Procedimiento para la fabricación de un embalaje laminado flexible con una característica de abertura que se puede volver a cerrar.
Un método para fabricar una película laminada de empaquetado (48) que tiene una característica de abertura (24) que se puede volver a cerrar,
el método comprende:
a. unir con adhesivo una estructura laminar exterior (52) a una estructura laminar interior (50) para formar una película laminada, las estructuras laminares interior y exterior comprenden por lo menos una capa de material flexible;
b. formar una línea exterior de incisiones (54) a través del grosor de la estructura laminar exterior y una línea interior de incisiones (56) a través del grosor de la estructura laminar interior, la línea exterior de incisiones delinea una parte de abertura exterior de la estructura exterior que es separable del resto de la estructura exterior a lo largo de la línea exterior de incisiones, la línea interior de incisiones delinea un parte de abertura interior de la estructura interior que se fija en la parte de abertura exterior mediante adhesivo y es separable del resto de la estructura interior a lo largo de la línea interior de incisiones, en donde por lo menos parte de una región marginal (34) de la estructura exterior entre las líneas de incisiones, exterior e interior, se conecta a una superficie subyacente de la estructura interior (50) mediante el adhesivo, la región marginal de la parte de abertura exterior se puede desprender de la superficie subyacente de la estructura interior para hacer que la parte de abertura interior también se pueda desprender para crear una abertura (44) en la película laminada, la región marginal (34) de la estructura exterior se puede volver a conectar a la superficie subyacente de la estructura interior para volver a cerrar la abertura;
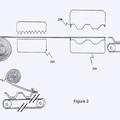
caracterizado porque la etapa para formar las líneas interior y exterior de incisiones (54, 56) se lleva a cabo utilizando un par de cilindros de troquel (80, 82; 80', 82'), que tienen rotación contraria, situados en los lados opuestos de la película laminada (48), uno de los cilindros de troquel (80; 80') está situado para el contacto con la estructura laminar exterior (52) y tiene una hoja (86) para formar la línea de incisiones (54), y el otro cilindro de troquel (82; 82') se dispone para el contacto con la estructura laminar interior (50) y tiene una hoja (88) para formar la línea interior de incisiones (56).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2010/001306.
Solicitante: CADBURY UK LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: PO Box 12, Bournville Lane, Bournville West Midlands B30 2LU REINO UNIDO.
Inventor/es: CHEEMA,PARBINDER, WILLEY,JASON DENIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B38/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Punzonado, corte o perforación.
PDF original: ES-2459945_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un embalaje laminado flexible con una característica de abertura que se puede volver a cerrar
Campo técnico de la invención La presente invención está relacionada con métodos para fabricar una película laminada para paquetes que se pueden volver a cerrar.
Antecedentes de la invención Se sabe cómo empaquetar diversos productos, incluidos los productos alimenticios, tales como barras de chocolate y otros productos de confitería de tipo tentempié, en un envoltorio que se fabrica a partir de una película laminada y
que tiene una característica de abertura que se puede volver a cerrar, tal como una aleta o algo similar. El documento US 2005/0276525 describe un paquete de este tipo, al que en lo sucesivo se denominará como “paquete del tipo definido”, y un método para fabricar el paquete.
La presente solicitud se dirige a mejorar los métodos de fabricación de una película laminada que tiene una característica de abertura que se puede volver a cerrar para el uso en la producción de paquetes del tipo descrito.
Compendio de la invención Según la invención, se proporciona un método para fabricar una película laminada de empaquetado que tiene una característica de abertura que se puede volver a cerrar, el método comprende:
unir con adhesivo una estructura laminar exterior a una estructura laminar interior para formar una película laminada, las estructuras laminares interior y exterior comprenden por lo menos una capa de material flexible;
a. formar una línea exterior de incisiones a través del grosor de la estructura laminar exterior y una línea interior de incisiones a través del grosor de la estructura laminar interior, la línea exterior de incisiones delinea una parte de abertura exterior de la estructura exterior que es separable del resto de la estructura exterior a lo largo de la línea exterior de incisiones, la línea interior de incisiones delinea un parte de abertura interior de la estructura interior que se fija en la parte de abertura exterior mediante adhesivo y es separable del resto de la estructura interior a lo largo de la línea interior de incisiones, en donde por lo menos parte de una región marginal de la estructura exterior entre las líneas de incisiones, exterior e interior, se conecta a una superficie subyacente de la estructura interior mediante el adhesivo, la región marginal de la parte de abertura exterior se puede desprender de la superficie subyacente de la estructura interior para hacer que la parte de abertura interior también se pueda desprender para crear una abertura en la película laminada, la región marginal de la estructura exterior se puede volver a conectar a la superficie subyacente de la estructura interior para volver a cerrar la abertura;
b. en la que la etapa para formar las líneas interior y exterior de incisiones se lleva a cabo utilizando un par de cilindros de troqueles, que tienen rotación contraria, situados en los lados opuestos de la película laminada, uno de los cilindros de troquel está situado para el contacto con la estructura laminar exterior y tiene una hoja para formar la línea de incisiones, y el otro cilindro de troquel se dispone para el contacto con la estructura laminar interior y tiene una hoja para formar la línea interior de incisiones.
Las etapas para laminar las estructuras laminares interior y exterior y formar las líneas interior y exterior de incisiones pueden llevarse a cabo en una sola estación por los troqueles que tienen rotación contraria.
Los troqueles que tienen rotación contraria pueden configurarse para presionar entre sí las estructuras laminares exterior e interior como parte de la etapa de adhesión de las estructuras antes de que las hojas hagan contacto con las estructuras interior y exterior, respectivamente, para formar las líneas exterior e interior de incisiones.
La etapa para unir con adhesivo las estructuras laminares exterior e interior puede comprender:
a. aplicar un adhesivo permanente de laminación en una superficie de por lo menos una de las estructuras,
excepto en una región marginal de la superficie que se encuentra entre las líneas exterior e interior de 45 incisiones;
b. aplicar un adhesivo desprendible a por lo menos parte de la región marginal de dicha superficie de dicha por lo menos una de las estructuras; y
c. llevar dicha superficie al contacto con una superficie opuesta de la otra de las estructuras para formar una adhesión.
En una disposición alternativa, la etapa para unir con adhesivo las estructuras laminares exterior e interior comprende:
a. aplicar un adhesivo desprendible a por lo menos parte de una región marginal de una superficie de por lo menos una de las estructuras cuya región marginal va a estar entre las líneas exterior e interior de incisiones, y al resto de dicha superficie fuera de la región marginal; y
b. llevar dicha superficie al contacto con una superficie opuesta de la otra de las estructuras para formar una adhesión.
En la disposición alternativa, puede no aplicarse adhesivo a por lo menos parte de la región marginal de dicha una superficie.
En la disposición alternativa, la etapa para unir con adhesivo las estructuras puede comprender pasar las estructuras entre un par de rodillos para presionar entre sí las estructuras, los rodillos se configuran de tal manera que a las estructuras se aplica una menor presión en la región marginal que va a estar entre las líneas exterior e interior de incisiones que para el resto de las estructuras. En una realización en la que las etapas para laminar las estructuras laminares interior y exterior y formar las líneas interior y exterior de incisiones se llevan a cabo en una sola estación por los troqueles que tienen rotación contraria, los troqueles que tienen rotación contraria son un par de rodillos.
El adhesivo desprendible puede ser un adhesivo de sellado frío o un adhesivo sensible a la presión.
Descripción detallada de la invención Ahora se describirán varias realizaciones de la invención, solo a modo de ejemplo, haciendo referencia a los dibujos acompañantes, en los que:
La Figura 1 es una vista en planta de una primera realización de un paquete del tipo definido, que muestra el paquete en un estado cerrado;
La Figura 2 es una vista lateral del paquete de la Figura 1;
La Figura 3 es una vista similar a la de la Figura 1 pero que muestra el paquete en un estado abierto;
La Figura 4 es una vista lateral del paquete de la Figura 3;
La Figura 5 es una vista en sección transversal a mayor escala a través de parte del paquete de la Figura 1, tomada por la línea X-X;
La Figura 6 es un diagrama que ilustra esquemáticamente una línea de proceso de fabricación para la fabricación de una película laminada según la invención;
La Figura 7 es una vista esquemática en planta de parte de una estructura utilizada para formar una película laminada, que ilustra cómo se aplican adhesivos a la estructura como parte del proceso de fabricación llevado a cabo utilizando la línea de proceso de fabricación de la Figura 6;
La Figura 8 es una vista esquemática en perspectiva de un par de cilindros de troquel que forman parte de la línea de proceso de fabricación de la Figura 6;
La Figura 9 es un dibujo similar al de la Figura 6 pero que ilustra una primera realización alternativa de una línea de proceso de fabricación para fabricar una película laminada según la invención;
La Figura 10 es un dibujo similar al de la Figura 6 pero que ilustra una segunda realización alternativa de una línea de proceso de fabricación para fabricar una película laminada según la invención;
La Figura 11 es una vista lateral esquemática de un conjunto de cilindros de troquel modificados que pueden utilizarse según una realización de la presente invención; y
La Figura 12 es una vista en sección transversal a través de un material laminado producido utilizando los cilindros de troquel como se muestran en la Figura 11.
Las Figuras 1 a 5 ilustran una realización de un paquete 10 del tipo definido que puede formarse utilizando una película fabricada según la invención. El paquete 10 es particularmente adecuado para empaquetar productos alimenticios con forma generalmente de bloque, tales como barras de chocolate 12 u otros productos de confitería similares, pero se puede adaptar para empaquetar otros productos generalmente con forma de bloque. El paquete 10 también puede utilizarse para empaquetar productos que se proporcionan en dos o más partes generalmente con forma de bloque. Por ejemplo, el paquete 10 podría utilizarse para empaquetar... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar una película laminada de empaquetado (48) que tiene una característica de abertura (24) que se puede volver a cerrar, el método comprende:
a. unir con adhesivo una estructura laminar exterior (52) a una estructura laminar interior (50) para formar una película laminada, las estructuras laminares interior y exterior comprenden por lo menos una capa de material flexible;
b. formar una línea exterior de incisiones (54) a través del grosor de la estructura laminar exterior y una línea interior de incisiones (56) a través del grosor de la estructura laminar interior, la línea exterior de incisiones delinea una parte de abertura exterior de la estructura exterior que es separable del resto de la estructura exterior a lo largo de la línea exterior de incisiones, la línea interior de incisiones delinea un parte de abertura interior de la estructura interior que se fija en la parte de abertura exterior mediante adhesivo y es separable del resto de la estructura interior a lo largo de la línea interior de incisiones, en donde por lo menos parte de una región marginal (34) de la estructura exterior entre las líneas de incisiones, exterior e interior, se conecta a una superficie subyacente de la estructura interior (50) mediante el adhesivo, la región marginal de la parte de abertura exterior se puede desprender de la superficie subyacente de la estructura interior para hacer que la parte de abertura interior también se pueda desprender para crear una abertura (44) en la película laminada, la región marginal (34) de la estructura exterior se puede volver a conectar a la superficie subyacente de la estructura interior para volver a cerrar la abertura;
caracterizado porque la etapa para formar las líneas interior y exterior de incisiones (54, 56) se lleva a cabo utilizando un par de cilindros de troquel (80, 82; 80’, 82’) , que tienen rotación contraria, situados en los lados opuestos de la película laminada (48) , uno de los cilindros de troquel (80; 80’) está situado para el contacto con la estructura laminar exterior (52) y tiene una hoja (86) para formar la línea de incisiones (54) , y el otro cilindro de troquel (82; 82’) se dispone para el contacto con la estructura laminar interior (50) y tiene una hoja (88) para formar la línea interior de incisiones (56) .
2. Un método según la reivindicación 1, en el que las etapas para laminar juntas las estructuras laminares interior y exterior (50, 52) y formar las líneas interior y exterior de incisiones (56, 54) se llevan a cabo en una sola estación (78) mediante los troqueles (80, 82; 80’, 82’) que tienen rotación contraria.
3. Un método según la reivindicación 2, en el que los troqueles (80, 82; 80’, 82’) que tienen rotación contraria, se configuran para presionar entre sí las estructuras laminares exterior e interior (52, 50) como parte de la etapa de unión de las estructuras antes de que las hojas (86, 88) hagan contacto con las estructuras exterior e interior, respectivamente, para formar las líneas exterior e interior de incisiones (54, 56) .
4. Un método según cualquiera de las reivindicaciones 1 a 3, en el que la etapa de unión por adhesivo de las estructuras laminares interior y exterior (50, 52) comprende:
a. aplicar un adhesivo permanente de laminación (58) en una superficie (72) de por lo menos una de las estructuras (52) , excepto en una región marginal (34) de la superficie que se encuentra entre las líneas exterior e interior de incisiones (56, 54) ;
b. aplicar un adhesivo desprendible (60) a por lo menos parte de la región marginal (34) de dicha superficie (72) de dicha por lo menos una de las estructuras (52) ; y
c. llevar dicha una superficie (72) al contacto con una superficie opuesta (84) de la otra de las estructuras (50) 40 para formar una unión.
5. Un método según cualquiera de las reivindicaciones 1 a 3, en el que la etapa para unir con adhesivo las estructuras laminares interior y exterior (52, 50) comprende:
a. aplicar un adhesivo desprendible (60) a por lo menos parte de una región marginal (34) de una superficie
(74) de por lo menos una de las estructuras (52) cuya región marginal va a estar entre las líneas exterior e 45 interior de incisiones (954, 56) , y al resto de dicha superficie (72) fuera de la región marginal (34) ; y
b. llevar dicha una superficie (72) al contacto con una superficie opuesta (84) de la otra de las estructuras (50) para formar una unión.
6. Un método según la reivindicación 5, en el que no se aplica adhesivo por lo menos a por lo menos parte de la región marginal (34) de dicha una superficie (72) .
región marginal (34) que va a estar entre las líneas exterior e interior de incisiones (54, 56) que para el resto de las estructuras.
8. Un método según la reivindicación 7 cuando depende de la reivindicación 2 o la reivindicación 3, en la que los troqueles (80’, 82’) que tienen rotación contraria son el par de rodillos.
9. Un método según cualquiera de las reivindicaciones 4 a 8, en el que el adhesivo desprendible (60) es un adhesivo de sellado frío.
10. Un método según cualquiera de las reivindicaciones 4 a 8, en el que el adhesivo desprendible (60) es un adhesivo sensible a la presión.
Patentes similares o relacionadas:
Funda protectora de asiento de vehículo, procedimiento para la fabricación de una funda protectora de asiento de vehículo y procedimiento para usar una funda protectora de asiento de vehículo, del 29 de Enero de 2020, de HORN & BAUER GMBH & CO. KG: Funda protectora de asiento de vehículo con a) una capa delantera que se puede disponer en la parte delantera del asiento de vehículo para una funda protectora de […]
Baldosa multiusos, del 6 de Noviembre de 2019, de Tower IPCO Company Limited: Una baldosa multiusos que comprende, a) una unidad de miembro de baldosa que tiene una forma poligonal, una superficie superior y una superficie inferior, […]
Artículos personales térmicamente aislados, del 18 de Septiembre de 2019, de Orologio, Furio: Artículo que presenta una capa de artículo interior y una capa de artículo exterior que va a ser llevada por un mamífero que comprende una capa térmicamente […]
Método para aumentar la resistencia al desgarro de una película, del 17 de Julio de 2019, de W.L. GORE & ASSOCIATES, INC.: Un método para aumentar la resistencia a la tracción de una película circular de polímero que comprende: crear una agrupación de elementos de distribución de carga orientados […]
Material flexible en capas para mayor transpirabilidad y control de humedad, del 27 de Marzo de 2019, de TMG - Tecidos Plastificados e Outros Revestimentos Para a Indústria Automóvel, SA: Material flexible en capas para revestimientos, que comprende: por lo menos una capa externa de laca permeable al agua , que comprende polímeros que comprenden […]
Un rodillo de estratificación, un método para proporcionar un estratificado de envasado, y un estratificado de envasado, del 20 de Febrero de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un rodillo de estratificación para estratificar una lámina de un estratificado de envasado, comprendiendo dicho rodillo al menos […]
Dispositivo de fijación y ajuste de placas de grabado de relieve, estampación y troquelado, del 28 de Enero de 2019, de BCN TROQUELES S.L.L: 1. Dispositivo de fijación y ajuste de placas de grabado de relieve, estampación y troquelado para el grabado de relieves o estampados en papel, […]
 Elemento de intercambiador de calor/entalpía y método para la producción, del 5 de Octubre de 2018, de Westwind Limited: Método para la producción de elementos de intercambiador de entalpía que comprende las etapas de:
a. perforar un elemento de placa plana de acuerdo con un […]
Elemento de intercambiador de calor/entalpía y método para la producción, del 5 de Octubre de 2018, de Westwind Limited: Método para la producción de elementos de intercambiador de entalpía que comprende las etapas de:
a. perforar un elemento de placa plana de acuerdo con un […]