SOPORTE DE HERRAMIENTAS Y MÉTODO DE FORMACIÓN INCREMENTAL DE LÁMINAS UTILIZANDO EL MISMO.
Soporte (10) de herramientas que comprende un primer dispositivo sensor (18) para detectar una fuerza axial y un segundo dispositivo sensor (20) para detectar una fuerza lateral,
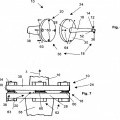
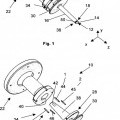
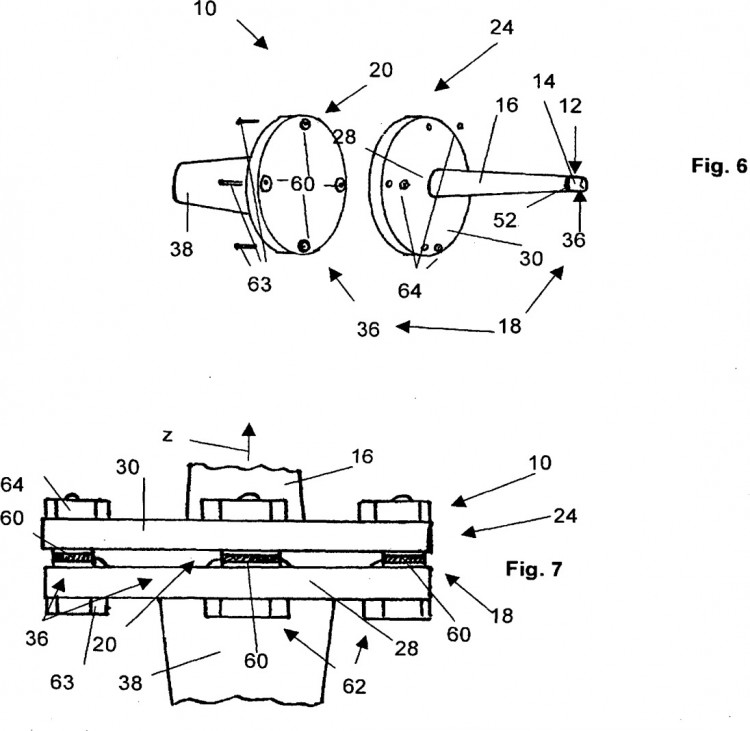
caracterizado porque el segundo dispositivo sensor (20) incluye una parte (32) de deflexión intercalada entre un primer (28) y un segundo (30) elementos lateralmente salientes que tienen una rigidez lateral más alta que la parte (32) de deflexión, y porque el segundo dispositivo sensor (20) incluye además al menos un sensor (44 - 47) de desplazamiento para detectar un cambio en la distancia entre una parte lateralmente saliente del primer elemento lateralmente saliente (28) y una correspondiente parte lateralmente saliente del segundo elemento radialmente saliente (30)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07118993.
Solicitante: EADS DEUTSCHLAND GMBH
FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.
Nacionalidad solicitante: Alemania.
Dirección: WILLY-MESSERSCHMITT-STRASSE 85521 OTTOBRUNN ALEMANIA.
Inventor/es: BRUNNER,BERNHARD, Merk,Johannes, Biehl,Saskia, Zettler,Joachim.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Octubre de 2007.
Clasificación Internacional de Patentes:
- B21D22/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › utilizando herramientas guiadas para producir el perfil deseado.
- B23Q17/09 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
Clasificación PCT:
- B21D22/18 B21D 22/00 […] › utilizando herramientas guiadas para producir el perfil deseado.
- B23Q17/09 B23Q 17/00 […] › para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356936_T3.pdf
Fragmento de la descripción:
La invención está relacionada con un soporte de herramientas que comprende un primer dispositivo sensor para detectar una fuerza axial. Además, la invención está relacionada con un método de formación incremental de láminas, utilizando tal soporte de herramientas.
La formación incremental de láminas (o ISF) es una técnica de formación de metales laminares donde se forma 5 una lámina en la pieza de trabajo final, mediante una serie de pequeñas deformaciones incrementales. En la mayoría de las aplicaciones, el metal laminar se forma mediante una herramienta con punta redondeada. Tales herramientas tienen típicamente un diámetro de 5 a 20 mm. Se puede unir una herramienta a una máquina CNC un brazo robótico o cualquier maquinaria similar por medio de un soporte de herramientas adecuado. La maquinaria desplaza la herramienta anexa de forma tal que se adentra en la lámina en una pequeña distancia, por ejemplo de alrededor de 1 10 mm, y después sigue el contorno de la pieza deseada. La herramienta sigue adentrándose después y dibuja el contorno siguiente de la pieza en la lámina y continúa haciéndolo hasta que se forma la pieza completa.
Se pueden encontrar explicaciones detalladas de métodos actuales de formación incremental de láminas en el artículo de J. Allwood, K. Jackson: “Introducción a la formación incremental de láminas” en Cambridge, Instituto para la fabricación, Universidad de Cambridge, artículos del taller CMI sobre láminas intercaladas, 21 de Junio de 2005, y en la 15 presentación de K. Jackson Formación incremental de láminas, presentación en Power Point de 01 de Diciembre de 2005. Ambas presentaciones estuvieron disponibles en Internet durante Septiembre de 2007 y muestran la máquina Cambridge para la formación incremental de láminas. En esta máquina, el vector de fuerza total de la herramienta se mide montando la pieza de trabajo sobre seis células dinamométricas de 10 kN para evitar momentos dinamométricos o sobrelimitaciones. 20
Otras explicaciones del Formación Incremental de Láminas están descritas en el documento WO 2006/110962 A1.
En el campo del trabajo con metales, se conoce cómo equipar soportes de herramientas con sensores.
El documento US 4 890 360 A divulga un soporte de herramientas para supervisar el tiempo de servicio de una herramienta sujeta a en soporte de herramientas. Se dispone un sensor y un circuito eléctrico para determinar si se 25 ejecuta o no la operación de mecanizado de la herramienta. El sensor es un sensor de aceleración para detectar la aceleración a lo largo de una dirección normal R (fuerza centrífuga).
El documento US 4 671 147 A divulga un soporte de herramienta instrumental en el que hay incrustado un sensor de fuerza en una inserción de corte.
Por el documento JP 620 546 52 AA, se conoce un soporte de herramientas que tenga un sensor de fuerza axial 30 que permite la medición de una fuerza axial que opera sobre una herramienta directamente desde un lado de la herramienta.
El documento DE 29 068 92 A1 divulga una herramienta que ha de utilizarse con un soporte de herramientas. Hay unido un sensor a una superficie final de la herramienta para medir fuerzas reales. Hay unidos otros sensores a superficies laterales de la herramienta para medir fuerzas radiales. Así, el documento DE 29 068 92 A1 divulga una 35 herramienta que comprende un primer dispositivo sensor para detectar una fuerza real y un segundo dispositivo sensor para detectar una fuerza lateral.
El documento US 3 602 090 A divulga un sistema de control de una máquina fresadora y un sensor de fuerza de la fresadora en la misma. La máquina fresadora tiene un soporte de herramientas en forma de husillo. Hay dispuesta una pluralidad de transductores alrededor de la periferia de una parte del husillo de la máquina para la medición de una 40 deflexión lateral del husillo para medir fuerzas laterales. Se disponen transductores adicionales para la medición de distancias reales relativas a la extensión del diámetro grande del husillo para medir una fuerza real. Por tanto, el documento US 3 602 090 divulga un soporte de herramientas y un primer dispositivo sensor para detectar una fuerza real, así como un segundo dispositivo sensor para detectar una fuerza lateral, de acuerdo con el preámbulo de la reivindicación 1. 45
El objeto de la presente invención es proporcionar un soporte de herramientas, especialmente para sujetar herramientas en los procesos de formación incremental de láminas, pero utilizables generalmente también en otros procesos de trabajo con metales y también en robótica, donde el soporte de herramientas permite la medición de fuerzas de trabajo de tal manera que cualquier carga o extralimitación en la herramienta o la pieza de trabajo puede ser medida de una manera sencilla y universal, de manera que se puedan controlar diferentes procesos de trabajo con 50 metales y por tanto se puedan optimizar.
Para conseguir tal objeto, la invención proporciona un soporte de herramientas que tiene las características de la reivindicación 1 adjunta.
Un método de formación incremental de láminas que utiliza tal soporte de herramientas es objeto de otra reivindicación independiente. 55
Ventajosos modos de realización de la invención forman la materia objeto de las reivindicaciones dependientes.
La invención proporciona un soporte de herramientas que comprende un primer dispositivo sensor para detectar una fuerza axial y además un segundo dispositivo sensor para detectar al menos una fuerza lateral.
Por tanto, las fuerzas de trabajo pueden ser medidas en una dirección principal de trabajo. Especialmente, las fuerzas en la dirección del eje principal de la herramienta (por ejemplo, el eje z) pueden ser medidas por el primer 5 dispositivo sensor. De acuerdo con la invención, se proporciona también un segundo dispositivo sensor para medir fuerzas laterales.
En tiempos recientes, los investigadores del Fraunhofer Institute para la Ingeniería de Superficies y Películas Delgadas IST, de Braunschweig, han desarrollado un sensor que puede supervisar continuamente fuerzas axiales sobre la herramienta de trabajo con metales. Por ejemplo, el sensor está formado principalmente por una capa de carbono que 10 se aplica sobre un disco metálico delgado. Si la presión de tal recubrimiento de carbono aumenta, su resistencia eléctrica se desvanece. Especialmente, se puede fabricar una fina capa de un carbono similar al diamante con una alta resistencia al desgaste y una alta dureza. A diferencia de los muy conocidos medidores de esfuerzos y sensores piezoresistivos comunes, que detectan una deformación del substrato base, este nuevo sensor se puede utilizar en una configuración completamente rígida sin ninguna unión elástica. Las películas de sensores se pueden fabricar 15 directamente sobre partes relevantes de carga de un accionamiento y permiten por tanto sistemas de adaptación electrónica auto-orientable.
Consecuentemente, es preferible utilizar capas piezo-resistivas dentro del primer dispositivo sensor, para detectar la fuerza axial. Tal capa piezo-resistiva se hace preferiblemente a partir de una película de carbono amorfo similar al diamante. Tales películas de carbono son muy conocidas por sus excelentes propiedades tribológicas. 20 Especialmente, las películas de carbono amorfo nano-estructuradas muestran un impresionante efecto piezo-resistivo que puede ser utilizado para la medición de cargas. Así, se puede conseguir una alta rigidez del sistema y una medición directa dentro del flujo de fuerzas entre la máquina y la punta de la herramienta. Los sensores de fuerza prefabricados que están equipados con tales películas y que pueden ser utilizados para establecer el primer dispositivo sensor, están disponible en el Fraunhofer Institute IST bajo el nombre comercial “DialForce®”. 25
Otros detalles y características de las películas de carbono similar al diamante que pueden ser utilizadas para formar los elementos sensores del primer dispositivo sensor, están divulgados en los documentos DE 10253178 B4 y EP 1057586 B1. Una gran ventaja de tal sensor es que la fuerza se puede medir en un entorno rígido y con un desplazamiento cercano a cero de la punta de la carga en dirección axial. Por tanto, la posición de la punta de la herramienta permanece bien definida, lo cual es una gran ventaja en procesos de trabajo con metales controlados por 30 ordenador, tales como el ISF y la robótica. Más aún, se pueden transferir también cargas... [Seguir leyendo]
Reivindicaciones:
1. Soporte (10) de herramientas que comprende un primer dispositivo sensor (18) para detectar una fuerza axial y un segundo dispositivo sensor (20) para detectar una fuerza lateral,
caracterizado porque el segundo dispositivo sensor (20) incluye una parte (32) de deflexión intercalada entre un primer (28) y un segundo (30) elementos lateralmente salientes que tienen una rigidez lateral más alta que la parte (32) de 5 deflexión, y porque el segundo dispositivo sensor (20) incluye además al menos un sensor (44 - 47) de desplazamiento para detectar un cambio en la distancia entre una parte lateralmente saliente del primer elemento lateralmente saliente (28) y una correspondiente parte lateralmente saliente del segundo elemento radialmente saliente (30).
2. Soporte de herramientas, según la reivindicación 1, 10
caracterizado porque el primer dispositivo sensor (18) incluye una capa piezo-resistiva (50) que se extiende en un plano que cruza la dirección axial, para medir la fuerza axial.
3. Soporte de herramientas, según la reivindicación 2,
caracterizado porque la capa piezo-resistiva (50) comprende una película de carbono amorfo en forma de diamante.
4. Soporte de herramientas, según cualquiera de las reivindicaciones precedentes, 15
caracterizado porque el segundo dispositivo sensor (20) está adaptado para detectar una desviación mecánica o deflexión del soporte (10) de la herramienta y/o de la herramienta en dirección lateral.
5. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
caracterizado porque al menos una parte intermedia (24) del mismo tiene una rigidez axial en la dirección axial (z), que es esencialmente más alta que su rigidez lateral en cualquiera de sus direcciones laterales (x, y). 20
6. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
caracterizado porque al menos uno de los primero y segundo elementos lateralmente salientes (28, 30) es un elemento de disco o un elemento de placa.
7. Soporte de herramientas según la reivindicación 6,
caracterizado porque dichos primero y segundo elementos lateralmente salientes están diseñados como placas (28, 25 30) dispuestas mutuamente en paralelo y, en un estado sin carga, perpendicularmente a la dirección axial.
8. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
caracterizado porque dicha parte de deflexión incluye una barra (32) que se extiende en dirección axial (z) y tiene una rigidez y/o un diámetro significativamente reducidos, en comparación con las restantes piezas o partes del soporte (10) de herramientas. 30
9. Soporte de herramientas según la reivindicación 8,
caracterizado porque dicha barra (32) interconecta dichos primer y segundo elementos lateralmente salientes (28, 30), de manera que están espaciados entre sí.
10. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
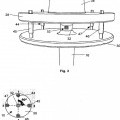
caracterizado porque el segundo dispositivo sensor (20) incluye al menos tres sensores (44 - 47) de desplazamiento 35 circunferencialmente espaciados entre sí, para detectar cambios en las distancias entre las partes radialmente salientes del primer y segundo elementos radialmente salientes (28, 30) en al menos tres puntos diferentes circunferencialmente espaciados entre sí.
11. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
caracterizado porque dicho al menos un sensor de desplazamiento incluye un sensor (44 - 47) de campo giratorio, 40
un medidor de esfuerzos,
un sensor capacitivo de distancia,
un sensor inductivo de distancia, y/o
un sensor óptico de distancia o desplazamiento.
12. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
caracterizado porque el segundo dispositivo sensor (20) incluye además una pluralidad de sensores (60) de fuerza, para detectar, cada uno de ellos, una fuerza de empuje o de tiro entre una parte lateralmente saliente del primer elemento lateralmente saliente (28) y una correspondiente parte lateralmente saliente del segundo elemento lateralmente saliente (30). 5
13. Soporte de herramientas según la reivindicación 12,
caracterizado porque dicha pluralidad de sensores (1 - 4) de fuerza incluye al menos tres zonas separadas circunferencialmente de capas piezo-resistivas (60).
14. Soporte de herramientas según cualquiera de las reivindicaciones precedentes,
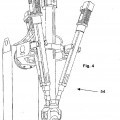
caracterizado porque comprende una parte (22) de conexión bridada para conectar el soporte (10) de herramientas 10 con una maquinaria (54), donde la parte (22) de conexión bridada incluye una brida que tiene una pluralidad de orificios pasantes circunferencialmente espaciados entre sí.
15. Método de formación incremental de láminas, caracterizado por el uso de un soporte (10) para herramientas, de acuerdo con cualquiera de las reivindicaciones precedentes, para medir fuerzas de trabajo y controlar los pasos de formación incremental de láminas, como respuesta a las fuerzas de trabajo medidas. 15
Patentes similares o relacionadas:
Procedimiento y dispositivo para la laminación por presión, del 15 de Abril de 2020, de Leifeld Metal Spinning AG: Procedimiento para laminación por presión, en particular de la rueda de un vehículo, en el que una pieza de trabajo se pone en rotación alrededor de un eje de […]
Dispositivo de fabricación de llantas de vehículo de motor de metal ligero, del 5 de Noviembre de 2019, de SSB-Maschinenbau GmbH: Se pone a disposición un dispositivo de fabricación de llantas de metal ligero de vehículo de motor a partir de un dispositivo de conformación por estirado […]
Procedimiento para transformar un material en bruto fundamentalmente de superficie plana en un cuerpo conquiforme y su uso, del 17 de Enero de 2018, de MT AEROSPACE AG: Procedimiento para transformar un material en bruto fundamentalmente de superficie plana en un cuerpo conquiforme , que comprende los siguientes pasos: […]
Dispositivo utilizado para la fabricación de tubos por repulsado, del 11 de Mayo de 2016, de Kim, We Sik: Dispositivo utilizado para el repulsado de un tubo, que está previsto para trabajar y conformar el extremo frontal de una circunferencia de […]
 Procedimiento para la conformación de al menos una pieza en bruto sustancialmente plana formando un cuerpo de cascarón y el uso de este, del 30 de Noviembre de 2015, de MT AEROSPACE AG: Procedimiento para la conformación de al menos una pieza en bruto sustancialmente plana formando un cuerpo de cascarón , que comprende los siguientes […]
Procedimiento para la conformación de al menos una pieza en bruto sustancialmente plana formando un cuerpo de cascarón y el uso de este, del 30 de Noviembre de 2015, de MT AEROSPACE AG: Procedimiento para la conformación de al menos una pieza en bruto sustancialmente plana formando un cuerpo de cascarón , que comprende los siguientes […]
 METODO DE FORMACION-GIRO Y APARATO DE FORMACION-GIRO, del 5 de Mayo de 2010, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un método de formación-giro para desviar un tubo de material en un ángulo predeterminado, comprendiendo: tubo del material giratorio y una herramienta de formación […]
METODO DE FORMACION-GIRO Y APARATO DE FORMACION-GIRO, del 5 de Mayo de 2010, de TOYOTA JIDOSHA KABUSHIKI KAISHA: Un método de formación-giro para desviar un tubo de material en un ángulo predeterminado, comprendiendo: tubo del material giratorio y una herramienta de formación […]
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA PIEZA PREFORMADA., del 16 de Mayo de 2007, de FELDBINDER & BECKMANN FAHRZEUGBAU GMBH: Procedimiento para el embutido al torno de una pieza en bruto de aluminio para obtener una pieza preformada abombada, concretamente un fondo de recipiente, en el […]
 PROCEDIMIENTO Y APARATO PARA CONFORMAR EN POR LO MENOS DOS ETAPAS METAL EN LAMINAS SIN MATRIZ CON CONTROL NUMERICO, del 1 de Febrero de 2009, de AMINO CORPORATION: Procedimiento de conformación de un metal en láminas empujando un punzón conformador que presenta un perfil deseado a conformar en una dirección […]
PROCEDIMIENTO Y APARATO PARA CONFORMAR EN POR LO MENOS DOS ETAPAS METAL EN LAMINAS SIN MATRIZ CON CONTROL NUMERICO, del 1 de Febrero de 2009, de AMINO CORPORATION: Procedimiento de conformación de un metal en láminas empujando un punzón conformador que presenta un perfil deseado a conformar en una dirección […]