MOLDE DE INYECCION CON CAMARA DE CALEFACCION.
(16/06/2006) Molde de inyección con cámara de calefacción, que comprende: un molde con una entrada de un bebedero de una cavidad en una concavidad formada por el fondo de dicha cavidad , estando formada la parte periférica de la entrada del bebedero como una cara plana, y una cámara de calefacción provista de una boquilla con una boquilla de inyección de aguja que tiene una cara frontal formada como una cara plana, estando la cámara de calefacción dispuesta en el molde con el extremo de la boquilla de inyección de aguja insertado en la concavidad , incluyendo la boquilla un cuerpo de boquilla (22a) con una abertura (22b) formada en la cara frontal de la boquilla y una punta cilíndrica corta con una cara frontal…
BOTELLA CON ASA DE TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2004). Ver ilustración. Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Clasificación: B65D23/10.
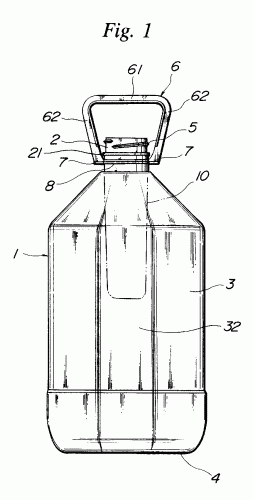
UNA BOTELLA EXTENDIDA BIAXIALMENTE HECHA CON UNA RESINA TERMOPLASTICA QUE INCLUYE UN ASIDERO DE TRANSPORTE FORMADO MEDIANTE MOLDEO INTEGRAL DE INYECCION EN EL LADO DE UNA SECCION DE CUELLO INFERIOR DE UNA PREFORMA A LA VEZ QUE SE MOLDEA ESTA Y SE APLICA YA MOLDEADA A MODO DE ASIDERO DE TRANSPORTE DE UNA BOTELLA DE PAREDES FINAS FORMADA MEDIANTE MOLDEO POR INSUFLACION DE ESTIRAMIENTO, EN LA QUE EL ASIDERO DE TRANSPORTE SE HA FORMADO CON SUS SECCIONES DE BRAZO EXTENDIDAS A LOS LADOS DE LA SECCION DE CUELLO , PARA QUE PUEDA GIRAR HACIA ARRIBA Y HACIA ABAJO CON LAS SECCIONES DE UNION CORRESPONDIENTES DE LAS SECCIONES DE BASE Y LA SECCION DE BRAZO FORMADAS EN SECCIONES SIMETRICAS A AMBOS LADOS DE LA SECCION DE CUELLO COMO SU EJE. ESTO PERMITE CAMBIAR LA POSICION DE UNA SECCION DE SUJECION , QUE HA SIDO DIFICIL EN LA FORMACION INTEGRAL CONVENCIONAL, INCLUSO EN UNA BOTELLA HECHA CON UNA RESINA DE MATERIAL, COMO RESINA DE POLIETILENO, QUE CARECE DE FLEXIBILIDAD.
PROCESO DE MOLDEO POR SOPLADO E INYECCION ORIENTADA DE BOTELLAS DE PLASTICO.
(16/11/2003) ESTA INVENCION SE RELACIONA CON UN BOTELLA CON UN OIDO OBTENIDA POR UN MOLDEO POR SOPLADO DE ORIENTACION, EN LA QUE UNA PORCION DE MONTAJE COLOCADA A UNA ALTURA PREDETERMINADA QUE TIENE UNA GRAN DIAMETRO Y CUYA PORCION SUPERIOR SE COMPONE DE UNA PARED EXTERIOR EN FORMA DE UN REBORDE MOLDEADO POR INYECCION Y UNA PARED INTERIOR ORIENTADA DENTRO DE LA MISMA Y COLOCADA EN CONTACTO INTIMO CON LA MISMA. LA PORCION DE MONTAJE TIENE UN ANCHO PREDETERMINADO EN LA PERIFERIA EXTERIOR DE LA MISMA, ESTA FORMADA POR DEBAJO DE UNA PORCION DE BOCA DE UNA BOTELLA POR UN MOLDEO DE SOPLADO DE ORIENTACION DE INYECCION, UN BORDE SUPERIOR DE LA RANURA DE MONTAJE ESTA FORMADO PARA TENER UN BORDE QUE…
BOTELLA PROVISTA DE UN ASA Y PROCEDIMIENTO DE FABRICACION DE ESTA BOTELLA MEDIANTE ESTIRADO-SOPLADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2003). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Clasificación: B65D23/10.
SE SUMINISTRA UNA BOTELLA QUE TIENE UN ASA FORMADA POR MOLDEADO POR ESTIRAMIENTO POR SOPLADO QUE COMPRENDE UNA ESTRUCTURA MEJORADA Y FACILITA SU TRANSPORTE INCLUSO EN EL CASO DE UNA BOTELLA RELATIVAMENTE GRANDE EN LA CUAL UN ASA COMBABLE QUE TIENE UNA FORMA PLANA QUE SE EXTIENDE EN UNA DIRECCION TRANSVERSAL SE FORMA INTEGRAMENTE POR DEBAJO DE UNA PARTE ROSCADA DEL CUELLO DE LA BOTELLA EN LA BOTELLA, Y UNA PARTE DE CONEXION DEL ASA INCLUYE UNA PARTE ESTRECHA QUE ESTA TRANSVERSALMENTE DISPUESTA POR LA REDUCCION DEL GROSOR EN UNA PARTE INTERMEDIA DE LA PARTE DE CONEXION, MEDIANTE LO CUAL SE HACE QUE LA LENGUETA DE AJUSTE DEL DEDO PUEDA COMBARSE EN LA PARTE ESTRECHA EN LAS DIRECCIONES HACIA ARRIBA Y HACIA ABAJO, Y LA ORIENTACION MOLECULAR DEL MATERIAL DE RESINA ES LLEVADA A CABO POR LA PARTE ESTRECHA.
PROCESO DE MOLDEO POR INYECCION Y ESTIRADO-SOPLADO.
(01/05/2000) SE PRESENTA UN PROCESO MEJORADO PARA UN MOLDEADO A INYECCION POR ESTIRAMIENTO POR SOPLADO. EN EL PROCESO, UNA RESINA FUNDIDA ES INYECTADA A UNA CAVIDAD DE INYECCION DEFINIDA POR UN MOLDE DE INYECCION, UN MOLDE DE LABIO Y UN NUCLEO DE INYECCION PARA FORMAR UNA PROFORMA DESEADA EN DONDE EL TIEMPO DE ENFRIAMIENTO PARA ESTA PROFORMA SE REDUCE POSITIVAMENTE PARA FORMAR UNA CAPA SUPERFICIAL RIGIDA SOBRE LA SUPERFICIE EXTERIOR DE LA PROFORMA SIN INCREMENTAR EL GROSOR. DESPUES DE ESTO LA PROFORMA SE LIBERA DEL MOLDE DE INYECCION Y SE TRANSFIERE A UN MOLDE DE SOPLADO CON UNA PARTE DE BOQUILLA QUE SE SUJETA CON EL MOLDE DE LABIO MIENTRAS LA CAPA SUPERFICIAL MANTIENE LA CONFIGURACION DE LA PROFORMA Y EL INTERIOR ESTA EN UN ESTADO DE ALTA TEMPERATURA, Y SE MOLDEA POR ESTIRAMIENTO POR SOPLADO EN UN ARTICULO HUECO MOLDEADO, POR…
(16/12/1997) LA INVENCION SE REFIERE A UNA BOTELLA CON UN ASA OBTENIDA MEDIANTE EL MOLDEO POR SOPLADURA DE ORIENTACION, EN QUE UNA PORCION DE MONTAJE COLOCADA A UNA ALTURA PREDETERMINADA QUE TIENE UN DIAMETRO GRANDE Y CUYA PARTE SUPERIOR SE COMPONE DE UNA PARED EXTERIOR A MODO DE SALIENTE MOLDEADO POR INYECCION Y UNA PARED INTERIOR ORIENTADA INTERNAMENTE DEL MISMO Y COLOCADA EN ESTRECHO CONTACTO CON EL, TENIENDO DICHA PORCION DE MONTAJE UN ANCHO PREDETERMINADO EN UNA PERIFERIA EXTERIOR DE LA MISMA, Y QUE SE FORMA DEBAJO DE UNA PORCION DE BOCA DE UNA BOTELLA MEDIANTE UN MOLDE POR SOPLADURA DE ORIENTACION POR INYECCION, HECHO UN BORDE SUPERIOR DE DICHA RANURA DE MONTAJE (4A) DE MODO QUE TENGA UNA PLURALIDAD DE MUESCAS A INTERVALOS IGUALES, UN ANILLO DE MONTAJE , QUE TIENE…
METODO DE MOLDEO POR SOPLADO CON ORIENTACION DE INYECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1996). Solicitante/s: A.K. TECHNICAL LABORATORY, INC.,. Clasificación: B29C49/64, B29C49/06.
UN METODO DE MOLDEO PARA LLEVAR A CABO CONTINUAMENTE LOS PASOS DESDE MOLDEO DE INYECCION DE LA REALIZACION DE UNA RESINA SINTETICA A SU MOLDEO POR SOPLADO ORIENTADO EN UN ARTICULO MOLDEADO HUECO CON PAREDES FINAS, CARACTERIZADO EN QUE LA EXTRACCION DE LO FORMADO DESDE EL MOLDE DE INYECCION ES LLEVADA A CABO DURANTE LA FASE DONDE SU FORMA PUEDE SER MANTENIDA POR UNA FINA CAPA PRODUCIDA EN LA SUPERFICIE, MEDIANTE EL ENFRIAMIENTO RAPIDO, Y LA FASE DONDE EL ENFRIAMIENTO INTERNO NO SE HA TERMINADO TODAVIA Y LA TEMPERATURA ES ALTA, Y EL MOLDEADO POR SOPLADO ORIENTADO DEL REALIZAMIENTO ES REALIZADO DENTRO DE UN PERIODO HASTA QUE UNA TEMPERATURA DE LA SUPERFICIE DE LA REALIZACION QUE ALCANZA SU PROPIA TEMPERATURA INTERNA ALCANCE UNA TEMPERATURA CUMBRE.
MAQUINA MOLDEADORA DE TIPO ROTATORIO DE AIRE A PRESION DIRIGIDO POR INYECCION.
(01/09/1995) LA INVENCION MUESTRA UNA MAQUINA MOLDEADORA DE TIPO ROTATORIO DE AIRE A PRESION DIRIGIDO POR INYECCION QUE CONSTA DE UNA PLACA HORIZONTAL QUE SE PUEDE MOVER DE FORMA VERTICAL Y QUE SE ENCUENTRA SOBRE LA BASE DE UNA MAQUINA QUE TIENE LAS PARTES REQUERIDAS DE UN BORDE PERIFERICO DE ESTA INSERTADAS EN BARRAS DE UNION QUE SE ENCUENTRAN COLOCADAS HACIA ARRIBA SOBRE LA BASE DE LA MAQUINA, UNA PLACA DE TRANSFERENCIA MONTADA DE FORMA GIRATORIA SOBRE LA PARTE POSTERIOR DE LA PLACA BASE Y QUE TIENE MOLDES DE RETENCION COLOCADOS EN LA SUPERFICIE INFERIOR DE LA MISMA, UN DISPOSITIVO DE CONDUCCION QUE SE ENCUENTRA EN LA PARTE CENTRAL DE LA PARTE SUPERIOR…
{kind=link}