PROCEDIMIENTO DE FABRICACION DE CARCASAS PARA CILINDROS HIDRAULICOS Y NEUMATICOS.
PROCEDIMIENTO DE FABRICACION DE CARCASAS PARA CILINDROS HIDRAULICOS Y NEUMATICOS.
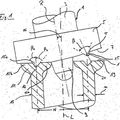
SE PARTE DE UN TUBO CILINDRICO QUE SE CORTA EN LONGITUD ALGO SUPERIOR A LA DE LA CARCASA QUE SE DESEA OBTENER; DICHO TRAMO SE REBORDEA EN UN EXTREMO DE FORMA QUE SE CIERRE PARCIALMENTE (2) Y SE APLICA UN TAPON (4) QUE SE FIJA CON SOLDADURA (5); FINALMENTE, SE CONFORMA MARTILLEANDO PARA CONSEGUIR LAS ESPECIFICACIONES DIMENSIONALES, MACRO Y MICROGEOMETRICAS, NECESARIAS EN SU SUPERFICIE INTERIOR. EL TAPON (4) PUEDE INCLUIR UNA CABEZA INTERNA (6) PARA ASENTAR EL MUELLE DE ACCIONAMIENTO DE LA VALVULA O DE AMORTIGUAMIENTO DEL EMBOLO. APLICABLE PARA CILINDROS DE CIRCUITOS EN VEHICULOS AUTOMOVILES.
Tipo: Resumen de patente/invención.
Solicitante: INAUXA S-A.
Nacionalidad solicitante: España.
Provincia: ÁLAVA.
Fecha de Solicitud: 23 de Mayo de 1984.
Fecha de Publicación: .
Fecha de Concesión: 8 de Enero de 1985.
Clasificación Internacional de Patentes:
- B21K21/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 21/00 Fabricación de artículos huecos, no comprendida en uno solo de los grupos B21K 1/00 - B21K 19/00 (principalmente a partir de chapas o de tubos con paredes delgadas de espesor uniforme B21D, p. ej. B21D 41/00, B21D 51/00). › de extremidades cerradas o prácticamente cerradas, p. ej. tapas de cartuchos.
Patentes similares o relacionadas:
Procedimiento de fabricación de un cilindro de acero sin soldaduras, de alta presión, con un segundo cuello interior, del 15 de Abril de 2020, de VÍTKOVICE CYLINDERS a.s: Procedimiento de fabricación de un cilindro de acero de alta presión sin soldaduras, en el que el cilindro se fabrica en la primera etapa mediante un […]
Útil para la transformación de una zona extrema de un casquillo rígido y articulación elástica, del 18 de Octubre de 2017, de Anvis SD France SAS: Útil rotatorio para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, que comprende: - un […]
PROCEDIMIENTO PARA FABRICAR ELEMENTOS DE PERFIL TUBULAR CON EXTREMOS DE CABEZA RECALCADOS, Y SUSPENSION PARA SILENCIADOR FABRICADA SEGUN ESTE PROCEDIMIENTO., del 16 de Noviembre de 2004, de LITTCO GMBH & CO. KG: Procedimiento para fabricar elementos de perfil tubular con extremos de cabeza recalcados, en el que el extremo de cabeza que va a ser recalcado está sujeto en […]
CONJUNTO DE TROQUELES PARA FORJAR SOMBRERETES METALICOS DE AISLADORES, del 1 de Abril de 1989, de NGK INSULATORS, LTD.: CONJUNTO DE TROQUELES PARA FORJAR SOMBRERETES METALICOS DE AISLADORES. INCLUYE UN TROQUEL INTERNO DESTINADO A SER ADAPTADO EN UNA PARTE DE FALDON DE UNA PIEZA EN TOSCO […]
 PROCEDIMIENTO DE TRANSFORMACION DE UNA ZONA EXTREMA DE UN CASQUILLO RIGIDO, UTIL DE TRANSFORMACION Y ARTICULACION ELASTICA, del 1 de Abril de 2008, de MICHELIN AVS S.A.S.: Procedimiento para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, en el que un […]
PROCEDIMIENTO DE TRANSFORMACION DE UNA ZONA EXTREMA DE UN CASQUILLO RIGIDO, UTIL DE TRANSFORMACION Y ARTICULACION ELASTICA, del 1 de Abril de 2008, de MICHELIN AVS S.A.S.: Procedimiento para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, en el que un […]