Procedimiento para una fabricación de al menos un dispositivo de aparato doméstico, y dispositivo de aparato doméstico.
Procedimiento para una fabricación de al menos un dispositivo de aparato doméstico,
y dispositivo de aparato doméstico.
Con el fin de poner a disposición un procedimiento para una fabricación de al menos un dispositivo de aparato doméstico (10) con propiedades mecánicas y/o químicas mejoradas, se propone un procedimiento para una fabricación de al menos un dispositivo de aparato doméstico (10) con al menos una unidad de placa (12), la cual comprenda junto a una superficie (14) al menos un área parcial (16), donde el área parcial (16) sea procesada al menos por fusión mediante láser (18).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201330481.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: PEÑA TORRE, JOSE IGNACIO, BUÑUEL MAGDALENA,MIGUEL ANGEL, PLANAS LAYUNTA,FERNANDO, Ester Sola,Francisco Javier, OCAÑA MORENO,JOSE LUIS, PEREZ CABEZA,PILAR, ESCARTÍN BARDUZAL,ANDRÉS, ALAMAN AGUILAR,Jorge.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
- C03C17/00 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › Tratamiento de la superficie del vidrio, p. ej. de vidrio desvitrificado, que no sea en forma de fibras o filamentos, por recubrimiento.
Fragmento de la descripción:
Procedimiento para una fabricación de al menos un dispositivo de aparato doméstico, y dispositivo de aparato doméstico La invención se refiere a un procedimiento para una fabricación de al menos un dispositivo de aparato doméstico según la reivindicación 1. 5
La tarea de la invención consiste, en especial, en poner a disposición un procedimiento para una fabricación de al menos un dispositivo de aparato doméstico con propiedades mecánicas y/o químicas mejoradas. Según la invención, la tarea se resuelve mediante las características de la reivindicación 1, mientras que de las reivindicaciones secundarias se pueden extraer realizaciones y perfeccionamientos ventajosos de la invención. 10
Se propone un procedimiento para una fabricación de al menos un dispositivo de aparato doméstico con al menos una unidad de placa, la cual comprenda junto a una superficie al menos un área parcial, donde el área parcial sea procesada al menos por fusión mediante láser. Por "unidad de placa", ha de entenderse, en especial, una unidad que presente un grosor que sea notablemente menor que una anchura y/o una longitud de la unidad. Por "grosor" de la 15 unidad, ha de entenderse, en especial, un mínimo entre las extensiones máximas de la unidad a lo largo de direcciones espaciales cualesquiera. Por "extensión máxima" de una unidad a lo largo de una dirección espacial, ha de entenderse, en especial, la longitud máxima de todos los trayectos que unan dos puntos marginales de la unidad y discurran en paralelo a la dirección espacial. Por "anchura" y "longitud" de la unidad, ha de entenderse, en especial, las 20 extensiones máximas de la unidad a lo largo de dos direcciones espaciales, las cuales se encuentren, al menos, esencialmente de manera perpendicular una respecto de otra y, de manera preferida, al menos, esencialmente de manera perpendicular con respecto a una dirección espacial a lo largo de la cual la unidad presente el grosor como extensión máxima. La longitud y la anchura de la unidad son, en especial, las extensiones máximas a lo largo de 25 direcciones espaciales para las cuales la suma de las extensiones máximas es máxima. La unidad de placa presenta especialmente un grosor de más de 05 mm., en especial, de más de 1 mm. y, de manera ventajosa, de más de 2 mm. La unidad de placa está realizada especialmente como placa de campo de cocción. De modo alternativo, la unidad de placa podría estar realizada como puerta, en particular, de un aparato de cocción. Por "fusión" de al 30 menos un material, ha de entenderse, en especial un calentamiento del material a una temperatura que sea superior al 70%, en especial, superior al 80% y, de manera ventajosa, superior al 90% de una temperatura de fusión del material. Durante la fusión, el material es especialmente calentado a una temperatura mayor o igual a la temperatura de fusión del material. En especial, el material es antes de la fusión un cuerpo sólido y, tras la fusión, un 35 fluido, en particular, un líquido y/o un plasma. En especial, fundiéndose y enfriándose a continuación el material, se modifica al menos una propiedad química y/o al menos una propiedad mecánica del material. En particular, fundiéndose y enfriándose a continuación, se modifica al menos una dureza y/o al menos una microestructura del material. El material tras la fusión y el enfriamiento efectuados se diferencia especialmente en al menos una propiedad 40 química y/o al menos una propiedad mecánica del material con respecto al material antes de la fusión. En especial, un tamaño de la microestructura durante una transición, generada especialmente por al menos un enfriamiento, del estado fluido a al menos un estado sólido del material es dependiente de una cristalización. La cristalización es especialmente proporcional a al menos una velocidad de un proceso de enfriamiento y/o a al menos una velocidad de un 45 calentamiento mediante el láser y/o a al menos una velocidad mediante la cual el haz láser sea movido encima del material y/o a al menos una distribución térmica de al menos un haz láser generado por el láser. Por "% de una temperatura", ha de entenderse, en especial, un valor que ascienda al % de una magnitud indicada en Kelvin de la temperatura. Por "láser", ha de entenderse, en especial, una unidad con al menos un medio de láser, la cual esté prevista para 50 generar al menos un haz láser mediante la excitación de átomos del medio de láser. Por "haz
láser", ha de entenderse, en especial, una radiación electromagnética coherente, generada mediante el láser, la cual presente al menos una pluralidad de fotones con al menos básicamente la misma energía, en especial, longitud de onda y/o posición de fase. Por "previsto/a", ha de entenderse, en especial, concebido/a y/o provisto/a de manera específica. Por el hecho de que un objeto esté previsto para una función determinada, ha de entenderse, 5 en especial, que el objeto satisfaga y/o realice esta función determinada en al menos un estado de aplicación y/o de funcionamiento.
Mediante la realización según la invención, se pueden producir ventajosas propiedades mecánicas y/o químicas del dispositivo de aparato doméstico especialmente mediante un procedimiento para una fabricación del dispositivo de aparato doméstico. Además, el 10 procedimiento puede ser aplicado ventajosamente a una pluralidad de dispositivos de aparato doméstico diferentes. Además, el área parcial a procesar mediante láser puede ser escogida de manera flexible, a través de lo cual se puede conseguir flexibilidad en gran medida. Mediante la utilización de un láser, se puede aplicar de manera ventajosa una técnica ya conocida, a través de lo cual se pueden conseguir bajos costes de producción. Además, la 15 unidad de placa puede ser ventajosamente decorada y/o provista de propiedades ópticas ventajosas en el área parcial de la superficie.
Asimismo, se propone que en el área parcial se funda la unidad de placa. En especial, la unidad de placa es calentada a al menos una primera temperatura de más del 70% de una temperatura de fusión de la unidad de placa y, de manera ventajosa, de menos del 100% de la 20 temperatura de fusión de la unidad de placa. En un área de una superficie de la unidad de placa, mediante la primera temperatura y el enfriamiento consecutivo, en especial, rápido, se generan especialmente tensiones mecánicas, en particular, tensiones superficiales, ventajosamente, tensiones de compresión. De modo alternativo, es concebible que la unidad de placa sea calentada a al menos una segunda temperatura igual o mayor que la temperatura 25 de fusión de la unidad de placa. Del mismo modo, es concebible que una primera área parcial de la unidad de placa sea calentada a la primera temperatura y enfriada a continuación, y que una segunda área parcial de la unidad de placa sea calentada a la segunda temperatura y enfriada a continuación. En especial, se funde un grosor de más de 30 µm, en especial, de más de 50 µm y, de manera ventajosa, de más de 100 µm de la unidad de placa y, en especial, se 30 funde un grosor de menos de 700 µm, en especial, de menos de 500 µm y, de manera ventajosa, de menos de 400 µm de la unidad de placa. La unidad de placa es especialmente calentada a una temperatura de más de 400º C, en especial, de más de 450º C y, de manera ventajosa, de más de 500º C y, en especial, la unidad de placa es calentada a una temperatura de menos de 2.000º C, en especial, de menos de 1.500º C y, de manera ventajosa, de menos 35 de 1.000º C. De este modo, se puede conseguir ventajosamente una unidad de placa con propiedades mecánicas y/o químicas mejoradas.
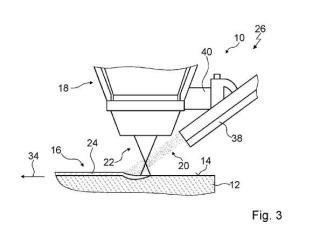
Además, se propone que en el área parcial se introduzca nuevo material. En especial, el nuevo material presenta una conductividad eléctrica de más de 1 * 10-4 S/m, en especial, de más de 1 * 100 S/m y, de manera ventajosa, de más de 1* 102. El nuevo material es especialmente, al 40 menos, un metal. A modo de ejemplo, el nuevo material comprende acero, hierro, oro, plata, cobre y/o acero inoxidable. De modo alternativo, son concebibles otros materiales que resulten apropiados a un experto en la materia. En especial, el nuevo material está previsto para una coloración. A modo de ejemplo, el nuevo material comprende al menos una cerámica, por ejemplo, esmalte. De modo alternativo, son concebibles otros nuevos materiales que resulten 45 apropiados a un experto en la materia. De este modo, el área parcial puede ser configurada ventajosamente de manera flexible y sencilla mediante la elección de materiales apropiados.
Asimismo, se propone que el nuevo material, especialmente en forma de al menos un polvo, sea pulverizado en al menos un haz láser generado por el láser. El material es en especial soplado al interior del haz láser mediante...
Reivindicaciones:
1. Procedimiento para una fabricación de al menos un dispositivo de aparato doméstico (10) con al menos una unidad de placa (12) , la cual comprende junto a una superficie (14) al menos un área parcial (16) , donde el área parcial (16) es procesada al menos 5 por fusión mediante láser (18) .
2. Procedimiento según la reivindicación 1, caracterizado porque en el área parcial (16) se funde la unidad de placa (12) .
3. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque en el área parcial (16) se introduce nuevo material (20) .
4. Procedimiento según la reivindicación 3, caracterizado porque el nuevo material (20) es pulverizado en al menos un haz láser (22) generado por el láser (18) . 15
5. Procedimiento según la reivindicación 4, caracterizado porque el nuevo material (20) es fundido mediante láser (18) .
6. Procedimiento según la reivindicación 5, caracterizado porque el nuevo material (20) 20 es aplicado sobre el área parcial (16) como nueva capa (24) .
7. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque el área parcial (16) es procesada mediante láser (18) por una superficie mayor de 10cm2, preferiblemente mayor que 30cm2, más preferiblemente 25 mayor que 60cm2.
8. Procedimiento según una de las reivindicaciones enunciadas anteriormente, caracterizado porque en el área parcial (16) se genera un tamaño estructural de menos de 100 µm. 30
9. Dispositivo de aparato doméstico, en particular, dispositivo de campo de cocción, que está fabricado en un procedimiento según una de las reivindicaciones 1 a 8.
10. Aparato doméstico, en particular, campo de cocción, con al menos un dispositivo de 35 aparato doméstico (10) según la reivindicación 9.
Patentes similares o relacionadas:
Mejora de la adhesión de revestimientos orgánicos en vidrio, del 15 de Julio de 2020, de OWENS-BROCKWAY GLASS CONTAINER INC.: Método de revestimiento de un recipiente de vidrio, que incluye las etapas de: (a) depositar un óxido inorgánico en una superficie exterior de un sustrato […]
Panel de vidrio recubierto termotratable, del 10 de Junio de 2020, de PILKINGTON GROUP LIMITED: Un panel de vidrio recubierto que comprende al menos las siguientes capas en secuencia: - un sustrato de vidrio; - una capa antirreflectante inferior, […]
Proceso y planta para obtener un acristalamiento de color, del 22 de Abril de 2020, de SAINT-GOBAIN GLASS FRANCE: Proceso para depositar un revestimiento en un sustrato de vidrio, dicho proceso estando caracterizado porque comprende las siguientes etapas sucesivas: a) pasar […]
CRISTAL LAMINADO TRASPARENTE CON COMPUESTO REFLECTANTE DE LUZ ULTRAVIOLETA Y PROCEDIMIENTO DE FABRICACIÓN DE DICHO CRISTAL LAMINADO, del 30 de Marzo de 2020, de BIRDING NATURA INNOVACIONS S.L: Cristal laminado trasparente con compuesto reflectante de luz ultravioleta y procedimiento de fabricación de dicho cristal laminado. La presente invención se refiere […]
Lámina de vidrio con esmalte reflectante de la radiación infrarroja, del 25 de Marzo de 2020, de SAINT-GOBAIN GLASS FRANCE: Lámina de vidrio que comprende un sustrato de vidrio mineral templado que lleva, sobre una de sus caras, un revestimiento transparente de baja […]
Recipiente u objeto de envasado hueco en vidrio con revestimiento antivaho externo, del 4 de Marzo de 2020, de Verallia France: Recipiente u objeto de envasado hueco en vidrio, tal como una botella, vaso, frasco, bote, cuyo sustrato de vidrio de dicho recipiente u objeto […]
Procedimiento para la fabricación de un panel decorativo, del 4 de Marzo de 2020, de SCHOTT AG: Procedimiento para la fabricación de un panel decorativo para aparatos electrodomésticos, que presenta una parte delantera operativa y una […]
Procedimiento de impresión de esmalte para un acristalamiento laminado con capas funcionales, del 4 de Marzo de 2020, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de fabricación de un vidrio laminado para un vehículo automóvil que comprende al menos una primera hoja de vidrio en contacto con el exterior del vehículo, una […]