPRESIÓN DIGITAL DE LA CARROCERÍA DE UN VEHÍCULO, del 5 de Enero de 2017, de VOLKSWAGEN DE MÉXICO, S.A. DE C.V: La presente invención se refiere a un proceso de pintado cuyo objetivo es realizar la impresión de una imagen digital proporcionada por un usuario a la carrocería de […]