INTERCAMBIADOR DE CALOR DE PLACAS APILADAS Y SU CORRESPONDIENTE PROCEDIMIENTO DE FABRICACION.
Intercambiador de calor de placas apiladas y su correspondiente procedimiento de fabricación.
Comprende una pluralidad de placas apiladas (2) entre las cuales circulan el fluido a refrigerar y el fluido refrigerante entre dos circuitos independientes definidos por dichas placas (2), en capas alternadas, una carcasa provista de unas placas de soporte superior (3) e inferior (4), extendiéndose ambas placas de soporte (3, 4) lateralmente para encerrar el conjunto de placas apiladas (2), y medios de sujeción (6, 7) destinados a mantener ensamblado el intercambiador (1) durante su soldadura en horno. Se caracteriza por el hecho de que dichos medios de sujeción (6, 7) están integrados en una sola pieza con al menos una de las placas de soporte (3, 4).
Se obtiene una reducción del tiempo y de los costes de producción del intercambiador
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200602740.
Solicitante: VALEO TERMICO, S.A..
Nacionalidad solicitante: España.
Provincia: ZARAGOZA.
Inventor/es: LOPEZ LAZARO,FRANCISCO, GISTAS HERNAIZ,MIGUEL, RODRIGO MARCO,CARLOS.
Fecha de Solicitud: 27 de Octubre de 2006.
Fecha de Publicación: .
Fecha de Concesión: 4 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B23P15/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de intercambiadores de calor.
- F02M25/07P6
- F28F9/00A
Clasificación PCT:
- B23P15/26 B23P 15/00 […] › de intercambiadores de calor.
- F02M25/07
- F28F9/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › Carcasas; Cabezales; Soportes auxiliares para elementos; Elementos auxiliares dentro de las carcasas.
Fragmento de la descripción:
Intercambiador de calor de placas apiladas y su correspondiente procedimiento de fabricación.
La presente invención se refiere a un intercambiador de calor de placas apiladas y a su correspondiente procedimiento de fabricación.
La invención se aplica especialmente a todo tipo de intercambiadores de calor dentro del ámbito del motor, especialmente se aplica a intercambiadores de recirculación de gases de escape de un motor (Exhaust Gas Recirculation Coolers o EGRC).
Antecedentes de la invención
Un intercambiador de calor de placas apiladas consta de una serie de placas que constituyen las superficies de intercambio de calor, de manera que los gases de escape y el refrigerante circulan entre dos placas, en capas alternadas, constituyendo dos circuitos diferentes.
Para mejorar el intercambio de calor de placas apiladas, así como la resistencia mecánica del intercambiador, las placas puede tener corrugaciones y/o medios perturbadores del gas, tales como aletas, dispuestas entre las placas que conducen el gas a refrigerar. Las corrugaciones ayudan a guiar el fluido refrigerante de modo que se extienda apropiadamente en la totalidad del primer circuito, favoreciendo así el intercambio de calor y mejorando la resistencia mecánica por presión de este circuito.
En los intercambiadores de calor de placas apiladas es necesario cerrar los dos circuitos. Usualmente, para la unión de las placas se emplea soldadura en horno.
El proceso de soldadura en horno es capaz de absorber espacios entre uniones de alrededor de 0.15 a 0.2 mm dependiendo de la tecnología utilizada. Dichos espacios se originan durante el proceso de ensamblado de diferentes componentes, siendo necesario después ensamblar todos los componentes entre sí.
Por tanto, para obtener un proceso de soldadura en horno correcto es necesario asegurar que todos los componentes estén en contacto durante el proceso de soldadura en horno. Usualmente, este proceso se lleva a cabo mediante una herramienta adecuada a modo de prensa, fabricada de acero inoxidable.
El uso de este tipo de herramientas para ayudar a mantener los componentes en contacto durante la soldadura en horno implica una inversión sin valor añadido, ya que solo permite controlar un proceso particular de fabricación y a menudo con un alto coste mantenimiento. Además, se producen piezas a desechar cuando el diseño de estas herramientas es crítico.
La utilización de este tipo de herramientas implica una serie de inconvenientes:
Descripción de la invención
El objetivo del intercambiador de calor de placas apiladas de la presente invención es solventar los inconvenientes que presentan los intercambiadores de placas apiladas conocidos en la técnica, proporcionando un intercambiador de placas apiladas con un coste de fabricación menor.
El intercambiador de calor de placas apiladas, objeto de la presente invención, es del tipo que comprende una pluralidad de placas apiladas entre las cuales circulan el fluido a refrigerar y el fluido refrigerante entre dos circuitos independientes definidos por dichas placas, en capas alternadas, una carcasa provista de unas placas de soporte superior e inferior, extendiéndose ambas placas de soporte lateralmente para encerrar el conjunto de placas apiladas, y medios de sujeción destinados a mantener ensamblado el intercambiador durante su soldadura en horno, y se caracteriza por el hecho de que dichos medios de sujeción están integrados en una sola pieza con al menos una de las placas de soporte.
De este modo, se consigue eliminar las herramientas que ayudan a sostener el conjunto ensamblado durante la soldadura en horno, gracias a que el propio intercambiador comprende medios de sujeción integrados en el mismo. También cabe destacar que no es necesario extraer dichos medios de sujeción una vez el conjunto ha sido soldado en horno. Por tanto, se reducen notablemente el tiempo y los costes de producción.
De acuerdo con una realización de la presente invención, los medios de sujeción comprenden al menos una pestaña integrada en una de las paredes laterales de cada placa de soporte, de modo que la al menos una pestaña está curvada para encajar sobre la placa de soporte contraria.
De acuerdo con otra realización de la presente invención, los medios de sujeción comprenden un labio integrado en una de las paredes laterales de cada placa de soporte, cuya longitud es sensiblemente coincidente con la de las placas de soporte, de modo que el labio está curvado para encajar sobre la placa de soporte contraria.
De acuerdo con otro aspecto de la presente invención, el procedimiento de fabricación aplicado al intercambiador de placas apiladas de la invención, se caracteriza por el hecho de que consiste en realizar las siguientes etapas:
La etapa de curvado del reborde de sujeción permite una buena adaptabilidad a las diferentes tolerancias requeridas en cada intercambiador, por lo que no es necesario fabricar unos medios de sujeción a medida para cada intercambiador.
Breve descripción de los dibujos
Con el fin de facilitar la descripción de cuanto se ha expuesto anteriormente se adjuntan unos dibujos en los que, esquemáticamente y tan sólo a título de ejemplo no limitativo, se representan dos casos prácticos de realizaciones del intercambiador de placas apiladas de la invención, en los cuales:
la figura 1 es una vista en sección transversal de las dos placas de soporte ensambladas, antes del proceso de curvado de sus respectivos medios de sujeción;
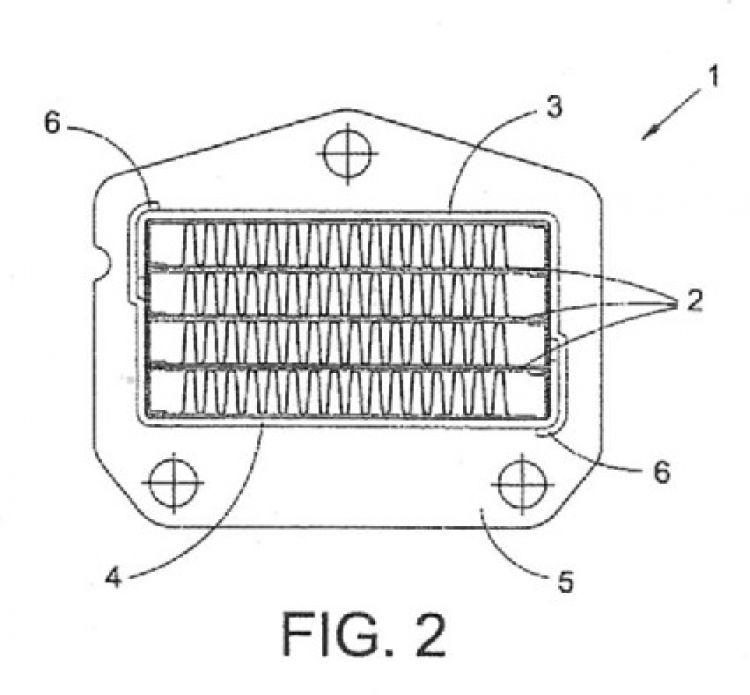
la figura 2 es una vista en alzado frontal del intercambiador ensamblado;
la figura 3 es una vista en alzado del intercambiador de la invención, mostrando los medios de sujeción según una primera realización de la invención; y
la figura 4 es una vista en alzado del intercambiador de la invención, mostrando los medios de sujeción según una segunda realización de la invención.
Descripción de realizaciones preferidas
Haciendo referencia a la figura 2, el intercambiador de calor 1 de tipo EGR comprende una pluralidad de placas apiladas 2 entre las cuales circulan el fluido a refrigerar y el fluido refrigerante entre dos circuitos independientes definidos por dichas placas 2, en capas alternadas; una carcasa provista de unas placas de soporte superior 3 e inferior 4, extendiéndose ambas placas de soporte 3,4 lateralmente para encerrar el conjunto de placas apiladas 2; una entrada y una salida del líquido refrigerante (no representadas); una entrada y una salida del gas a refrigerar (no representadas); y bridas de conexión de la entrada 5 y salida del gas con la línea de recirculación.
Tal como puede observarse en las figuras 1 y 2, el intercambiador de calor también incluye medios de sujeción 6,7 destinados a mantener ensamblado el intercambiador durante su soldadura en horno. Dichos medios de sujeción 6,7 están integrados en una sola pieza con las placas de soporte 3,4.
En la figura...
Reivindicaciones:
1. Intercambiador de calor (1) de placas apiladas, que comprende una pluralidad de placas apiladas (2) entre las cuales circulan el fluido a refrigerar y el fluido refrigerante entre dos circuitos independientes definidos por dichas placas (2), en capas alternadas, una carcasa provista de unas placas de soporte superior (3) e inferior (4), extendiéndose ambas placas de soporte (3,4) lateralmente para encerrar el conjunto de placas apiladas (2), y medios de sujeción (6,7) destinados a mantener ensamblado el intercambiador (1) durante su soldadura en horno, caracterizado por el hecho de que dichos medios de sujeción (6,7) están integrados en una sola pieza con al menos una de las placas de soporte (3,4).
2. Intercambiador (1), según la reivindicación 1, caracterizado por el hecho de que los medios de sujeción comprenden al menos una pestaña (6) integrada en una de las paredes laterales de cada placa de soporte (3,4), de modo que la al menos una pestaña (6) está curvada para encajar sobre la placa de soporte contraria.
3. Intercambiador (1), según la reivindicación 1, caracterizado por el hecho de que los medios de sujeción comprenden un labio (7) integrado en una de las paredes laterales de cada placa de soporte (3,4), cuya longitud es sensiblemente coincidente con la de las placas de soporte (3,4), de modo que el labio (7) está curvado para encajar sobre la placa de soporte contraria.
4. Procedimiento de fabricación aplicado al intercambiador de placas apiladas, según cualquiera de las reivindicaciones 1 a 3, caracterizado por el hecho de que consiste en realizar las siguientes etapas:
Patentes similares o relacionadas:
Dispositivo adecuado para el tratamiento de un fluido, así como un procedimiento y una máquina adecuados para la fabricación de dicho dispositivo, del 4 de Marzo de 2020, de Aka Patenten B.V: Dispositivo adecuado para procesar al menos un fluido, cuyo dispositivo está provisto de al menos una lámina alargada , […]
Sistema y procedimiento para fijar un cuerpo de calefacción o refrigeración, del 24 de Julio de 2019, de Zehnder Group International AG: Sistema para fijar un cuerpo de calefacción/refrigeración, que forma parte del sistema y que presenta un primer borde (3a) y un segundo […]
Máquina para fabricar hielo e intercambiador de calor para la misma, del 24 de Julio de 2019, de SUNWELL ENGINEERING COMPANY LIMITED: Intercambiador de calor para una máquina para fabricar hielo que comprende: un cuerpo tubular generalmente cilíndrico […]
Procedimiento para la determinación de una resistencia de un termocambiador de haz tubular y procedimiento de fabricación, del 8 de Mayo de 2019, de LINDE AKTIENGESELLSCHAFT: Procedimiento para la determinación de una rigidez de un termocambiador de haz tubular que comprende un tubo central y tubos de bobinado enrollados alrededor […]
Medio de reparación para un tubo de calefacción de un generador de vapor y procedimiento de reparación, del 20 de Marzo de 2019, de WESTINGHOUSE ELECTRIC GERMANY GMBH: Método de reparación de tubo de calefacción del generador de vapor para un tubo de calefacción del generador de vapor montado en un generador […]
Métodos y sistemas para intercambiadores de calor de flujo turbulento y resistentes a la corrosión, del 6 de Marzo de 2019, de 7AC Technologies, Inc: Un método para fabricar un intercambiador de calor de tres vías para usar en un sistema de aire acondicionado desecante, que comprende las etapas de: […]
Drenajes de líquido en intercambiador de calor de núcleos en carcasa, del 7 de Febrero de 2019, de CONOCOPHILLIPS COMPANY: Un método de intercambio de calor en un intercambiador de calor de núcleos en carcasa dispuesto en una plataforma móvil que induce un desplazamiento oscilatorio, comprendiendo […]
Circuito multizona para una aleta de placa e intercambiador de calor de tubo continuo, del 9 de Octubre de 2018, de HUSSMANN CORPORATION: Intercambiador de calor multizona que presenta un primer extremo y un segundo extremo , y un ancho (W) que […]