Procedimiento de fabricación de un artículo de cerámica por colado bajo presión.
Procedimiento de fabricación de un artículo (30) de cerámica, que comprende las etapas que consisten en:
- colar una barbotina (8) bajo presión en un molde (12) para formar un depósito (20); y
- filtrar sobre el depósito (20) una solución (10) que contiene un desfloculante.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2003/003379.
Solicitante: CENTRE NATIONAL DE LA RECHERCHE SCIENTIFIQUE (CNRS).
Nacionalidad solicitante: Francia.
Dirección: 3, RUE MICHEL ANGE 75016 PARIS FRANCIA.
Inventor/es: CHARTIER, THIERRY, COMTE-GAUTRON,MARIE-PIERRE, GASGNIER,GILLES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › por colada en molde poroso o absorbente, es decir, colando una suspensión o una dispersión del material en un absorbente de líquido o un molde poroso, pudiendo el líquido embeberse en las paredes del molde o pasar a través de éstas, p. ej. colaje de barbotina; Moldes a este efecto (B28B 1/52 tiene prioridad).
- B28B13/02 B28B […] › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
PDF original: ES-2431838_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un artículo de cerámica por colado bajo presión.
La invención se refiere a la fabricación de artículos de cerámica.
El colado bajo presión (CSP) de una barbotina (suspensión acuosa de las diferentes materias minerales que constituyen la "fórmula" de la cerámica) es una técnica extendida en los sectores de las cerámicas tradicionales como son los menajes de mesa y la fabricación de productos sanitarios. La técnica se deriva del tradicional colado en molde de yeso, que es el método ancestral utilizado para producir piezas de forma compleja. Este modo de fabricación adolece no obstante de un cierto número de inconvenientes que el colado bajo presión resuelve en parte:
-fraguado lento (formación de las piezas) ,
-desmoldeo diferido (necesidad de esperar al endurecimiento de las piezas en el molde antes del desmoldeo) ,
-secado necesario de los moldes después de algunas utilizaciones,
-corto tiempo de vida de los moldes (menos de 150 ciclos) ,
-volumen considerable (almacenamiento de los moldes) .
Diversos documentos han intentado resolver estos inconvenientes en el marco del colado tradicional.
El documento CA 2124863 presenta un dispositivo que permite la mezcla de dos barbotinas de composiciones distintas antes de la inyección en el molde, así como un procedimiento de fabricación de un artículo de cerámica que comprende la etapa que consiste en colar una barbotina bajo presión en un molde para formar un depósito.
El documento US nº 5.948.335 presenta un procedimiento de inyección en el que se modifica la composición de la barbotina mediante la adición de polímeros en dicha barbotina antes de la inyección.
El colado bajo presión consiste en dar forma a los artículos a partir de una barbotina idéntica a la utilizada en el caso del colado en molde de yeso. Esta vez, el molde es de resina porosa y la barbotina se inyecta bajo una presión que puede ir de 8 a 40·105 Pa aproximadamente. Este depósito se realiza por filtración bajo presión a través del molde de la mayor parte del agua que se ha utilizado para poner inicialmente en suspensión los diferentes componentes de la cerámica. Así, se acelera la formación de la pieza y cuando ésta está formada, el molde se puede abrir para proceder al desmoldeo. En cuanto termina esta operación, el molde se puede volver a cerrar para un nuevo ciclo de colado. El molde no necesita secado, su tiempo de vida medio es de 20.000 ciclos y no es necesario tener más de uno o dos moldes por tipo de pieza, lo cual reduce considerablemente el volumen ocupado en el taller.
Los ciclos de colado bajo presión dependen en gran parte de las características reológicas de la barbotina. Estas características se pueden ajustar por medio de aditivos denominados desfloculantes, cuya acción puede ser puramente electroestática, puramente estérica o electroestérica. Las características de la barbotina deben permitir un ciclo de colado tan rápido como sea posible preservando al mismo tiempo un buen comportamiento mecánico de la pieza al final del colado. Esto significa que la pieza recientemente formada debe ser suficientemente resistente para sufrir las diversas manipulaciones necesarias para el desmoldeo y el acabado. Estas restricciones conducen la mayor parte del tiempo a ajustar las barbotinas de manera idéntica para el CSP y para el colado clásico, aunque el CSP permitiría unos rendimientos aún mejores si las barbotinas estuviesen sub-desfloculadas. Desafortunadamente, el empleo de barbotinas de este tipo, aunque permite una velocidad de formación de las piezas más rápida, conduce a un mal endurecimiento de la cerámica en el molde y a una deformación irremediable de las piezas durante el desmoldeo.
Se debe precisar en esta etapa que la estructura y la velocidad de formación del depósito durante el colado bajo presión son los resultados de dos tipos de mecanismos según el grado de desfloculación de la barbotina en suspensión.
En las suspensiones desfloculadas, las fuerzas de repulsión entre las partículas minerales son elevadas y las partículas se pueden desplazar independientemente unas de otras. Por lo tanto, se podrán depositar individualmente y reorganizar en un depósito más denso (fuerte densidad relativa, baja porosidad) , incompresible y homogéneo. Pero, debido al grado elevado de compacidad del depósito, las velocidades de colado son bajas.
En las suspensiones floculadas, las fuerzas de atracciones son fuertes y las partículas se desplazarán y se depositarán en aglomerados. El depósito así formado será menos denso (fuerte porosidad) , compresible (reorganización de las partículas bajo la acción de la presión) y heterogéneo. Por el contrario, las velocidades de colado serán en este caso más elevadas debido a una porosidad más fuerte.
Por otra parte, todas las barbotinas no tienen el mismo comportamiento ante el colado. La naturaleza mineralógica de los constituyentes desempeña un papel muy importante frente a las características reológicas. Para simplificar, las barbotinas realizadas a partir de caolinas (tales como las porcelanas o los vidrios) se "cuelan bien" en el sentido del colado clásico, lo cual significa que su desfloculacion es fácil y que las velocidades de fraguado obtenidas son elevadas. Sin embargo, las barbotinas a base de arcillas (tales como la loza o el gres) no se cuelan bien, lo cual significa que son difíciles de desflocular y que las velocidades de fraguado obtenidas son malas. Esta es la razón por la que la gran mayoría de los productos realizados en el sector de las cerámicas tradicionales por colado bajo presión son porcelanas y vidrios. Los productos de loza y de gres no pueden acceder generalmente a esta tecnología debido a las mediocres características reológicas intrínsecas de sus suspensiones.
El objetivo del usuario es acelerar la velocidad de formación del depósito con el fin de aumentar la rentabilidad de la máquina. Ahora bien, esta aceleración está limitada por la capacidad del depósito para eliminar el agua residual y permitir así el agarre del artículo durante la apertura del molde. Esto significa que si se "ajusta" la barbotina de tal manera que la velocidad de formación del depósito sea lo más rápida posible, el artículo no podrá ser desmoldado sin sufrir deformación, ya que se comporta como un sólido tixotrópico.
Un objetivo de la invención es acelerar la fabricación por colado bajo presión sin amenazar la resistencia mecánica de la pieza a partir del desmoldeo. Otro objetivo de la invención podrá ser permitir la fabricación de artículos de cerámicas tradicionales por colado bajo presión.
Para ello, se prevé según la invención un procedimiento de fabricación de un artículo de cerámica, que comprende las etapas que consisten en:
- colar una barbotina bajo presión en un molde para formar un deposito; y
- filtrar en el depósito una solución que contiene un desfloculante.
Así, la etapa de filtrado permite compactar el depósito relativamente poco denso formado en la etapa anterior. Este post-tratamiento consiste en hacer pasar a través del depósito una solución que contiene el desfloculante. Se puede suponer que durante este proceso de post-filtración, las moléculas del desfloculante se podrán adsorber en la superficie de las partículas y aumentarán así las fuerzas de repulsión. Las partículas podrán entonces "desplazarse" y reorganizarse en un depósito más denso con la ayuda de la presión (tensión mecánica más elevada de la pieza cruda) . La pieza tiene entonces unas características mecánicas convenientes para asegurar su desmoldeo y su acabado.
El procedimiento según la invención podrá presentar además por lo menos cualquiera de las características siguientes:
- la barbotina está floculada,
- la barbotina comprende caolín,
- la barbotina comprende arcilla,
- la barbotina comprende cuarzo,
- el desfloculante representa como máximo el 3% en masa del artículo,
- el desfloculante representa como máximo el 5% en masa de la solución,
- el desfloculante representa entre el 0, 20% y el 3% en masa de la solución.
Otras características y ventajas de la invención aparecerán durante la descripción siguiente, que presenta en particular un modo preferido de realización a título de ejemplo no limitativo. En los dibujos adjuntos:
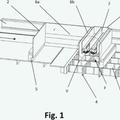
- la figura 1 es una vista esquemática de un modo de realización del dispositivo de la invención,
- las figuras 2 y 3 son dos vistas esquemáticas de la estructura del artículo a escala microscópica al final respectivamente de la primera etapa y de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un artículo (30) de cerámica, que comprende las etapas que consisten en: 5 -colar una barbotina (8) bajo presion en un molde (12) para formar un deposito (20) ; y
-filtrar sobre el depósito (20) una solución (10) que contiene un desfloculante.
2. Procedimiento según la reivindicación 1, caracterizado porque la barbotina (10) está floculada.
3. Procedimiento según cualquiera de las reivindicaciones 1 a 2, caracterizado porque la barbotina (10) comprende caolín.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque la barbotina comprende arcilla. 15
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la barbotina (10) comprende cuarzo.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado porque el desfloculante representa 20 como máximo el 3% en masa del artículo (30) .
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, caracterizado porque el desfloculante representa como máximo el 5% en masa de la solución (10) .
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, caracterizado porque el desfloculante representa entre el 0, 20% y el 3% en masa de la solución (10) .
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]