SISTEMA DE CONTROL DE PRESION PARA LA CONFORMACION A ALTA PRESION INTERNA.
Sistema de control de presión para la conformación a alta presión interna de una pieza estructural (37) en un útil de conformación (28) que presenta una estampa inferior (26) y una estampa superior (27),
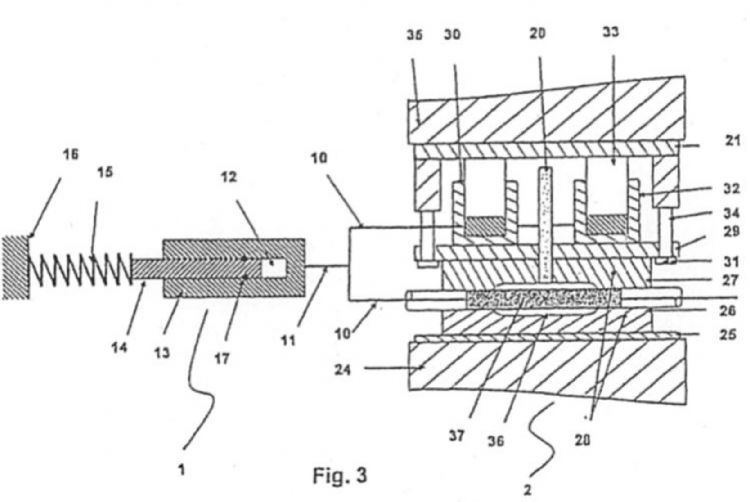
en el que la estampa superior (27) puede ser acoplada con movilidad relativa limitada al macho (35) de una prensa mecánica (2) ligada a un recorrido a través de al menos una unidad de pistón-cilindro (30) que contiene un fluido hidráulico, y el espacio del cilindro de la unidad de pistón-cilindro (30) puede ser unido en forma conductora de fluido con el espacio interior de la pieza estructural (37). El dispositivo comprende según la invención una unidad de pistón-cilindro-muelle (1) para controlar la prensa (2) ligada a un recorrido. La duración de la presión es incrementada por una cámara (12) de alta presión en el sistema de control de la unidad de pistón-cilindro-muelle (1). Por tanto, aparte de la conformación a alta presión interna, se hace posible una operación de fabricación adicional durante la carrera de la prensa. La limitación de la presión es regulada por la cámara (12) de alta presión de la unidad de pistón-cilindro-muelle (1)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200603067.
Solicitante: BENTELER AUTOMOBILITECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: RESIDENZSTRASSE 1,PADERBORN 33104.
Inventor/es: GARCIA GOMEZ,RAFAEL.
Fecha de Solicitud: 30 de Noviembre de 2006.
Fecha de Publicación: .
Fecha de Concesión: 12 de Abril de 2010.
Clasificación Internacional de Patentes:
- B21D26/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas. › aplicando una presión mediante un fluido.
Clasificación PCT:
- B21D26/02 B21D 26/00 […] › aplicando una presión mediante un fluido.
Fragmento de la descripción:
Sistema de control de presión para la conformación a alta presión interna.
Se describe un dispositivo para la conformación hidráulica a alta presión interna de una pieza estructural en un útil de conformación que presenta una estampa inferior y una estampa superior, en el cual la estampa superior puede ser acoplada con movilidad relativa limitada al macho de una prensa ligada a un recorrido a través de al menos una unidad de pistón-cilindro que contiene un fluido hidráulico, y el espacio del cilindro de la unidad de pistón-cilindro puede ser unido en forma conductora de fluido con el espacio interior de la pieza estructural.
Para la conformación hidráulica de una pieza estructural es conocido colocar dicha pieza en un útil de conformación inicialmente abierto constituido por una estampa superior y una estampa inferior, llenar ésta con un medio operativo líquido y sellar los extremos de la pieza estructural por medio de mandriles de sellado. Después del cierre del útil de conformación se establece en la pieza estructural una presión hidráulica para deformar dicha pieza estructural de manera correspondiente a los contornos prefijados en el útil de conformación.
Se parte en este caso de una prensa hidráulica de mantenimiento en estado cerrado que está diseñada en cuanto a su sistema de control de modo que mantenga cerrado al útil de conformación a lo largo de un tiempo prolongado durante el proceso de hidroformación. El tiempo de retención está en el intervalo de 5 a 10 segundos, por ejemplo para componentes de un tren de rodadura, tales como largueros y puentes transversales. Resultan entonces de esto unos tiempos de ciclo en el intervalo de 30 a 40 segundos para fabricar cada pieza terminada, incluyendo el transporte de alimentación de la pieza estructural a conformar al útil de conformación y el transporte de evacuación de la pieza estructural conformada desde el útil de conformación.
El documento DE 199 57 888 C2 describe una combinación de un útil de conformación con estampas superior e inferior para la conformación hidráulica a alta presión interna con una prensa mecánica ligada a un recorrido. La estampa superior puede ser acoplada con movilidad relativa limitada a un macho de prensa a través de una unidad de pistón-cilindro que contiene un fluido hidráulico. El espacio del cilindro de la unidad de pistón-cilindro puede ser unido en forma conductora de fluido con el espacio interior de la pieza estructural que se ha de conformar. Este sistema regula la presión por vía electrónica e hidráulica a través de aparatos de control, válvulas, bombas hidráulicas, cilindros hidráulicos y sensores. A causa de los muchos componentes eléctricos e hidráulicos, el sistema es demasiado lento en su utilización en serie para la hidroformación bajo prensado mecánico. En un proceso de fabricación adicional que sigue a la hidroformación se realizan operaciones de fabricación adicionales en las piezas estructurales a conformar, tales como agujereado, troquelado o corte.
Por este motivo, la invención, partiendo del estado de la técnica, se basa en el problema de que se ha de evitar la utilización de sistemas complejos, tales como controladores electrónicos, bombas hidráulicas, bombas de aceite, válvulas eléctricas o reductores de presión, durante la conformación a alta presión interna en una prensa mecánica y de que ha de resultar posible una operación de fabricación adicional en la prensa.
La solución de este problema consiste según la invención en un sistema de control de presión de acuerdo con la reivindicación 1, según la cual dicho sistema de control de presión consiste en una unidad de pistón-cilindro-muelle. El circuito de alta presión se mantiene cerrado durante y después de la conformación a alta presión interna hasta más allá del punto muerto inferior de la prensa. Se incrementa así la duración de la presión y con ello se hace posible una operación de fabricación adicional durante la carrera de la prensa. Por tanto, la prensa está provista, según la invención, de un dispositivo adicional para operaciones de fabricación adicionales.
Para garantizar durante la conformación una adaptación completa de una pieza estructural a la cavidad de conformación, la unidad de pistón-cilindro se diseña de modo que el volumen desalojado por ella sea mayor que el que sería necesario para la conformación. Este volumen sobrante es absorbido por una cámara de alta presión de la unidad de pistón-cilindro-muelle. La cámara de alta presión de la unidad de pistón-cilindro-muelle y el útil de conformación están unidos a través de un conducto. La cámara de alta presión está constituida por un cilindro, un pistón y una junta. El muelle dispuesto en el lado de alta presión de la cámara de alta presión hace que se evacue el volumen desalojado por la unidad de pistón-cilindro únicamente al alcanzarse una presión interna determinada en la pieza estructural o en la cavidad de conformación. Esta presión determinada corresponde a la presión que es necesaria para llenar completamente la cavidad de conformación por medio de la pieza estructural o para adaptar los tubos o pletinas a los contornos de la cavidad de conformación. La fuerza ejercida por la presión sobre el pistón es aguantada por medio de un muelle y un apoyo de éste. Esta contrafuerza impide la caída de presión y genera la meseta de presión B1-B2. En la meseta de presión B1-B2 resultan posibles operaciones de fabricación tales como agujereado, ensamble o corte. Esta solución es ventajosa a causa de las muy altas presiones en el intervalo de 600 bares a 3.000 bares que se presentan durante la hidroformación, ya que para esta aplicación no es posible una limitación directa de la presión por medio de limitadores de presión usuales en el mercado. La limitación de la presión es regulada por la cámara de alta presión de la unidad de pistón-cilindro-muelle. El volumen de fluido sobrante durante la conformación a alta presión interna es absorbido por la cámara de alta presión, con lo que se incrementa insignificantemente la presión.
Debido a la meseta de presión generada B1-B2 se pueden realizar operaciones de fabricación durante o después de la hidroformación. Se realizan operaciones de fabricación sin fuentes de energía externas durante o después de la conclusión de la conformación a alta presión interna hasta poco después de que se alcance el punto muerto inferior UT de la carrera de la prensa. Con fuentes de energía externas se pueden ejecutar operaciones de fabricación adicionales después del punto muerto inferior UT hasta más allá del punto de caída de presión C2 de la meseta de presión.
Durante la hidroconformación simultánea con una operación de fabricación adicional el macho de la prensa se encuentra algunos milímetros delante del punto muerto inferior UT, moviéndose adicionalmente dicho macho de la prensa en dirección al punto muerto inferior UT y accionando mecánica o hidráulicamente al dispositivo para el troquelado de agujeros, el tallado de roscas o el corte. Cuando se ha sobrepasado el punto muerto inferior UT, el dispositivo para la operación de fabricación adicional ha ejecutado esta operación de fabricación adicional, tal como agujereado, troquelado o tallado de roscas, y a continuación el macho de la prensa se desplaza en dirección al punto muerto superior OT, siendo recorrido sin retardo de tiempo este punto muerto superior OT. Se reduce la presión y la prensa abre el útil de hidroformación. Están concluidas la hidroconformación y la operación de fabricación.
Se describe seguidamente la invención con más detalle haciendo referencia a ejemplos de ejecución representados en los dibujos. Muestran:
La figura 1, una prensa mecánica 2 para la conformación a alta presión interna, en sección longitudinal vertical,
La figura 2, una unidad de control según la invención, representada también en sección longitudinal vertical, constituida por un pistón 14, un cilindro 13 y un muelle 15,
La figura 3, la prensa mecánica para la conformación a alta presión interna de la figura 1 en unión de la unidad de control de la figura 2, en sección longitudinal vertical, y
La figura 4, una representación de una curva de movimiento de la prensa según la invención con indicación de la evolución de la presión.
Con ayuda de la figura 1 se representa una prensa 2 con un útil de conformación 28 constituido por una estampa inferior 26 y una estampa superior 27. La estampa inferior 26 está fijada de forma soltable sobre una bancada 24 de una prensa mecánica...
Reivindicaciones:
1. Dispositivo para la conformación hidráulica a alta presión interna de una pieza estructural (37) en un útil de conformación (28) que presenta una estampa inferior (26) y una estampa superior (27), en el que la estampa superior (27) puede ser acoplada con movilidad relativa limitada al macho (35) de una prensa mecánica (2) ligada a un recorrido a través de al menos una unidad de pistón-cilindro (30) que contiene un fluido hidráulico, y el espacio del cilindro de la unidad de pistón-cilindro (30) puede ser unido en forma conductora de fluido con el espacio interior de la pieza estructural (37), caracterizado porque la prensa (2) dispone de un sistema de control de presión y de un sistema de regulación de presión constituido por al menos una unidad de pistón-cilindro-muelle (1), y porque la prensa (2) está provista de un dispositivo suplementario (20) para operaciones de fabricación adicionales.
2. Dispositivo para la conformación hidráulica a alta presión interna según la reivindicación 1, caracterizado porque una cámara (12) de alta presión de la unidad de pistón-cilindro-muelle (1) puede ser unida en forma conductora de fluido con un espacio del cilindro de la unidad de pistón-cilindro (30) y con el espacio interior de la pieza estructural (37).
3. Dispositivo para la conformación hidráulica a alta presión interna según una de las reivindicaciones 1 y 2, caracterizado porque la cámara (12) de alta presión de la unidad de pistón-cilindro-muelle almacena a alta presión un fluido de aplicación de alta presión y un circuito cerrado de alta presión aumenta la duración de la presión y genera así una meseta B1-B2 de alta presión.
4. Dispositivo para la conformación hidráulica a alta presión interna según una de las reivindicaciones 1 a 3, caracterizado porque la operación de fabricación adicional puede ser ejecutada por medio del dispositivo suplementario (20).
5. Dispositivo para la conformación hidráulica a alta presión interna según una de las reivindicaciones 1 a 4, caracterizado porque la operación de fabricación adicional puede ser ejecutada sin una fuente de energía externa hasta un poco después de un punto muerto inferior UT de la prensa (2).
6. Dispositivo para la conformación hidráulica a alta presión interna según una de las reivindicaciones 1 a 4, caracterizado porque la operación de fabricación adicional puede ser ejecutada por una fuente de energía externa después del punto muerto inferior UT de la prensa (2) hasta más allá de un punto C2 de caída de la presión de la operación de conformación a alta presión interna.
7. Dispositivo para la conformación hidráulica a alta presión interna según una de las reivindicaciones 1 a 6, caracterizado porque el dispositivo suplementario (20) está previsto para una operación de fabricación tal como agujereado, troquelado, corte, ensamble o tallado de roscas.
Patentes similares o relacionadas:
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN, del 3 de Octubre de 2017, de METRONICS TECHNOLOGIES, S.L: Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de: - emplear al menos dos cuerpos […]
Procedimiento y dispositivo para la fabricación de una pieza conformada de chapa con un dispositivo de corte por rayo y un dispositivo de conformación, del 20 de Abril de 2016, de SCHULER AUTOMATION GMBH & CO. KG: Procedimiento para la fabricación de una pieza conformada de chapa , caracterizado por los siguientes pasos: la alimentación continua de una cinta […]
 Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Métodos de conformar bajo presión recipientes metálicos y similares a partir de preformas que tienen gradiente de espesor de pared, del 9 de Julio de 2014, de NOVELIS, INC.: Un método para conformar un recipiente metálico de forma y dimensiones laterales definidas, que comprende las etapas de
(a) disponer una preforma metálica […]
Método para producir un tubo curvado que comprende al menos una curvatura deseada, un dispositivo apropiado para poner en práctica dicho método, del 30 de Abril de 2014, de Kiss Engineering B.V: Un metodo para producir un tubo curvado que comprende al menos una curvatura deseada, en el que un tubo sustancialmente recto (10, 11, […]
Procedimiento para crear una abertura en un elemento de cuerpo hueco y equipo para llevar a cabo el procedimiento, del 15 de Enero de 2014, de GI.DI. MECCANICA S.P.A.: Procedimiento para crear una abertura en un elemento de cuerpo hueco que tiene una extensión longitudinal, incluyendo dicho elemento de […]
 Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
Procedimiento para formar depósitos colectores para intercambiadores de calor de aluminio, del 5 de Abril de 2013, de Sapa Heat Transfer AB: Un procedimiento para producir un depósito colector para un intercambiador de calor, que comprende las etapasde;
a) proporcionar un tubo que tenga un núcleo fabricado […]
 Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
Herramienta y dispositivo para la fabricación de piezas modeladas, del 3 de Diciembre de 2012, de THEODOR GRABENER GMBH & CO. KG: Herramienta para la conformación a alta presión simultánea de al menos dos piezas metálicas a trabajar, quecomprende una parte superior de […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA ESTRUCTURA PROVISTA DE RANURAS, del 5 de Marzo de 2012, de SONACA S.A.: Procedimiento de fabricación de al menos una estructura metálica que comprende una pared exterior lisa , una pared interior y […]