CIP-2021 : C21D 9/22 : para brocas; fresas; para máquinas herramientas de corte.
CIP-2021 › C › C21 › C21D › C21D 9/00 › C21D 9/22[1] › para brocas; fresas; para máquinas herramientas de corte.
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
C21D 9/22 · para brocas; fresas; para máquinas herramientas de corte.
CIP2021: Invenciones publicadas en esta sección.
Barrena para suelo y método de fabricación.
(27/05/2020). Solicitante/s: SENTEK PTY LTD. Inventor/es: TUCKER,PETER.
Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye:
conformar mediante torneado de metal un eje que presenta una superficie externa dotada de sección transversal circular que presenta un diámetro externo mayor en un extremo que en el otro extremo, existiendo una conicidad constante entre los extremos;
conformar un material en banda para que adquiera una forma helicoidal, con una pared interna de diámetro interno mayor en un extremo que en el otro extremo;
hacer pasar el material conformado helicoidalmente sobre el diámetro externo del eje hasta que una parte de la pared interna del material conformado helicoidalmente llega a hacer tope contra la superficie externa del eje ; y
fijar el material conformado helicoidalmente al eje para formar una barrena ahusada con aleta helicoidal.
PDF original: ES-2813410_T3.pdf
Acero inoxidable martensítico.
(18/03/2020) Un acero inoxidable martensítico que consiste en % en peso (% en peso):
C de 0,21 a 0,27;
Si menor o igual que 0,7;
Mn de 0,2 a 2,5;
P menor o igual que 0,03;
S menor o igual que 0,05;
Cr de 11,9 a 14,0;
Ni mayor que 0,5 a 3,0;
Mo de 0,4 a 1,5;
W menor o igual que 0,5;
N menor o igual que 0,060;
Cu menor o igual que 1,2;
Co menor o igual que 1,0;
V menor o igual que 0,06;
Nb menor o igual que 0,03;
Zr menor o igual que 0,03;
Ta menor o igual que 0,03;
Hf menor o igual que 0,03;
Al menor o igual que 0,050;
Ti menor o igual que 0,05;
y uno o más elementos de formación de aleación, tales como Ca, Mg, B, Pb y…
Herramienta de punzonado.
(15/11/2017). Solicitante/s: voestalpine Precision Strip GmbH. Inventor/es: HAAS, ANTON.
Herramienta de punzonado , en particular línea de corte , formada por una cinta de acero al menos en parte tratada térmicamente y/o bonificada térmicamente, conformada en los lados estrechos con, por un lado, una parte de corte con un canto de corte y, por otro lado, una parte de dorso con, en el corte transversal, un contorno convexo o un contorno compuesto por varias zonas convexas (21, 21') que sobresalen, caracterizada por que el contorno presenta cavidades conformadas por zonas transversalmente a la extensión longitudinal y en perpendicular a las superficies laterales sin desprendimiento de virutas mediante conformación en frío o estampación con expansión libre del material, siendo la dimensión de la expansión (B) menor que el espesor de la cinta de acero (D) y pudiéndose deformar plásticamente las zonas no deformadas (a) entre las cavidades durante una puesta en marcha de la herramienta.
PDF original: ES-2653933_T3.pdf
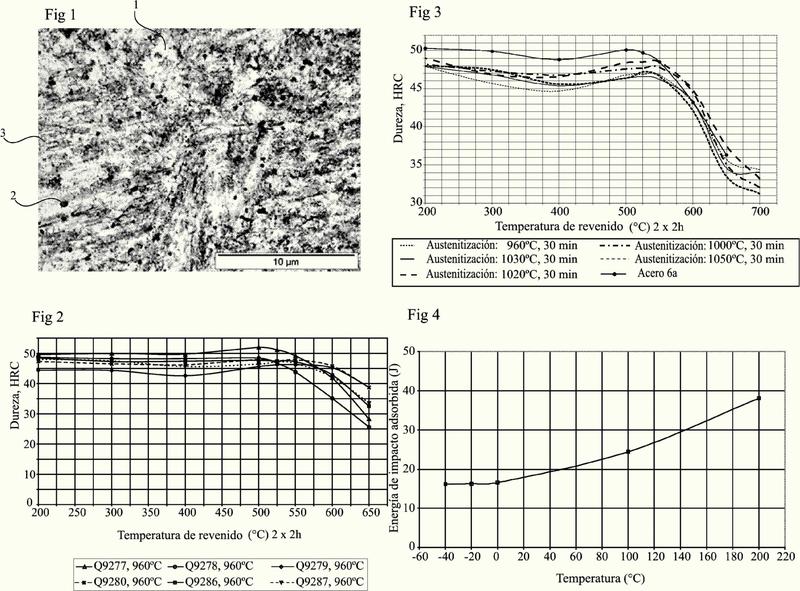
Acero, proceso para la fabricación de una pieza en bruto de acero y proceso para la fabricación de un componente del acero.
(28/12/2015). Ver ilustración. Solicitante/s: UDDEHOLMS AB. Inventor/es: GUNNARSSON, STAFFAN, MEDVEDEVA,ANNA.
Un acero con una composición química que contiene, en porcentaje en peso:
C del 0,25 al 0,5
Si del 0,1 al 1,5
Mn del 0,6 al 2,0
S 0,2 máx.
Cr del 1,5 al 4
Ni del 3,0 al 5,0
Mo del 0,7 al 1,0
V del 0,6 al 1,0
opcionalmente
REM ≤ 0,4
Ca de 5 a 75 ppm
O de 10 a 100 ppm
Al del 0,003 al 0,020
el resto hierro, e impurezas en contenidos normales.
PDF original: ES-2554994_T3.pdf
Métodos para procesar termomecánicamente acero para herramientas y herramientas hechas a partir de aceros para herramientas procesados termomecánicamente.
(22/12/2015) Un método para procesar termomecánicamente una preforma compuesta de acero para herramientas, que tiene una temperatura de inicio martensítica y una temperatura austenítica estable, teniendo la preforma una primera región que contiene austenita, incluyendo la primera región una superficie exterior y una pluralidad de dimensiones exteriores de la superficie exterior y una segunda región separada de la superficie exterior por la primera región , comprendiendo el método:
establecer al menos la primera región de la preforma de acero para herramientas a una temperatura de proceso entre la temperatura de inicio martensítica y la temperatura…
ACERO DE FACIL MECANIZACION, PARA USO EN UNA ESTRUCTURA DE MAQUINA, CON EXCELENTES CARACTERISTICAS MECANICAS.
(16/04/2006) Un acero de fácil mecanización, para uso en estructuras de máquina, que contiene, en % en masa, C: 0, 01 ~ 0, 7% Si: 0, 01~ 2, 5% Mn: 0, 1 ~ 3% S: 0, 01 ~ 0, 2% P: 0, 05% o inferior (incluido 0%) Al: 0, 1% o inferior (incluido 0%) N: 0, 002 ~ 0, 02% y Mg: 0, 0005 ~ 0, 02% opcionalmente, al menos uno de los elementos seleccionados de entre el grupo que comprende: Ti: 0, 002 ~ 0, 2% Ca: 0, 0005 ~ 0, 02% y elemento de tierras raras: 0, 0002 ~0, 2% en total, Bi: 0, 3% o inferior (incluido 0%) Cr: 0, 14% o inferior (incluido 0%) siendo el resto Fe e impurezas inevitables, en el que están presentes inclusiones de tipo sulfuro, en el que un índice de distribución F1, correspondiente a las partículas de inclusión de tipo sulfuro, definido por la ecuación siguiente, es de 0, 4 a 0, 65: F1 = X1/(A/n)1/2 en la que X1 representa un valor medio (µm) obtenido…
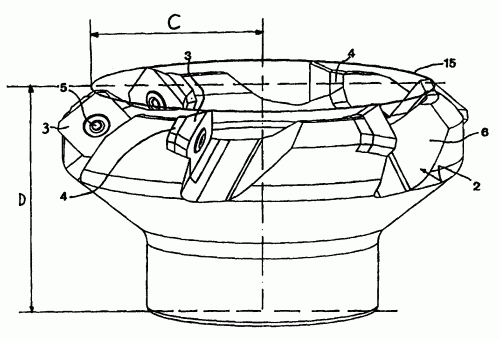
METODO DE FABRICACION DE HERRAMIENTAS DE CORTE.
(01/04/2003). Ver ilustración. Solicitante/s: SANDVIK AKTIEBOLAG. Inventor/es: PANTZAR, GORAN.
DE ACUERDO CON EL ESTADO DE LA TECNICA PREVIO, LAS HERRAMIENTAS DE CORTE ROTATIVAS, COMO LOS SISTEMAS DE FRESA, SE FABRICABAN CONFORMANDOLOS PRIMERAMENTE MEDIANTE MAQUINADO DE CORTE Y ENDURECIENDOLOS A CONTINUACION, TOTAL O PARCIALMENTE. CUANDO SE LLEVA A CABO EL ENDURECIMIENTO, APARECEN PEQUEÑAS DISLOCACIONES EN EL MATERIAL, LO CUAL PRODUCE POR EJEMPLO UN DESPLAZAMIENTO AXIAL ENTRE LAS POSICIONES DE LAS PIEZAS DE INSERCION EN UN SISTEMA DE FRESA. ENDURECIENDO TRAS LA CONFORMACION DE LA HERRAMIENTA, EN LA FORMA DESCRITA EN LA INVENCION, LAS TOLERANCIAS SE HAN REDUCIDO CONSIDERABLEMENTE.
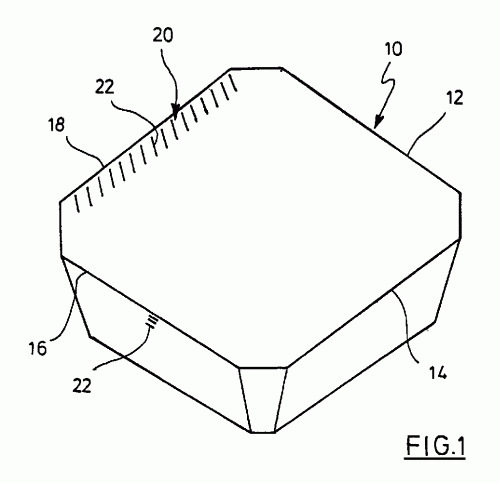
PROCEDIMIENTO PARA INFLUIR SOBRE EL COMPORTAMIENTO DEL FLUJO DE LAS VIRUTAS EN LAS SUPERFICIES DE LAS HERRAMIENTAS.
(01/11/2000). Ver ilustración. Solicitante/s: WILHELM FETTE GMBH. Inventor/es: KOLKER, WERNER, DR.
LA INVENCION SE REFIERE A UN METODO PARA MODIFICAR EL COMPORTAMIENTO DE ARRANQUE DE VIRUTAS DE SUPERFICIES DE HERRAMIENTAS EN LA ZONA DE LOS FILOS DE CORTE EN EL CASO DE HERRAMIENTAS DE ARRANQUE DE VIRUTAS CON UN FILO GEOMETRICAMENTE DETERMINADO MEDIANTE LA IRRADIACION POR LASER DE LA SUPERFICIE DE LA HERRAMIENTA. CON LA AYUDA DE LOS RAYOS LASER SE PRODUCE AL MENOS EN LAS SUPERFICIES DE DESPRENDIMIENTO QUE SE ENCUENTRAN A CORTA DISTANCIA DEL FILO DE CORTE UN DIBUJO GEOMETRICO QUE MODIFICA LA ESTRUCTURA DE LA SUPERFICIE.
(01/08/1996). Solicitante/s: IPSEN INDUSTRIES INTERNATIONAL GESELLSCHAFT MIT BESCHRANKTER HAFTUNG. Inventor/es: CROKER, MICHAEL NORMAN, ELLIS, MICHAEL GEORGE.
UN HORNO DE VACIO CALENTADO POR ELECTRICIDAD TIENE VARIOS ELEMENTOS CALENTADORES DISTRIBUIDOS EN UNA RED QUE SE EXTIENDE DENTRO DEL HORNO. ESTO PERMITE UN CONTROL PRECISO DE LA APLICACION DE ENERGIA DE CALOR RADIANTE DESDE LOS ELEMENTOS DE LA RED A LOS ARTICULOS QUE SE ENCUENTREN DENTRO DEL HORNO. LOS ELEMENTOS SE COLOCAN PREFERIBLEMENTE SEPARADOS A TRAVES DEL ANCHO DEL HORNO.
HORNOS PARA TRATAMIENTOS TERMICOS PARCIALES DE PIEZAS HERRAMIENTAS.
(01/02/1995). Solicitante/s: IPSEN INDUSTRIES INTERNATIONAL GESELLSCHAFT MIT BESCHRANKTER HAFTUNG. Inventor/es: EDENHOFER, BERND, DR., WOLFGANG, PETER, DIPL.-ING.
EL INVENTO SE REFIERE A UN HORNO, QUE SE UTILIZA PARA EL TRATAMIENTO TERMICO PARCIAL DE PIEZAS HERRAMIENTAS . SE CONFORMA COMO UNA BROCA ESPIRAL Y POSEE UNA PRIMERA ZONA DISPUESTA EN LA CAMARA DE CALENTAMIENTO Y SE CARACTERIZA PORQUE SE DISPONE FUERA DE LA CAMARA DE CALENTAMIENTO UNA SEGUNDA ZONA PARA LA CARGA Y DESCARGA Y PARA EL ENFRIAMIENTO DE LA PIEZA HERRAMIENTA; ENTRE AMBAS ZONAS SE DISPONE UN MECANISMO DE TRANSPORTE PARA LA CARGA ; SE TRATA LA PIEZA HERRAMIENTA EN HUMOS A VACIO DE UNA SOLA O VARIAS CAMARAS Y LA CAMARA DE CALENTAMIENTO SE ENCUENTRA A LA TEMPERATURA DE TRABAJO Y SE REALIZA LA TRANSMISION DE CALOR A TRAVES DE LA RADIACION TERMICA EN CONDICIONES DE VACIO CUANDO LA CARGA ALCANZA LA POSICION FINAL SITUADA DENTRO DE LA CAMARA DE CALENTAMIENTO.
"HORNO PARA EL TRATAMIENTO TERMICO DE BROCAS Y HERRAMIENTAS ANALOGAS".
(01/02/1983). Solicitante/s: IPSEN INDUSTRIES INTERNATIONAL GMBH.
HORNO PARA EL TRATAMIENTO TERMICO DE HERRAMIENTAS CON ZONA DE SUJECION. SE COMPONE DE UNA CAMARA DE CARGA ; UNA CAMARA DE TRATAMIENTO CON CUATRO BLOQUES DE HERRAMIENTAS QUE SE DESPLAZAN DE MODO AUTOMATICO Y SON MANTENIDOS A UN NIVEL DE TEMPERATURA ESENCIALMENTE CONSTANTE; UNA CAMARA DE ENFRIAMIENTO BRUSCO POR MEDIO DE UN SOPLADOR REFRIGERADOR DE GAS INERTE; Y FINALMENTE, UN TREN DE RODILLOS.
{kind=link}
{kind=link}
{kind=link}