PRENSA DE CONFORMACION HIDRAULICA A ALTA PRESION.
Un aparato para conformar hidráulicamente una pieza en bruto metálica tubular tiene una estructura de troquel (12),
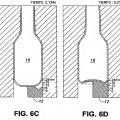
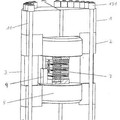
una fuente fluida de conformado hidráulico, una estructura de acoplamiento de extremo de tubo accionado hidráulicamente, una estructura de intensificación de la presión accionada hidráulicamente (110) y una única fuente de energía hidráulica (22). La estructura de acoplamiento del extremo del tubo (36) obtura extremos opuestos de la pieza en bruto metálica tubular (T) en la mencionada cavidad de troquel y puede moverse para comprimir longitudinalmente la pieza en bruto metálica tubular (T). La estructura de acoplamiento de extremo de tubo recibe un fluido de conformado hidráulico desde la mencionada fuente de fluido de conformado hidráulico. La estructura de intensificación de la presión accionada hidráulicamente (110) es movible para presurizar un fluido de conformado hidráulico provisto en el interior de la pieza tubular metálica y por ello aumentar un diámetro de la pieza en bruto. Una única fuente de energía hidráulica (22) proporciona la presión bajo fluido hidráulico a la mencionada estructura de intensificación de la presión accionada hidráulicamente (110), con el fin de mover la estructura de intensificación de la presión (110) y por ello presurizar el fluido de conformado hidráulico provisto al interior de la pieza en bruto metálica tubular y expandir el diámetro de la pieza en bruto metálica tubular de forma que su superficie exterior se ajuste a la forma de la superficie interna del troquel. La única fuente de energía hidráulica (22) proporciona además la presión del fluido bajo el fluido hidráulico a la estructura de accionamiento del extremo del tubo accionado hidráulicamente para permitir que la estructura de acoplamiento del extremo del tubo (36) comprima longitudinalmente la pieza en bruto metálica tubular y haga que el material de la pieza tubular diametralmente expandida fluya longitudinalmente hacia dentro con el fin de rellenar un espesor de pared de la pieza metálica tubular diametralmente expandida y mantener el espesor de la pared de la misma dentro de un rango predeterminado.
Tipo: Resumen de patente/invención.
Solicitante: COSMA INTERNATIONAL INC..
Nacionalidad solicitante: Canadá.
Dirección: 337 MAGNA DRIVE,AURORA, ONTARIO L4G 7K1.
Inventor/es: HORTON, FRANK, A., JAEKEL, FREDERICO G., LEE, ARTHUR, L.
Fecha de Publicación: .
Fecha Solicitud PCT: 16 de Abril de 1998.
Fecha Concesión Europea: 12 de Junio de 2002.
Clasificación Internacional de Patentes:
- B21D26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › aplicando una presión mediante un fluido.
Países PCT: Austria, Alemania, España, Francia, Reino Unido, Italia, Portugal, Oficina Europea de Patentes, Armenia, Azerbayán, Bielorusia, Ghana, Gambia, Kenya, Kirguistán, Kazajstán, Lesotho, República del Moldova, Malawi, Federación de Rusia, Sudán, Tayikistán, Turkmenistán, Uganda, Zimbabwe, Burkina Faso, Benin, República Centroafricana, Congo, Costa de Marfil, Camerún, Gabón, Guinea, Malí, Mauritania, Niger, Senegal, Chad, Togo, Organización Regional Africana de la Propiedad Industrial, Swazilandia, Organización Africana de la Propiedad Intelectual, Organización Eurasiática de Patentes.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación, del 20 de Abril de 2016, de SCHULER AUTOMATION GMBH & CO. KG: Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta […]
 Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Método para producir un tubo curvado que comprende al menos una curvatura deseada, un dispositivo apropiado para poner en práctica dicho método, del 30 de Abril de 2014, de Kiss Engineering B.V: Un metodo para producir un tubo curvado que comprende al menos una curvatura deseada, en el que un tubo sustancialmente recto (10, 11, […]
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento, del 15 de Enero de 2014, de GI.DI. MECCANICA S.P.A.: Procedimiento para crear una abertura en un elemento de cuerpo hueco que tiene una extensión longitudinal, incluyendo dicho elemento de […]
 Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
 Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA PROVISTA DE RANURAS, del 5 de Marzo de 2012, de SONACA S.A.: Procedimiento de fabricación de al menos una estructura metálica que comprende una pared exterior lisa , una pared interior y […]