MATERIALES DE MOLDEO.
Un material multicapa de moldeo que forma una preimpregnación preformada adaptado para su uso en múltiples capas,
comprendiendo dicho material multicapa de moldeo una capa de material de resina, caracterizado porque la capa de material de resina comprende una primera capa fibrosa unida a la superficie superior del mismo y una segunda capa fibrosa unida a la superficie inferior del mismo poniendo en contacto la capa de resina y las respectivas capas fibrosas, con lo cual las superficies exteriores del material de moldeo están libres de resina y secas al tacto para permitir que el aire atrapado salga de dicho material multicapa de moldeo durante el tratamiento de dicho material.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB1999/003667.
Solicitante: GURIT LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: ST. CROSS BUSINESS PARK NEWPORT ISLE OF WIGHT PO30 5WU REINO UNIDO.
Inventor/es: NESS, DEREK, CRONK, PETER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A63B69/00 NECESIDADES CORRIENTES DE LA VIDA. › A63 DEPORTES; JUEGOS; DISTRACCIONES. › A63B MATERIAL PARA LA EDUCACION FISICA, GIMNASIA, NATACION, ESCALADA O ESGRIMA; JUEGOS DE PELOTA; MATERIAL DE ENTRENAMIENTO (aparatos para gimnasia pasiva, masaje A61H). › Aparatos de entrenamiento o aparatos destinados a deportes particulares (entrenamiento de paracaidistas B64D 23/00).
- B29C70/46 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › con moldes enfrentados, p. ej. para deformar compuestos de moldeo en láminas [SMC] o preimpregnados [prepegs].
- B32B27/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
- B32B5/24 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › siendo una de las capas fibrosa o filamentosa.
Fragmento de la descripción:
Materiales de moldeo La presente invención se refiere a materiales de moldeo. Más particularmente, se refiere a materiales compuestosde moldeo que incluyen fibras en su estructura, las cuales proporcionarán un refuerzo al producto moldeado.
Históricamente, las piezas de moldeo se formaban a partir de resina bien sola o bien reforzada con fibras. Sinembargo, aunque en principio los productos eran satisfactorios, cuando las fibras se encontraban presentes, eradifícil controlar la proporción de resina respecto de las fibras de refuerzo y, de este modo, la calidad de los productosproducidos no era consistente. El procedimiento, por lo tanto se refinó de manera que el proveedor de la resinaproporcionó al productor del artículo moldeado un refuerzo preimpregnado conocido como “preimpregnado”. Elmoldeador puede entonces producir el artículo moldeado a partir del material preimpregnado confiando en que laproporción de resina respecto de la fibra es correcta. De este modo, la presente invención se dirige particularmentea preimpregnados preformados.
Se entenderá que convencionalmente los “preimpregnados” son materiales fibrosos compuestos que comprendenfibras insertadas en una matriz de resina y que se proporcionan en forma de, por ejemplo, láminas, tiras o rolloscontinuos, que entonces se pueden poner en contacto con un molde antes de que la resina se haya endurecido paraformar el producto moldeado. Un preimpregnado puede comprender fibras unidireccionales o las fibras pueden sermultidireccionales. En uso, se pueden laminar diversas capas de preimpregnado antes de endurecer para formar unproducto laminado.
La forma más básica de preimpregnado es una cinta o banda preimpregnada. Estas cintas o bandas comprenden fibras no-tejidas unidireccionales mantenidas juntas por resina. Estas bandas son atractivas ya que las fibras rectasproporcionan a la pieza de moldeo acabado buenas propiedades mecánicas. Además, el buen envasado de lasfibras reduce la cantidad de resina requerida en el producto laminado. Sin embargo, puesto que estas bandas tienenuna pequeña porosidad a través de su espesor, cuando se usan juntas múltiples capas, las cintas o bandas atrapan considerables volúmenes de aire, los cuales conducirán a huecos en el producto laminado endurecido.
Para el propósito de esta solicitud, el término preimpregnado se usará para referirse no solamente a materiales compuestos en los que las fibras están insertadas en la resina, sino también a los que están en contacto con ésta.
Una vez formadas, cuando los preimpregnados están laminados para producir un producto laminado grueso, sepueden producir ciertos inconvenientes y desventajas. Se entiende que, en general, un producto laminado gruesotiene un espesor superior a 2 mm y es preferentemente superior a 4 mm y se puede extender hasta 40 mm.
Una desventaja particular de tales productos gruesos es que se puede quedar atrapado aire, bien dentro de unacapa del material de moldeo o bien entre capas adyacentes. La presencia de aire intra-, inter-o intra-e inter-laminarpuede provocar huecos formados en el producto endurecido acabado. Tales huecos pueden dar como resultado queel producto laminado tenga propiedades mecánicas reducidas y pueden conducir a un fallo prematuro del material compuesto.
Se han sugerido muchas técnicas para reducir la formación de tales huecos. Una de tales técnicas es la delapelmazado frecuente al vacío en la que se depositan unas pocas capas en el molde y se consolidan usando el vacío antes de que otras capas de material de moldeo sean depositadas sobre el laminado formado en la primera etapa. Sin embargo, aunque esta técnica puede solucionar de alguna manera el problema de la formación dehuecos, seguirá comúnmente presente una proporción de huecos del 2 al 5 %. Además, la técnica de apelmazado alvacío, aunque eficaz en alguna medida, requiere mucha mano de obra y por lo tanto es costosa y, por consiguiente, no deseable.
El problema de la formación de huecos está particularmente exacerbado cuando se usa material pesado, porejemplo 1.200 g/m2 de cinta unidireccional de fibra de vidrio, en la producción de la pieza de moldeo. Se entenderáque es deseable utilizar materiales pesados en la producción de piezas de moldeo puesto que su uso favorece laproducción del producto acabado a partir de menos capas, con lo cual se reducen los costes tanto de mano de obra como de materiales. Sin embargo, cuando se usan materiales pesados de este tipo, la formación de huecos es particularmente dominante puesto que tales materiales son generalmente impermeables al movimiento del aire através de su espesor.
Se ha sugerido que intercalando capas secas de refuerzo entre las capas del preimpregnado de las que estácompuesto el laminado se puede reducir el problema de la formación de huecos. Sin embargo, aunque está técnicava de alguna manera encaminada a solucionar el problema de la formación de huecos, la presencia de las capas secas de refuerzo reduce el contenido relativo de resina del producto acabado, lo cual puede tener un efectoperjudicial sobre la resistencia en el producto acabado. Aunque es posible compensar la pérdida de resina delpreimpregnado respecto de las capas secas de refuerzo proporcionando resina adicional al preimpregnado, talesmateriales con mayor contenido de resina son difíciles de manejar a causa de su pegajosidad y su bajo recubrimiento. También es importante subrayar que hay una total coincidencia del preimpregnado rica en resina y de las capas secas a través de todo el laminado o se obtendrá como resultado zonas ricas en resina o pobres enresina.
Un montaje similar al laminado intercalado descrito anteriormente se presenta en el documento US-A-4 311 661.Este documento describe un procedimiento para producir un artículo compuesto de resina y fibras con un contenidorelativamente bajo de huecos. El procedimiento comprende la etapa de formación de un montaje sobre la superficiede un molde, comprendiendo el montaje capas individuales constituidas por una película de resina, capas fibrosasde refuerzo, una película porosa de intercalación y una capa de purga, que se depositan individualmente.
El documento DE-A-35 36 272 se refiere a un procedimiento de fabricación de una parte compuesta de un material preformado de moldeo en un molde.
Los inventores han descubierto ahora que los problemas anteriormente mencionados se pueden solucionarproporcionando un material de molde multicapa que comprende una capa de material de resina y unida a al menosuna superficie del mismo una capa fibrosa.
De este modo, de acuerdo con un primer aspecto de la presente invención, se proporciona un material de moldeomulticapa de preforma de acuerdo con una cualquiera de las reivindicaciones anexas.
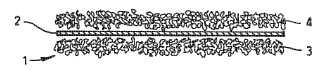
En particular, se proporciona un material multicapa de moldeo que forma un preimpregnado preformado adaptadapara su uso en múltiples capas, comprendiendo dicho material multicapa de moldeo una capa de material de resina, caracterizado porque la capa de material de resina comprende una primera capa fibrosa unida a la superficiesuperior del mismo y una segunda capa fibrosa unida a la superficie inferior del mismo poniendo en contacto la capade resina y las respectivas capas fibrosas, con lo cual las superficies exteriores del material de moldeo estánexentas de resina y secas al tacto para permitir que el aire atrapado salga de dicho material multicapa de moldeodurante el tratamiento de dicho material.
La primera y la segunda capa fibrosa se pueden formar a partir de los mismos o diferentes materiales.
Típicamente, la capa fibrosa está parcialmente impregnada de resina. La capa fibrosa puede ser continua o discontinua. Además, la capa fibrosa se puede fabricar a partir de fibras de vidrio, fibras de carbono, fibras depolietileno, fibras de aramida, fibras naturales o fibras naturales modificadas. La capa fibrosa es preferentemente unpreimpregnado.
Las fibras de la capa o las capas fibrosas se eligen preferiblemente por ser unidireccionales. Cuando el material demoldeo de la presente invención comprende dos capas fibrosas unidas a las capas opuestas de la capa de resina, las capas fibrosas pueden estar orientadas en la misma dirección o en diferentes direcciones. En particular, laorientación de las fibras de los recubrimientos del material de sándwich puede ser 0º , 90º , 0º /90º , +/-45º o casiisótropa o 0º /+45º /-45º .
El material de resina comprende un polímero termoendurecedor. Se puede usar cualquier resina apropiada determoendurecimiento...
Reivindicaciones:
1. Un material de moldeo multicapa que forma un preimpregnado preformado adaptada para su uso enmúltiples capas, comprendiendo dicho material multicapa de moldeo una capa de material de resina, caracterizado porque la capa de material de resina comprende una primera capa fibrosa unida a la superficie superior del mismo y una segunda capa fibrosa unida a la superficie inferior del mismo poniendo en contacto la capa de resina y lasrespectivas capas fibrosas, con lo cual las superficies exteriores del material de moldeo están exentas de resina y secas al tacto para permitir que el aire atrapado salga de dicho material de moldeo multicapa durante el procesamiento de dicho material.
2. Un material de moldeo multicapa de acuerdo con la reivindicación 1, caracterizado porque la primera y la segunda capa están formadas a partir del mismo material.
3. Un material de moldeo multicapa de acuerdo con la reivindicación 1, caracterizado porque la primera y la segunda capa están formadas a partir de diferentes materiales.
4. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado porque la o cada capa fibrosa está parcialmente impregnada de resina.
5. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 4, caracterizado porque la capa fibrosa es continua.
6. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 5, caracterizado porque la capa fibrosa es discontinua.
7. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizado porque el material de resina es un polímero de termoendurecible.
8. Un material de moldeo multicapa de acuerdo con la reivindicación 7, caracterizado porque el polímero determoendurecible se selecciona a partir de sistemas epoxídicos, de poliéster, éster de vinilo, poliimida, éster decianato, fenólicos y de bismaleimida, las modificaciones de los mismos y las mezclas de los mismos.
9. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 8, caracterizado porque la o cada capa fibrosa está formada a partir de fibras de vidrio, fibras de carbono, fibras depolietileno, fibras de aramida, fibras naturales o fibras naturales modificadas.
10. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 9 caracterizado porque las fibras de la capa o las capas fibrosas son unidireccionales.
11. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 10 caracterizado porque las fibras de la capa o las capas fibrosas son de material textil tejido.
12. Un material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones anteriores, en elque dichas capas fibrosas están sujetas a dicha capa de resina por la pegajosidad inherente de las superficiesadyacentes de la capa de resina.
13. Un material de moldeo multicapa para su uso en la producción de una capa de superficie que comprendeun material de moldeo multicapa de acuerdo con una cualquiera de las reivindicaciones 1 a 12
14. Un material de moldeo multicapa para usar en la producción de una capa de superficie de acuerdo con lareivindicación 13, en el que una capa fibrosa tejida está unida a una superficie y una capa fibrosa no-tejida estáunida a la superficie opuesta.
15. Un procedimiento para formar un material multicapa de acuerdo con una cualquiera de las reivindicaciones1 a 14, poniendo las capas fibrosas en contacto con la capa de resina.
16. Un procedimiento de acuerdo con la reivindicación 15, caracterizado porque la resina mezclada con uncatalizador y cualesquiera aditivos está revestida sobre un soporte antes de ser puesta en contacto con la capafibrosa.
17. Un procedimiento para formar un artículo de fabricación en el que el material de moldeo de una cualquierade las reivindicaciones 1 a 14 se pone en contacto con un molde y se deja que endurezca.
Patentes similares o relacionadas:
MAQUINA SIMULADORA DE SURF TRANSPORTABLE, del 30 de Julio de 2020, de FUN & WAVES, S.L: Maquina simuladora de surf transportable que comprende un contenedor adecuado para guardar todos los elementos del la máquina en posición de […]
Agarre de escalada, del 8 de Julio de 2020, de Messner, Albert Josef: Agarre de escalada que comprende - un cuerpo del agarre con una abertura y - un cuerpo de sujeción que se fija traslacional […]
Baldosas robóticas modulares para interacción física, del 1 de Julio de 2020, de Entertainment Robotics/H.H. Lund: Un dispositivo de entrenamiento terapéutico que comprende un alojamiento poco profundo de una forma específica que tiene una superficie superior cuadrática […]
Sistemas y dispositivos de entrenamiento de tiro a puerta tejidos, del 1 de Julio de 2020, de Siefker, Aaron Glenn: Un dispositivo de entrenamiento de tiro a puerta que comprende: una cubierta de entrenamiento sustancialmente cruciforme que tiene […]
 Método y aparato para amortiguar olas en una piscina de olas, del 24 de Junio de 2020, de LOCHTEFELD, THOMAS J.: Una piscina de olas que tiene una masa de agua en la misma con un nivel medio de agua estancada que comprende:
un generador de olas sustancialmente […]
Método y aparato para amortiguar olas en una piscina de olas, del 24 de Junio de 2020, de LOCHTEFELD, THOMAS J.: Una piscina de olas que tiene una masa de agua en la misma con un nivel medio de agua estancada que comprende:
un generador de olas sustancialmente […]
Sistema para monitorizar el rendimiento en el baloncesto, del 6 de Mayo de 2020, de Shooter's Touch, LLC: Sistema para monitorizar el rendimiento en el baloncesto que comprende: un microprocesador local en comunicación con un sistema computacional remoto ; un […]
Dispositivo de seguridad para Skateboarding, del 23 de Abril de 2020, de LOURIDO LEGASPI, Pablo: 1. Dispositivo de seguridad para skateboarding, caracterizado porque está formado por un arnés de seguridad que lleva puesto el practicante […]
Atracción de deslizamiento acuático, del 25 de Marzo de 2020, de Airwave Limited: Forma de ola para una atracción de deslizamiento acuático que comprende: una parte acolchada inflable que tiene una superficie […]