Procedimiento de fabricación de un cilindro de acero sin soldaduras, de alta presión, con un segundo cuello interior.
Procedimiento de fabricación de un cilindro de acero de alta presión (1) sin soldaduras,
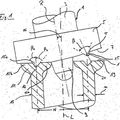
en el que el cilindro se fabrica en la primera etapa mediante un proceso de extrusión inversa, donde, en primer lugar, se fabrica la parte inferior mediante la utilización de un cabezal de punzonado conformado, en el que el cabezal tiene un diámetro exterior mayor y la matriz tiene un diámetro interno mayor que las dimensiones finales y, después, se realiza el escariado con un mandril de prensado monolítico dotado del extremo conformado, que tiene la misma forma de la superficie inferior que el cabezal de punzonado conformado, caracterizado por que en la superficie exterior (10) del cabezal de punzonado conformado (8) se crea una cavidad (6) para la creación del refuerzo de material interior (11) de la parte inferior (12) del cilindro de acero de alta presión (1) y se realiza la extrusión inversa utilizando dicho cabezal de punzonado conformado (8) modificado, a continuación, en la etapa posterior se realiza el proceso de extrusión inversa con el mandril de prensado monolítico (7), el mandril (7) es dotado del extremo conformado (18) dotado de la cavidad (6), en donde el resto del cilindro de acero de alta presión (1) se fabrica mediante el procedimiento conocido y, al final, el refuerzo de material interior (11) en la parte inferior (12) del cilindro de acero de alta presión (1) se perfora y se crea así el cuello inferior (5), teniendo el procedimiento como resultado un cilindro de acero de alta presión (1) con un cuello superior (3) en el extremo redondeado, que sobresale del cilindro y está dotado de una abertura, estando dotado adicionalmente el cilindro de acero de alta presión, en su parte inferior, de otro cuello inferior (5) fabricado en un refuerzo de material interior (11) que está orientado hacia el interior del cilindro de acero de alta presión (1), y el refuerzo de material interior (11) está dotado de una abertura pasante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CZ2015/000094.
Solicitante: VÍTKOVICE CYLINDERS a.s.
Nacionalidad solicitante: República Checa.
Dirección: Ruska 24/83 70600 Ostrava-Vitkovice REPUBLICA CHECA.
Inventor/es: KUCERA,PAVEL, HOFRIK,PETR, PIJANOWSKI,TOMAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21K21/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 21/00 Fabricación de artículos huecos, no comprendida en uno solo de los grupos B21K 1/00 - B21K 19/00 (principalmente a partir de chapas o de tubos con paredes delgadas de espesor uniforme B21D, p. ej. B21D 41/00, B21D 51/00). › Formación de artículos huecos de paredes espesas, p. ej. proyectiles.
- B21K21/14 B21K 21/00 […] › de extremidades cerradas o prácticamente cerradas, p. ej. tapas de cartuchos.
PDF original: ES-2800904_T3.pdf
Patentes similares o relacionadas:
PROYECTILES FRANGIBLES A BASE DE POLVO DE HIERRO., del 1 de Marzo de 2005, de RA BRANDS, L.L.C.: UN PROYECTIL DESINTEGRABLE COMPRENDE HIERRO EN POLVO COMPACTADO EN FRIO Y UN PROCEDIMIENTO PARA FABRICAR. EL PROYECTIL ES UTIL PARA APLICACIONES […]
PROCEDIMIENTO PARA FABRICAR UN CUERPO HUECO COMO PRODUCTO SEMIACABADO PARA UN CRISOL O UN RODILLO DE FUNDICION., del 16 de Marzo de 2007, de KM EUROPA METAL AKTIENGESELLSCHAFT: Procedimiento para la fabricación de un cuerpo hueco cilíndrico de cobre o de una aleación de cobre como producto semiacabado para un crisol o un rodillo de fundición en […]
Útil para la transformación de una zona extrema de un casquillo rígido y articulación elástica, del 18 de Octubre de 2017, de Anvis SD France SAS: Útil rotatorio para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, que comprende: - un […]
PROCEDIMIENTO PARA FABRICAR ELEMENTOS DE PERFIL TUBULAR CON EXTREMOS DE CABEZA RECALCADOS, Y SUSPENSION PARA SILENCIADOR FABRICADA SEGUN ESTE PROCEDIMIENTO., del 16 de Noviembre de 2004, de LITTCO GMBH & CO. KG: Procedimiento para fabricar elementos de perfil tubular con extremos de cabeza recalcados, en el que el extremo de cabeza que va a ser recalcado está sujeto en […]
CONJUNTO DE TROQUELES PARA FORJAR SOMBRERETES METALICOS DE AISLADORES, del 1 de Abril de 1989, de NGK INSULATORS, LTD.: CONJUNTO DE TROQUELES PARA FORJAR SOMBRERETES METALICOS DE AISLADORES. INCLUYE UN TROQUEL INTERNO DESTINADO A SER ADAPTADO EN UNA PARTE DE FALDON DE UNA PIEZA EN TOSCO […]
PROCEDIMIENTO DE FABRICACION DE CARCASAS PARA CILINDROS HIDRAULICOS Y NEUMATICOS, del 1 de Abril de 1985, de INAUXA S-A: PROCEDIMIENTO DE FABRICACION DE CARCASAS PARA CILINDROS HIDRAULICOS Y NEUMATICOS.SE PARTE DE UN TUBO CILINDRICO QUE SE CORTA EN LONGITUD ALGO SUPERIOR A LA DE LA CARCASA QUE SE […]
 PROCEDIMIENTO DE TRANSFORMACION DE UNA ZONA EXTREMA DE UN CASQUILLO RIGIDO, UTIL DE TRANSFORMACION Y ARTICULACION ELASTICA, del 1 de Abril de 2008, de MICHELIN AVS S.A.S.: Procedimiento para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, en el que un […]
PROCEDIMIENTO DE TRANSFORMACION DE UNA ZONA EXTREMA DE UN CASQUILLO RIGIDO, UTIL DE TRANSFORMACION Y ARTICULACION ELASTICA, del 1 de Abril de 2008, de MICHELIN AVS S.A.S.: Procedimiento para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, en el que un […]