PROCEDIMIENTO Y DISPOSITIVO PARA LA COMPRESIÓN DE CONECTORES COMO PARTE DE UNA UNIÓN DE TUBO.
Dispositivo para la compresión de conectores como parte de una unión de tubo,
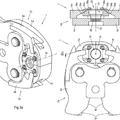
estando configurada la unión de tubo como unión enchufable hermética con una tubuladura y un conector (10) que se puede enclavar con la tubuladura, presentando el conector (10) una parte exterior y una parte interior unidas entre sí en forma de una sola pieza respecto al material y configurando en el extremo trasero libre un espacio anular (17), con una herramienta de expansión, que actúa en dirección radial, para realizar en el material del conector (10) una ranura de compresión (15) que penetra en el material del tubo o del tubo flexible (11), y estando dispuesto al menos en un punto de la mordaza de expansión (9) al menos un sensor (13) sujeto a deformaciones radiales que detecta el trabajo de deformación radial de la mordaza de expansión (9) y regula, por tanto, el accionamiento de expansión de la herramienta de expansión, caracterizado porque el accionamiento de expansión de la herramienta de expansión presenta un electromotor (1) que puede transformar un movimiento de rotación (20) en un movimiento axial (21) mediante un husillo (20) y una tuerca de husillo (3), estando atravesada una corredera de cuña (4), fijada en la tuerca de husillo (3), por columnas guía (6), de modo que ésta puede realizar un movimiento axial
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06016767.
B21D39/04TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento y dispositivo para la compresión de conectores como parte de una unión de tubo Es objeto de la invención un dispositivo para la compresión de conectores como parte de una unión de tubo según el preámbulo de la reivindicación 1, así como un procedimiento para la compresión de conectores como parte de una unión de tubo mediante el uso de este tipo de dispositivo según el preámbulo de la reivindicación 16. Existe una pluralidad de documentos que remiten al mismo solicitante y en los que está representado el funcionamiento de una unión enchufable como parte de una unión hermética de tubo. Sólo a modo de ejemplo se menciona el documento PCT/EP2004/001886, en el que está representado el funcionamiento de este tipo de unión de tubo. Esto es válido también para el documento US 5,855,339 o el documento PCT/WO2005/047751 A1. Es objeto de las uniones de tubo, ya conocidas, crear una unión enchufable hermética entre un conector y una tubuladura. En este tipo de uniones enchufables resulta problemática la unión de un tubo flexible que se va a unir con el conector. En los documentos descritos antes está previsto que el conector forme un espacio de alojamiento anular, en el que engrana el extremo frontal del tubo flexible, deformándose la parte interior del conector con una herramienta de expansión apoyada desde el interior en la pared interior del conector de tal modo que se crea una ranura de compresión circunferencial anular, dirigida radialmente hacia fuera, que comprime el tubo flexible por toda la circunferencia, reduciendo su diámetro, en el espacio anular del conector. El tubo flexible se aloja así de manera hermética y resistente en el espacio anular del conector mediante la unión por compresión mencionada. Sin embargo, en la creación de esta ranura de compresión se han originado dificultades. El problema aquí es que el tubo flexible no siempre presenta un diámetro constante y en especial varía también el espesor de pared. Si la ranura de compresión se configurara siempre con la misma profundidad de compresión, puede ocurrir entonces que la unión no quede lo suficientemente segura en el caso de tubos flexibles con un espesor de pared menor. Asimismo, la hermeticidad de esta unión podría verse afectada. Por tanto, la invención tiene el objetivo de perfeccionar un procedimiento y un dispositivo para la compresión de tubos flexibles de elastómero en conectores como parte de una unión de tubo de modo que entre el conector y el tubo flexible de elastómero se cree una unión por compresión segura y funcional que sea independiente de las diferencias de espesor de pared del conector, del tubo flexible y similar. El término "tubo flexible" se entiende en sentido amplio en el marco de la presente invención. Por éste se entiende no sólo un tubo flexible de elastómero, sino también un tubo que no ha de ser necesariamente de elastómero. Se puede tratar además de tubos de plástico convencionales, en los que debido a las propiedades del material es posible también deformar el material de manera que una acanaladura de compresión dirigida radialmente hacia afuera en la parte interior del conector penetre en el material del tubo. Con el documento EP 0 637 473 A1 se da a conocer un dispositivo de tipo genérico para el rebordeado de un anillo metálico en forma de un cuerpo cilíndrico y su uso para la fijación de un tubo flexible de un motor de automóvil, presentando el dispositivo un sensor que determina una fuerza y un desplazamiento para la supervisión del proceso de rebordeado. Este documento tiene la desventaja de que el proceso de rebordeado, dado a conocer aquí, garantiza también una unión segura en caso de espesores diferentes de material. Con el documento NL 8300123 A se da a conocer una inserción de una longitud de tubo de plástico en ranuras anulares interiores de un manguito metálico mediante el ensanchamiento de un casquillo metálico hasta una deformación predefinida, midiéndose una deformación mediante un sensor de deformación conectado a un ordenador y finalizando si la deformación medida alcanza un valor predeterminado. Este documento tiene la desventaja de que no se puede inferir de éste una compresión de un tubo de plástico con diferentes espesores de material. Con el documento DE 298 718 U1 se da a conocer una prensa radial, supervisándose y controlándose automáticamente el proceso de compresión mediante una desconexión final sobre la base de la medición del movimiento de desplazamiento de una pieza de embutir desplazable. De este documento no se puede inferir que los diferentes procesos de compresión se pueden ejecutar mediante una supervisión segura de la fuerza real de deformación en caso de diferentes espesores de material. 2 E06016767 03-01-2012 Con el documento DE 26 13 240 A1 se da a conocer un dispositivo para el ensamblaje por compresión de accesorios en los extremos de tubos flexibles, estando guiado un émbolo de compresión mediante otro émbolo que configura un tope para el émbolo de compresión y, por consiguiente, delimita la cámara de presión del émbolo de compresión, y estando conectado el émbolo de compresión a una fuente de presión hidráulica y el otro émbolo, a una fuente de presión neumática. El émbolo de compresión está unido con un empujador de tope ajustable de una válvula de inversión y configura una finalización automática del proceso de compresión. Este documento tiene la desventaja de no dar a conocer una compresión segura, por ejemplo, de un tubo flexible de elastómero con diferentes espesores de pared en una unión de tubo. Para conseguir el objetivo planteado, la invención propone un dispositivo y un procedimiento con las características de las reivindicaciones 1 y 16. Con la instrucción técnica indicada se describe un dispositivo completamente nuevo o un procedimiento completamente nuevo que están dirigidos a una detección directa de las fuerzas de deformación durante la compresión de tubos flexibles, tubos y similares. Por consiguiente, se pone en práctica un sistema de medición directo para una máquina automática de montaje para la realización de las compresiones mencionadas, disponiéndose simultáneamente también de una supervisión de rotura de herramienta de la herramienta de expansión. Con la instrucción técnica según la invención se dispone también de una supervisión del par de apriete de tornillo de tornillos de fijación, representando estos tornillos de fijación la unión entre la herramienta de expansión real y las correderas oblicuas que se van a colocar en la herramienta de expansión. Una ventaja esencial de una variante de la invención consiste en que la ranura de compresión se realiza de modo que queda dirigida desde la circunferencia interior del conector hacia afuera. Por consiguiente, se obtiene la ventaja de poder medir las fuerzas de expansión dirigidas radialmente de adentro hacia afuera, lo que es una ventaja esencial respecto al estado de la técnica, en el que las fuerzas de expansión se podían detectar (indirectamente) sólo en la zona exterior radial del conector. Mediante la instrucción técnica según la invención se obtiene también la ventaja de evitar una formación de fisuras durante el proceso de compresión, de modo que la unión por compresión creada así queda libre de fisuras y, por tanto, funciona de manera segura. Con el procedimiento según la invención se pueden reconocer y compensar también pequeñas diferencias de espesor de pared tanto en el tubo flexible como en el conector. En sistemas conocidos, la fuerza de compresión se detecta sólo mediante la medición de la trayectoria o de la presión, pero no mediante una medición de fuerza. Por consiguiente, las variaciones en el espesor de pared de los materiales de compresión (conector y tubo o tubo flexible) no se pueden supervisar con la suficiente exactitud. Es conocido también detectar indirectamente las fuerzas en el diámetro exterior del conector, lo que resulta, sin embargo, propenso a fallos, porque sólo tiene lugar una medición indirecta y se ve afectada así la exactitud de la medición. Por consiguiente, la ventaja de la invención son los puntos siguientes: - medición directa de la fuerza producida de deformación en el mínimo espacio; - supervisión de una rotura de herramienta; - supervisión del par de apriete de los tornillos de fijación de herramienta; - supervisión de rotura de los tornillos de fijación de herramienta; - reconocimiento y supervisión de pequeñas diferencias de espesor de pared del tubo flexible, del tubo y de la parte enchufable; - reconocimiento de fisuras de las partes enchufables, tubos y tubos flexibles; - minimización de tolerancia respecto a la concentricidad; - económico, poco propenso a fallo; y - posibilidad de curvaturas extremas del tubo flexible, tubo, ..., porque el alojamiento se realiza... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la compresión de conectores como parte de una unión de tubo, estando configurada la unión de tubo como unión enchufable hermética con una tubuladura y un conector (10) que se puede enclavar con la tubuladura, presentando el conector (10) una parte exterior y una parte interior unidas entre sí en forma de una sola pieza respecto al material y configurando en el extremo trasero libre un espacio anular (17), con una herramienta de expansión, que actúa en dirección radial, para realizar en el material del conector (10) una ranura de compresión (15) que penetra en el material del tubo o del tubo flexible (11), y estando dispuesto al menos en un punto de la mordaza de expansión (9) al menos un sensor (13) sujeto a deformaciones radiales que detecta el trabajo de deformación radial de la mordaza de expansión (9) y regula, por tanto, el accionamiento de expansión de la herramienta de expansión, caracterizado porque el accionamiento de expansión de la herramienta de expansión presenta un electromotor (1) que puede transformar un movimiento de rotación (20) en un movimiento axial (21) mediante un husillo (20) y una tuerca de husillo (3), estando atravesada una corredera de cuña (4), fijada en la tuerca de husillo (3), por columnas guía (6), de modo que ésta puede realizar un movimiento axial. 2. Dispositivo según la reivindicación 1, caracterizado porque la corredera de cuña presenta dos correderas de cuña (4, 4a) dispuestas a distancia entre sí y unidas fijamente una con otra mediante uniones atornilladas (28). 3. Dispositivo según la reivindicación 1 ó 2, caracterizado porque la corredera de cuña (4) presenta ventanas guía inclinadas que están atravesadas por correderas oblicuas (8) y configuran un movimiento radial (22) mediante guías radiales fijadas (26), estando unidas las correderas oblicuas (8) con las mordazas de expansión (9) por arrastre de forma mediante tornillos de fijación asignados (27) en los extremos delanteros libres de las correderas oblicuas (8) asignadas en cada caso. 4. Dispositivo según las reivindicaciones 1 a 3, caracterizado porque las mordazas de expansión (9) están sujetadas en un alojamiento de herramienta (19) que presenta una guía radial y axial (23) para el posicionamiento del conector y el centrado del conector (10). 5. Dispositivo según las reivindicaciones 1 a 4, caracterizado porque la herramienta de expansión configura una ranura de compresión (15) dirigida desde la circunferencia interior del conector (10) hacia afuera y el sensor (13) detecta las fuerzas producidas de expansión dirigidas radialmente de adentro hacia afuera que configuran un control de fuerza dependiente de la trayectoria. 6. Dispositivo según las reivindicaciones 1 a 5, caracterizado porque el sensor (13) está dispuesto para la detección del trabajo de deformación preferentemente en la corredera oblicua (8) y/o en la mordaza de expansión (9) de la herramienta de expansión que se va a fabricar para las compresiones. 7. Dispositivo según las reivindicaciones 1 a 6, caracterizado porque la mordaza de expansión (9), que engrana en el espacio interior del conector (10) que se va a deformar, presenta un hombro de expansión (16) dirigido radialmente hacia afuera y configura una ranura de compresión (15) por compresión en el lado interior del conector (10). 8. Dispositivo según las reivindicaciones 1 a 7, caracterizado porque el mecanismo de expansión, realizado con las mordazas de expansión (9), está configurado de forma variable. 9. Dispositivo según las reivindicaciones 1 a 8, caracterizado porque las correderas de cuña (4, 4a), fijadas en la tuerca de husillo (3), están configuradas como parte de un tubo y/o en forma de una sola pieza respecto al material. 10. Dispositivo según las reivindicaciones 1 a 9, caracterizado porque el sensor (13) está dispuesto en un taladro (31) dispuesto en perpendicular a la extensión longitudinal de la respectiva corredera oblicua (8), atravesando el taladro (31) toda la corredera oblicua (8). 11. Dispositivo según las reivindicaciones 1 a 10, caracterizado porque el taladro (31) presenta en el centro dos nervios (33) opuestos y circunferenciales anulares con un taladro de alojamiento (34), configurado entre ambos, para el sensor (13). 12. Dispositivo según las reivindicaciones 1 a 11, caracterizado porque el sensor (13) presenta una cabeza de diámetro ampliado que se suelda en la superficie cilíndrica de diámetro menor (32) con los nervios (33) y sujeta así el sensor (13) sin desplazamiento y por arrastre de forma en el taladro de alojamiento. 13. Dispositivo según las reivindicaciones 1 a 12, caracterizado porque el dispositivo de expansión presenta una placa de apoyo (24) configurada para la fijación de las guías radiales (26). 14. Dispositivo según las reivindicaciones 1 a 13, caracterizado porque todo el dispositivo de expansión está fijado en el electromotor (1) mediante una placa de fijación (25). 15. Dispositivo según las reivindicaciones 1 a 14, caracterizado porque la compresión configura una hendidura (30) entre las mordazas de expansión (9) repartidas uniformemente en la circunferencia. 9 E06016767 03-01-2012 16. Procedimiento para la compresión de conectores como parte de una unión de tubo mediante el uso de un dispositivo según las reivindicaciones 1 a 15, estando configurada la unión de tubo como unión enchufable hermética con una tubuladura y un conector (10) que se puede enclavar con la tubuladura, presentando el conector (10) una parte exterior y una parte interior unidas entre sí en forma de una sola pieza respecto al material y configurando en el extremo trasero libre un espacio anular (17), y estando configurada la compresión de tubos flexibles (11) y/o tubos o similar y un conector (10) con diferentes espesores de pared en dependencia de las fuerzas de deformación (35), detectadas directamente, en las mordazas de expansión (9) del dispositivo de expansión durante la compresión de tal modo que las fuerzas de deformación (35) se miden directamente en las mordazas de expansión (9) y, por consiguiente, se lleva a cabo un control de fuerza, dependiente de la trayectoria, para la compresión, mediante lo que queda configurado un grado de compresión siempre igual, y comprendiendo el procedimiento las siguientes etapas de procedimiento: - medición directa de la fuerza de deformación producida; - supervisión de una rotura de herramienta de la herramienta de expansión; - supervisión del par de apriete de los tornillos de fijación de herramienta (27); - supervisión de rotura de los tornillos de fijación de herramienta; - reconocimiento y supervisión de pequeñas diferencias de espesor de pared del tubo flexible (11), del tubo y del conector (10); - reconocimiento de fisuras de las partes de conector (10), tubos y tubos flexibles (11); - minimización de tolerancia respecto a la concentricidad; y - compresión entre tubo flexible (11), tubo y similar y un conector deformable (10) de diferente espesor de pared mediante un control de fuerza dependiente de la trayectoria. 17. Procedimiento según la reivindicación 16, caracterizado porque el control de fuerza dependiente de la trayectoria presenta las siguientes etapas: - mover hasta obtenerse la trayectoria mínima de compresión; - comprobar si Fuerza real < Fmáx.; - continuar el movimiento hasta obtenerse Fuerza final, Fnominal se calcula continuamente; - parar al obtenerse Fnominal = Freal - tolerancia de frenado; - comprobar si los valores de fuerza están situados en los límites de las fuerzas individuales; y - supervisar continuamente los criterios de parada. 18. Procedimiento según la reivindicación 16 ó 17, caracterizado porque el procedimiento define puntos mediante coordinación, calculándose mediante al menos tres puntos dos gradientes que indican los parámetros de compresión. 19. Procedimiento según la reivindicación 16 a 18, caracterizado porque la fuerza de deformación (35) es dependiente de la trayectoria, realizada en dirección radial, de los hombros de expansión (16) de las mordazas de expansión (9). 20. Procedimiento según la reivindicación 16 a 19, caracterizado porque el proceso de expansión configura una deformación casi lineal, estando definida una curva de compresión que representa la relación entre la fuerza de compresión y el grado de compresión. 21. Procedimiento según la reivindicación 16 a 20, caracterizado porque el procedimiento determina la fuerza nominal que es necesaria para la compresión y que configura la fuerza final al compararse la fuerza real medida con la fuerza nominal hasta que la fuerza real sea igual a la fuerza nominal, no superándose la fuerza máxima Fmáx.. 22. Procedimiento según las reivindicaciones 16 a 21, caracterizado porque el conector (19) presenta preferentemente un material metálico deformable, por ejemplo, chapa de acero, aluminio, acero finoinoxidable o materiales con propiedades iguales, en el que está introducido el extremo frontal delantero de un tubo flexible (11) y fijado con una ranura de compresión (15) dirigida de adentro hacia afuera. E06016767 03-01-2012 11 E06016767 03-01-2012 12 E06016767 03-01-2012 13 E06016767 03-01-2012 14 E06016767 03-01-2012 E06016767 03-01-2012 16 E06016767 03-01-2012 17 E06016767 03-01-2012
Patentes similares o relacionadas:
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector
macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]