Aparato y método para sellado de bandejas.
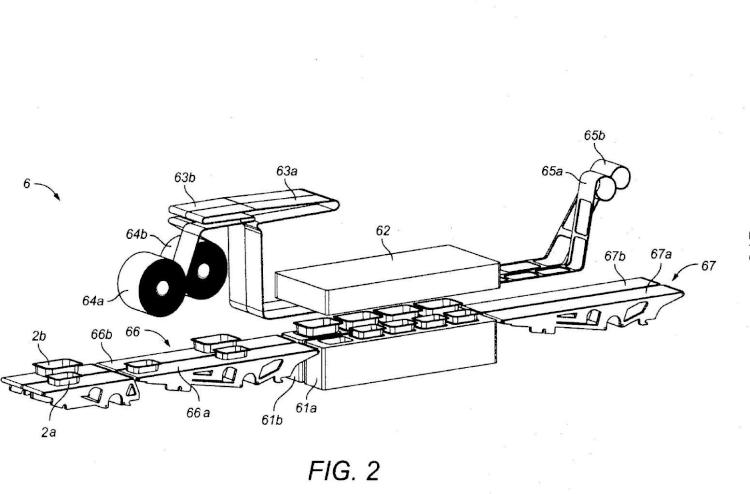
Un aparato (6) de sellado de bandejas que comprende una herramienta de termosellado (62);
un par de mecanismos de transferencia (66) espaciados lateralmente para transferir bandejas hasta y desde la herramienta de termosellado (62) a lo largo de las correspondientes líneas de alimentación de bandejas espaciadas lateralmente;
un aparato (63, 64) de suministro de film para suministrar respectivos films termosellables a la herramienta de sellado uno en alineación con cada una de las líneas de alimentación de bandejas;
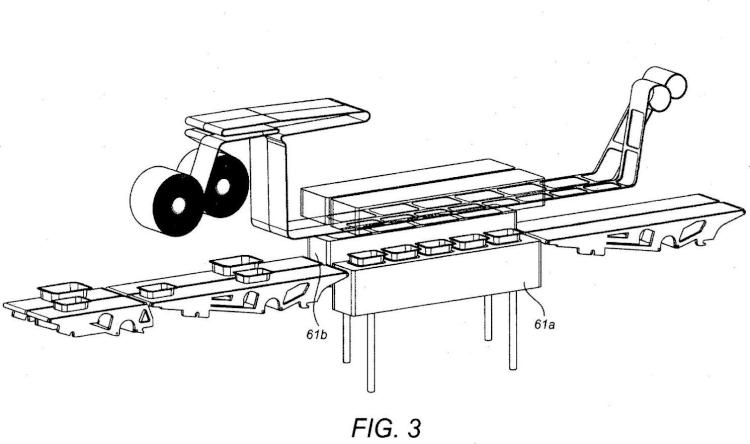
en el que la herramienta de sellado (62) comprende un par de miembros de soporte (61a, 61b) inferiores, cada uno de ellos alineado respectivamente con una de las líneas de alimentación de bandejas y sobre los cuales una o más bandejas pueden ser transferidas;
una placa superior que tiene calentadores alineados en uso respectivamente con cada bandeja que está sobre los miembros de soporte inferiores; y
medios para mover selectivamente los miembros de soporte (61a, 61b) inferiores hacia la placa superior para llevar la(s) bandeja(s) que están sobre ese miembro de soporte inferior a hacer contacto con el correspondiente film, mediante lo cual la placa superior termosella el film a la(s) bandeja(s).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2011/051082.
Solicitante: ISHIDA EUROPE LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 11 Kettles Wood Drive Woodgate Business Park Birmingham B32 3DB REINO UNIDO.
Inventor/es: NIELSEN, ULRICH, CARLIN, PAYNE,DAVID WILLIAM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B51/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Aplicación o producción de calor o de presión o los dos a la vez (B65B 51/09 tiene prioridad).
- B65B57/04 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o detiene la alimentación de ese material de esos receptáculos o paquetes.
- B65B59/00 B65B […] › Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento.
- B65B7/16 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
PDF original: ES-2486319_T3.pdf
Fragmento de la descripción:
Aparato y método para sellado de bandejas
La invención se refiere a un aparato para sellado de bandejas. Una máquina para sellar recipientes mediante la aplicación de un film de cobertura se divulga, por ejemplo, en el documento de patente europea EP 1574431 A1. El término bandeja, aquí, significa cualquier recipiente que tiene una abertura que mira hacia arriba a la cual va a ser termosellado un film.
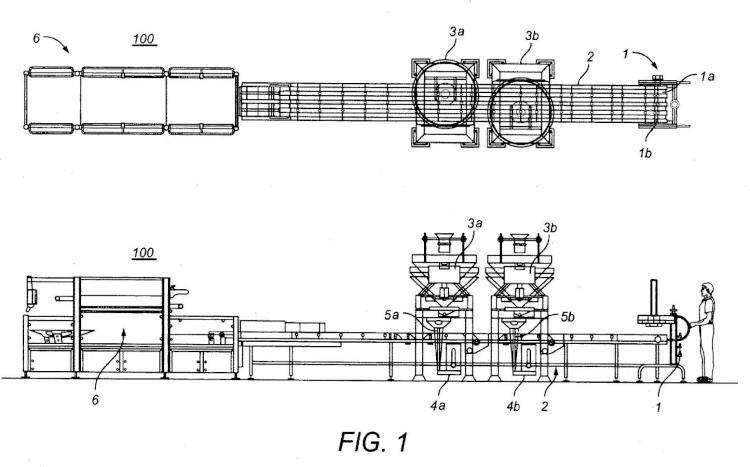
En la industria de la alimentación es común el empaquetar artículos de comida en bandejas termoselladas y esto debe ser hecho a una velocidad elevada en vista de la producción requerida, en particular para fruta fresca. En un aparato convencional, se alimentan bandejas a lo largo de un transportador, son llenadas con artículos de comida y luego suministrados, típicamente por grupos, a un sellador de bandejas que tiene una herramienta de termosellado. La herramienta tiene una placa calentada superior la cual es llevada a acoplamiento con un film termosellable y el borde de la o de cada bandeja de forma que el film sea termosellado a la(s) bandeja(s). La(s) bandeja(s) es entonces retirada del sellador de bandejas.
Con el fin de incrementar la producción, se conoce el proporcionar un dispositivo de doble línea, un ejemplo del cual es el QX-1 fabricado y vendido por Ishida Europe Limited de Birmingham, Reino Unido. En este aparato, se proporcionan un par de transportadores los cuales definen efectivamente dos líneas de sellado de bandejas. En uso, se alimentan bandejas a lo largo de cada una de las líneas mediante los transportadores hasta el sellador de bandejas en sincronismo. Conjuntos de bandejas son transferidos entonces en paralelo mediante brazos agarradores respectivos hasta el sellador de bandejas. El film es sellado entonces a los dos conjuntos de bandejas simultáneamente y las bandejas son entonces retiradas del sellador de bandejas. Como se apreciará, esto duplica efectivamente la producción del dispositivo de línea única.
Ha surgido un problema, en particular en la industria de empaquetado de comida fresca, en vista de la necesidad de ser capaces de responder muy rápidamente a pedidos de productos empaquetados de una variedad de tipos diferentes. Así, a una empresa de empaquetado se le puede pedir empaquetar una cantidad (por ejemplo un número de bandejas) de un producto de comida fresca y una cantidad de un producto de comida fresca diferente, siendo esas cantidades relativamente pequeñas de tal forma que la necesidad de una producción elevada es de menor importancia. En la actualidad, con el fin de alcanzar esto, la empresa de empaquetado o bien opera un dispositivo de doble línea descrito arriba durante un tiempo relativamente corto para cada producto o, como alternativa, un dispositivo de línea única durante un tiempo más largo, primero con el primer producto y después con el segundo producto. En cada caso, entre dos operaciones puede ser necesario cambiar una o más de las herramientas de termosellado o brazos agarradores en vista del hecho de que las bandejas pueden tener diferentes dimensiones para cada producto y/o el film.
Con el fin de reducir el problema, sería posible utilizar dos selladores de bandejas de línea única. Sin embargo, esto incrementa significativamente los costes en vista de la necesidad de que haya dos operadores pero también dos selladores de bandejas de línea única requerirán una cantidad sustancial de espacio si se compara con la selladora de bandejas de doble línea conocida. El uso de dos máquinas de línea única incrementa también significativamente los costes.
Otra opción sería utilizar una única selladora de bandejas de línea única de alta velocidad pero esto no siempre es conveniente. Por ejemplo, en el caso de una línea de producción que arranca con un pollo completo el cual es luego troceado, sería necesario almacenar alas de pollo mientras que las pechugas están siendo empaquetadas más bien que procesar las diferentes porciones al mismo tiempo.
De acuerdo con la presente invención, un aparato sellador de bandejas comprende una herramienta de termosellado; un par de mecanismos de transferencia espaciados lateralmente para transferir bandejas hasta y desde la herramienta de termosellado a lo largo de las correspondientes líneas de alimentación de bandejas espaciadas lateralmente; un aparato de suministro de film para suministrar respectivos films termosellables a la herramienta de sellado, cada uno en alineación con cada una de las líneas de alimentación de bandejas, en el que la herramienta de sellado comprende un par de miembros de soporte inferiores, cada uno de ellos alineado respectivamente con una de las líneas de alimentación de bandejas y sobre los cuales una o más bandejas pueden ser transferidas, y un placa superior común que tiene calentadores alineados en uso respectivamente con cada bandeja que está sobre los miembros de soporte inferiores; y medios para mover selectivamente los miembros de soporte inferiores hacia la placa superior para llevar la(s) bandeja(s) que están sobre ese miembro de soporte inferior a hacer contacto con el correspondiente film, mediante lo cual la placa superior termosella el film a la(s) bandeja(s).
Con esta invención se introduce una flexibilidad significativa en un aparato de doble línea convencional. Así, en vez de que las dos líneas operen en sincronismo, es posible para ellas trabajar de manera independiente o semiindependiente, particularmente al proporcionar los dos miembros de soporte inferiores en el interior de la herramienta de termosellado la cual puede, entonces, ser operada de manera asincrona permitiendo que diferentes bandejas sean manipuladas a cadencias diferentes en las dos líneas que se extienden a través de la herramienta de
term osellado.
La invención tiene ventajas particulares en el caso de empaquetado de comida fresca. Por ejemplo, es más difícil cuando se empaqueta comida fresca en piezas individuales para corresponder a un peso objetivo deseado. Con la Invención, es posible empaquetar comida en dos tamaños de bandeja diferentes que corresponden a pesos objetivo diferentes al mismo tiempo, aunque típicamente a velocidades diferentes. Además, incluso sería posible empaquetar un peso fijo en una línea y un peso aleatorio en la otra. En un ejemplo particular, una compañía de empaquetado puede recibir un pedido de 2. paquetes de 4 g y 3. paquetes de 7 g. El producto es el mismo pero el peso objetivo es diferente. Porque es un producto fresco, tiene que ser empaquetado en el mismo día pero el pedido va a salir para diferentes clientes. En la actualidad, los operadores tienen que cambiar herramientas muchas veces en un día con el fin de cumplir este requerimiento y, en cada ocasión, se pierde tiempo de producción. Proporcionando ambas herramientas en la misma máquina simultáneamente, la producción puede continuar sin interrupción. Se puede incluso cambiar una herramienta mientras que la otra está en funcionamiento. Esto es también el caso cuando se empaqueta el mismo producto y el mismo peso objetivo pero con diferente film para dos clientes diferentes. En vez de procesos de producción separados, se pueden hacer ambos al mismo tiempo.
Pesos de empaquetado hasta 12 a 18 bandejas por minuto son alcanzables usando la invención.
En un ejemplo los medios para mover selectivamente los miembros de soporte inferiores comprenden mecanismos de elevación que se pueden controlar de manera Independiente, uno para cada uno de los miembros de soporte inferiores.
Como alternativa, los medios para mover selectivamente los miembros de soporte inferiores comprenden un único mecanismo de elevación y una pieza de unión para conectar el mecanismo de elevación único a uno o a ambos de los miembros de soporte inferiores.
Se apreciará que el aparato de acuerdo con la Invención supera los problemas mencionados arriba puesto que será mucho más barato que dos máquinas de línea única al tiempo que también tiene una huella mucho más pequeña que dos máquinas de línea única.
Aunque se podrían suministrar bandejas al aparato sellador de bandejas usando una transferencia robotizada o similar, típicamente, el aparato comprende, además, un aparato de suministro de bandejas que comprende un par de transportadores que pueden funcionar de manera independiente alineados con los respectivos miembros de soporte inferiores de la herramienta de termosellado.
En una realización, la placa superior comprende un par de placas superiores que pueden funcionar de manera independiente y que tienen calentadores eléctricos alineados en uso, respectivamente, con cada una de las bandejas que están sobre los respectivos miembros de soporte inferiores.
En otra realización dicha placa superior es una placa superior común que puede... [Seguir leyendo]
Reivindicaciones:
1.- Un aparato (6) de sellado de bandejas que comprende una herramienta de termosellado (62);
un par de mecanismos de transferencia (66) espaciados lateralmente para transferir bandejas hasta y desde la herramienta de termosellado (62) a lo largo de las correspondientes líneas de alimentación de bandejas espaciadas lateralmente;
un aparato (63, 64) de suministro de film para suministrar respectivos films termosellables a la herramienta de sellado uno en alineación con cada una de las líneas de alimentación de bandejas;
en el que la herramienta de sellado (62) comprende un par de miembros de soporte (61a, 61b) Inferiores, cada uno de ellos alineado respectivamente con una de las líneas de alimentación de bandejas y sobre los cuales una o más bandejas pueden ser transferidas;
una placa superior que tiene calentadores alineados en uso respectivamente con cada bandeja que está sobre los miembros de soporte inferiores; y
medios para mover selectivamente los miembros de soporte (61a, 61b) inferiores hacia la placa superior para llevar la(s) bandeja(s) que están sobre ese miembro de soporte inferior a hacer contacto con el correspondiente film, mediante lo cual la placa superior termosella el film a la(s) bandeja(s).
2.- Aparato (6) de acuerdo con la reivindicación 1, en el que los medios para mover selectivamente los miembros de soporte inferiores comprenden un único mecanismo de elevación y una pieza de unión para conectar el mecanismo de elevación único a uno o a ambos de los miembros de soporte Inferiores (61a, 61b).
3 - Aparato (6) de acuerdo con la reivindicación 1, en el que los medios para mover selectivamente los miembros de soporte (61a, 61b) inferiores comprenden mecanismos de elevación controlables de manera independiente, uno para cada uno de los miembros de soporte inferiores.
4 - Aparato (6) de acuerdo con cualquiera de las reivindicaciones precedentes, en el que dicha placa superior comprende un par de placas superiores que pueden funcionar de manera independiente y que tienen calentadores alineados en uso respectivamente con cada una de las bandejas que están sobre los respectivos miembros de soporte inferiores.
5.- Aparato (6) de acuerdo con cualquiera de las reivindicaciones 1 a 3, en el que dicha placa superior es una placa superior común que puede funcionar de manera singular.
6.- Aparato (6) de acuerdo con cualquiera de las reivindicaciones precedentes, que comprende, además, aparato de suministro de bandejas que comprende un par de transportadores que pueden funcionar de manera independiente alineados con los respectivos miembros de soporte inferiores de la herramienta de termosellado.
7 - Aparato (6) de acuerdo con cualquiera de las reivindicaciones precedentes, en el que los mecanismos de transferencia comprenden agarradores mecánicos para agarrar una o más bandejas y transferirlas hasta el miembro de soporte inferior correspondiente de la herramienta de termosellado (62), estando cada agarrador adaptado para manipular bandejas de diferentes dimensiones.
8.- Aparato (6) de acuerdo con cualquiera de las reivindicaciones precedentes, en el que la herramienta de termosellado (62) comprende una pluralidad de calentadores que pueden funcionar individualmente, cada uno alineado con una respectiva bandeja en la herramienta en uso.
9.- Un método de sellar bandejas que utiliza un aparato (6) sellador de bandejas de acuerdo con cualquiera de las reivindicaciones 1 a 8 que comprende:
transferir al menos una bandeja hasta y desde la herramienta de termosellado a lo largo de las correspondientes líneas de alimentación de bandejas espaciadas lateralmente;
suministrar respectivos films termosellables a la herramienta de sellado una en alineación con cada una de las líneas de alimentación de bandejas; y
mover, selectivamente, los miembros de soporte inferiores hacia la placa superior común para llevar la(s) bandeja(s) a hacer contacto con el film correspondiente mediante lo cual la placa superior termosella el film a la(s) bandeja(s).
1.- Un método de acuerdo con la reivindicación 9 que utiliza un aparato (6) de sellado de bandejas de acuerdo con cualquiera de las reivindicaciones 3 a 8 y que comprende, además:
suspender la operación de una de las dos líneas de alimentación de bandejas;
reemplazar el utillaje de bandejas que comprende cualquier aspecto(s) del miembro de soporte inferior, calentadores
de la placa superior o mecanismo de elevación que se puede controlar de manera independiente, correspondientes a la línea de alimentación de bandejas suspendida mientras que se mantiene la producción en la línea de alimentación de bandejas operativa.
11.- Un método de acuerdo con la reivindicación 1 en el que el mantener la producción en la línea de alimentación 5 de bandejas operativa comprende:
transferir al menos una bandeja hasta y desde la herramienta de termosellado (62) a lo largo de la línea de alimentación de bandejas operativa;
suministrar respectivos films termosellables a la herramienta de sellado en alineación con la línea de alimentación de bandejas operativa; y
mover, selectivamente, los miembros de soporte inferiores de la línea de alimentación de bandejas operativa hacia la placa superior común para llevar la(s) bandeja(s) a hacer contacto con el film correspondiente mediante lo cual la placa superior termosella el film a la(s) bandeja(s).
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]