CONJUNTO DE AGARRE PARA MÁQUINA DE SELLADO DE BANDEJAS.
Conjunto de agarre para una máquina de sellado de bandejas, comprendiendo el conjunto de agarre un carro (40) que puede moverse entre posiciones retraída y extendida;
al menos un brazo (41) de agarre unido al carro (40) y que puede moverse entre posiciones de agarre y liberación; e impulsores primero y segundo, que pueden accionarse independientemente, separados del carro (40) pero acoplados al mismo a través de respectivos conjuntos de tren de tracción primero y segundo, en el que el primer conjunto de tren de tracción está adaptado para mover el carro (40) entre las posiciones primera y segunda en respuesta al accionamiento del primer impulsor, y el segundo conjunto de tren de tracción está adaptado además para hacer que el al menos un brazo (41) de agarre se mueva entre las posiciones abierta y cerrada en respuesta a un accionamiento de los impulsores primero y segundo a diferentes velocidades, caracterizado porque el segundo conjunto de tren de tracción comprende un mecanismo de activación de brazo de agarre acoplado al al menos un brazo (41) de agarre a través de un elemento impulsor de un enlace de brazo de agarre respectivo, estando adaptado el mecanismo de activación de brazo de agarre para convertir el movimiento de rotación en movimiento del al menos un brazo de agarre entre las posiciones abierta y cerrada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2007/000911.
Solicitante: ISHIDA EUROPE LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 11 KETTLES WOOD DRIVE, WOODGATE BUSINESS PARK BIRMINGHAM B32 3DB REINO UNIDO.
Inventor/es: VINE,LEE MICHAEL, MORGAN,David.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Marzo de 2007.
Clasificación PCT:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B65B31/06 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 31/00 Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol. › estando la boquilla dispuesta para introducir o expulsar del orificio el receptáculo lleno y que funciona en unión con los dispositivos de sellado del orificio del receptáculo.
- B65B43/46 B65B […] › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › sirviéndose de zarpas.
- B65B59/04 B65B […] › B65B 59/00 Dispositivos para permitir a las máquinas manipular objetos de diferentes dimensiones, producir paquetes de diferentes tamaños, variar el contenido de los paquetes o dar acceso para la limpieza o el mantenimiento. › Máquinas construidas con elementos fácilmente desmontables o unibles, p. ej. para facilitar el entretenimiento.
- B65B7/16 B65B […] › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
- B65G21/06 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 21/00 Chasis o bastidores de soporte o de protección para transportadores sin fin o elementos de tracción de transportadores de correas o de cadenas. › construido para facilitar su ensamblado y desmontaje rápidos.
- B65G47/88 B65G […] › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Elementos para separar o parar, p. ej. dedos (fijados a las ruedas con forma de estrellas B65G 47/84).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2369423_T3.pdf
Fragmento de la descripción:
Conjunto de agarre para máquina de sellado de bandejas Esta invención se refiere a una máquina de sellado de bandejas.
Las máquinas de sellado de bandejas convencionales reciben bandejas de plástico que van a sellarse en un sistema transportador de alimentación, que reúne las bandejas en grupos. Cuando se ha reunido un grupo de bandejas, el grupo se mueve mediante un sistema de agarre a una estación de sellado en la que una cubierta de película se sella mediante calor a las bandejas de plástico. El sistema de agarre entonces mueve las bandejas selladas a un sistema transportador de salida para su procesamiento adicional. Un ejemplo de una máquina de sellado de bandejas de este tipo es Ishida Qualitech QX775. El documento GB 1 097 044 da a conocer un conjunto de agarre según el preámbulo de la reivindicación 1.
Sin embargo, hay diversos inconvenientes con tales máquinas de sellado de bandejas convencionales.
En primer lugar, los sistemas de agarre convencionales tienen un carro deslizante con uno o más brazos de agarre suspendidos desde éste. El carro se desliza entre dos posiciones, una en la que los brazos de agarre pueden enganchar las bandejas en el sistema transportador de alimentación y otra en la que los brazos de agarre liberan las bandejas para el sellado. Los brazos de agarre se activan normalmente mediante un cilindro neumático o dispositivo similar montado en el carro. El suministro de aire para tal cilindro neumático debe moverse con el carro, y esto representa una debilidad porque el esfuerzo cíclico continuo sobre las conexiones de suministro de aire a medida que el carro se mueve entre las dos posiciones a menudo conlleva un fallo del suministro de aire.
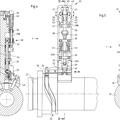
Un segundo inconveniente se refiere al control de la fuerza de sellado que se aplica a las bandejas durante el proceso de sellado. La fuerza se aplica mediante la sujeción de las bandejas, junto con la película que forma las cubiertas, entre dos partes de una herramienta de sellado, una de las cuales calienta la película y las bandejas haciendo que se fundan entre sí. La película se corta luego alrededor de la periferia de cada bandeja. La herramienta de sellado se levanta con las bandejas cargadas en la misma en la posición de sellado. La herramienta de sellado es muy pesada (normalmente alrededor de 300 kg) y por tanto debe aplicarse una gran fuerza simplemente para superar la inercia de la herramienta de sellado. Sin embargo, esta fuerza debe aplicarse suavemente para garantizar una manipulación cuidadosa de las bandejas, impidiendo así el derramamiento del producto. También debe ser posible subir y bajar la herramienta de sellado rápidamente para reducir el tiempo de ciclo y mantener un rendimiento alto de bandejas. Los mecanismos de elevación convencionales no pueden lograr esto.
Tal como ya se mencionó, la herramienta de sellado es muy pesada. Cada herramienta se hace a medida para una forma y tamaño específico de bandeja. Por tanto, si va a sellarse una forma o tamaño diferente de bandeja entonces la herramienta debe cambiarse. Este proceso es actualmente difícil puesto que la herramienta debe levantarse manualmente a su posición al tiempo que se activan los sujetadores de retención. Obviamente, hay un peligro de lesión del personal o de daño de la herramienta si se cae durante la instalación.
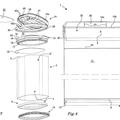
Las máquinas de sellado de bandejas se usan a menudo para envasar productos alimenticios. Estos pueden derramarse desde las bandejas cuando están en el sistema transportador de alimentación antes del sellado. Por tanto es necesario limpiar el sistema transportador de alimentación después de un ciclo de envasado. Esto es especialmente cierto si el ciclo de envasado siguiente es para un tipo diferente de producto alimenticio puesto que es vital evitar cualquier posibilidad de contaminación cruzada. Sin embargo, para limpiar apropiadamente el sistema transportador de alimentación éste debe desmantelarse, y esto puede tardar un periodo de tiempo excesivamente largo, reduciendo el ciclo de servicio de funcionamiento de la máquina, y requiere el uso de herramientas.
A menudo se desea sustituir el aire en las bandejas cuando están selladas por otro gas, tal como nitrógeno, dióxido de carbono o aire con un alto contenido de oxígeno. Esto se realiza creando un vacío sobre las bandejas y suministrando entonces un gas justo antes del sellado. Sin embargo, el proceso convencional es ineficaz tanto en términos de tiempo como en términos de sustitución completa del aire por otro gas.
Según la invención, se proporciona un conjunto de agarre para una máquina de sellado de bandejas, comprendiendo el conjunto de agarre un carro que puede moverse entre posiciones retraída y extendida; al menos un brazo de agarre unido al carro y que puede moverse entre posiciones de agarre y liberación; e impulsores primero y segundo, que pueden accionarse independientemente, separados del carro pero acoplados al mismo a través de respectivos conjuntos de tren de tracción primero y segundo, en el que el primer conjunto de tren de tracción está adaptado para mover el carro entre las posiciones primera y segunda en respuesta al accionamiento del primer impulsor, y el segundo conjunto de tren de tracción está adaptado además para hacer que el al menos un brazo de agarre se mueva entre las posiciones abierta y cerrada en respuesta a un accionamiento de los impulsores primero y segundo a diferentes velocidades, caracterizado porque el segundo conjunto de tren de tracción comprende un mecanismo de activación de brazo de agarre acoplado al al menos un brazo de agarre a través de un elemento impulsor de un enlace de brazo de agarre respectivo, estando adaptado el mecanismo de activación de brazo de agarre para convertir el movimiento de rotación en movimiento del al menos un brazo de agarre entre las posiciones abierta y cerrada.
Por tanto, el problema mencionado anteriormente se supera proporcionando los dos conjuntos de tren de tracción, que permiten ubicar los dos impulsores alejados del carro. Por tanto, no hay necesidad de conexiones de suministro (por ejemplo, de aire o eléctrica) para el carro.
El movimiento del carro se lleva a cabo a través del primer impulsor y conjunto de tren de tracción y la apertura y cierre de los brazos de agarre se lleva a cabo a través del segundo conjunto de tren de tracción mediante el accionamiento de los dos impulsores a diferentes velocidades.
En una realización preferida, el conjunto comprende un par de brazos de agarre opuestos, cada uno de los cuales engancha una respectiva fila de dos filas paralelas de bandejas.
Normalmente, los impulsores primero y segundo son servomotores.
El primer conjunto de tren de tracción normalmente comprende al menos una correa impulsada por el primer impulsor y fijada al carro. La o cada correa se arrastra normalmente entre una polea conductora respectiva y una polea loca respectiva.
Preferiblemente, el tren de tracción comprende dos correas impulsadas por el primer impulsor y fijadas al carro. Para evitar que el carro se desvíe cuando se impulsa entre las posiciones retraída y extendida, cada correa puede estar desplazada de manera equidistante del centro del carro.
Preferiblemente, las correas son correas dentadas para evitar un resbalamiento.
En una realización preferida, la o cada polea conductora está montada en un árbol primario impulsado por el primer impulsor. El primer conjunto de tren de tracción normalmente comprende una correa conductora que acopla el primer impulsor al árbol primario.
El mecanismo de activación de brazo de agarre normalmente comprende un árbol montado en el carro y una polea de activación de brazo de agarre montada en el árbol acoplada al segundo impulsor, acoplándose un primer extremo del árbol al enlace de brazo de agarre.
El árbol puede estar dotado de una junta universal entre el primer extremo y la polea de activación de brazo de agarre.
La polea de activación de brazo de agarre se acopla normalmente al segundo impulsor a través de una correa de activación de brazo de agarre arrastrada alrededor de una polea conductora de brazo de agarre, una polea loca y la polea de activación de brazo de agarre. Normalmente, la polea conductora de brazo de agarre se impulsa por el segundo impulsor a través de una correa conductora.
Preferiblemente, la polea conductora se monta de manera rotatoria en el árbol primario mencionado anteriormente impulsado por el primer impulsor.
En una realización... [Seguir leyendo]
Reivindicaciones:
1. Conjunto de agarre para una máquina de sellado de bandejas, comprendiendo el conjunto de agarre un carro (40) que puede moverse entre posiciones retraída y extendida; al menos un brazo (41) de agarre unido al carro (40) y que puede moverse entre posiciones de agarre y liberación; e impulsores primero y segundo, que pueden accionarse independientemente, separados del carro (40) pero acoplados al mismo a través de respectivos conjuntos de tren de tracción primero y segundo, en el que el primer conjunto de tren de tracción está adaptado para mover el carro (40) entre las posiciones primera y segunda en respuesta al accionamiento del primer impulsor, y el segundo conjunto de tren de tracción está adaptado además para hacer que el al menos un brazo (41) de agarre se mueva entre las posiciones abierta y cerrada en respuesta a un accionamiento de los impulsores primero y segundo a diferentes velocidades, caracterizado porque el segundo conjunto de tren de tracción comprende un mecanismo de activación de brazo de agarre acoplado al al menos un brazo (41) de agarre a través de un elemento impulsor de un enlace de brazo de agarre respectivo, estando adaptado el mecanismo de activación de brazo de agarre para convertir el movimiento de rotación en movimiento del al menos un brazo de agarre entre las posiciones abierta y cerrada.
2. Conjunto de agarre según la reivindicación 1, en el que el conjunto comprende un par de brazos (41) de agarre opuestos, cada uno de los cuales engancha una fila respectiva de dos filas paralelas de bandejas.
3. Conjunto de agarre según cualquiera de las reivindicaciones anteriores, en el que el primer conjunto de tren de tracción comprende al menos una correa (65a) impulsada por el primer impulsor y fijada al carro (40) , y en el que la o cada correa se arrastra preferiblemente entre una polea (64a) conductora respectiva y una polea (66a) loca respectiva.
4. Conjunto de agarre según la reivindicación 3, en el que el tren de tracción comprende dos correas (65a, 65b) impulsadas por el primer impulsor y fijadas al carro (40) .
5. Conjunto de agarre según la reivindicación 4, en el que cada correa (65a, 65b) está desplazada de manera 25 equidistante del centro del carro.
6. Conjunto de agarre según cualquiera de reivindicaciones 3 a 5, en el que la o cada polea (64a, 64b) conductora está montada en un árbol (63) primario impulsado por el primer impulsor.
7. Conjunto de agarre según la reivindicación 6, en el que el primer conjunto de tren de tracción comprende una correa (61) conductora que acopla el primer impulsor al árbol primario.
8. Conjunto de agarre según la reivindicación 1, en el que el mecanismo de activación de brazo de agarre comprende un árbol (74) montado en el carro (40) y una polea (73) de activación de brazo de agarre montado en el árbol acoplado al segundo impulsor, acoplándose un primer extremo del árbol al enlace de brazo de agarre.
9. Conjunto de agarre según la reivindicación 8, en el que la polea (73) de activación de brazo de agarre está
acoplada al segundo impulsor a través de una correa (70) de activación de brazo de agarre arrastrada alrededor de una polea conductora de brazo de agarre, una polea loca y la polea de activación de brazo de agarre.
10. Conjunto de agarre según la reivindicación 8 o la reivindicación 9, en el que el primer extremo del árbol (74) tiene una parte (76a) de tornillo roscado que se engancha con el elemento impulsor del enlace de brazo de agarre respectivo para hacer que el elemento impulsor se mueva a lo largo del árbol en respuesta a una rotación del árbol, haciendo así que el al menos un brazo de agarre se mueva entre las posiciones abierta y cerrada.
11. Conjunto de agarre según cualquiera de reivindicaciones 8 a 10, cuando dependen de la reivindicación 2,
en el que el segundo extremo del árbol (74) está acoplado al segundo brazo del par de brazos de agarre 45 opuestos a través de un enlace de brazo de agarre respectivo.
12. Conjunto de agarre según la reivindicación 11, cuando depende de la reivindicación 10, en el que el segundo extremo del árbol (74) tiene una parte (76b) de tornillo roscado, en un sentido opuesto al del primer extremo del árbol, que se engancha con el elemento impulsor del enlace de brazo de agarre respectivo para hacer que el elemento impulsor se mueva a lo largo del árbol en respuesta a una rotación del árbol, de manera que los dos elementos impulsores se mueven en direcciones opuestas, haciendo así que los dos brazos de agarre se muevan entre las posiciones abierta y cerrada.
13. Conjunto de agarre según la reivindicación 1, en el que el o cada enlace de brazo de agarre comprende dos brazos (44, 45) paralelos, cada uno de los cuales está montado en rotación en el carro (40) en un extremo y en un portador de brazo de agarre en el otro extremo, uniéndose el elemento impulsor a uno de los dos brazos para hacer que los dos brazos paralelos giren en relación con el carro en respuesta a una rotación
del mecanismo de activación de brazo de agarre.
14. Conjunto de agarre según cualquiera de las reivindicaciones anteriores, en el que los brazos (41) de agarre están unidos al carro (40) por medio de un par de placas (54) de sujeción forzadas entre sí, en uso, mediante un mecanismo de sujeción.
15. Conjunto de agarre según la reivindicación 14, en el que el mecanismo de sujeción comprende una palanca
con una leva excéntricamente montada que ejerce una presión sobre una de las placas de sujeción cuando la palanca está en una posición cerrada.
Patentes similares o relacionadas:
Envasado de chips comestibles de aperitivo, del 15 de Julio de 2020, de Frito-Lay Trading Company GmbH (100.0%): Un procedimiento para envasar chips comestibles de aperitivo , comprendiendo dicho procedimiento las siguientes etapas: a) proporcionar […]
Dispositivo y procedimiento para formar las superficies de gablete de envases con gablete oblicuo, del 3 de Junio de 2020, de SIG TECHNOLOGY AG: Dispositivo para formar las superficies de gablete de envases con gablete oblicuo, que comprende: - una instalación de transporte con celdas fijadas […]
 Dispositivo para cerrar en un solo lado mangas de envase para la fabricación de envases compuestos, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Dispositivo para cerrar en un solo lado mangas de envase (S) para la fabricación de envases compuestos, en particular envases compuestos de cartón/plástico, mediante […]
Dispositivo para cerrar en un solo lado mangas de envase para la fabricación de envases compuestos, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Dispositivo para cerrar en un solo lado mangas de envase (S) para la fabricación de envases compuestos, en particular envases compuestos de cartón/plástico, mediante […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Dispositivos para envasar bandejas, del 29 de Enero de 2020, de Scolaro, Mauro: Un dispositivo para envasar bandejas, que comprende una estación de termosellado y corte para termosellar una película en el borde […]
 Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Método para producir y llenar un recipiente de envase, del 29 de Enero de 2020, de Å&R Carton Lund AB: Un método para producir y llenar un recipiente de envase de cartón con material pulverulento en donde el método comprende las etapas […]
Dispositivo, en particular para cerrar una zona de la cabeza de un recipiente de productos alimenticios fabricado de un material laminado que tiene una zona del borde la cual está biselada y parcialmente plegada sobre sí misma, del 15 de Enero de 2020, de SIG TECHNOLOGY AG: Un dispositivo que comprende un primer elemento de fijación , un elemento de fijación adicional y un material compuesto plano plegado ; en el […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]