14 inventos, patentes y modelos de ROSENTHAL, DIETER
Método para la detección y clasificación de defectos superficiales sobre desbastes de colada continua.
(20/06/2012) Método para la detección y la clasificación de defectos superficiales sobre productos de colada continua,utilizando información topográfica en relación con el aspecto de las superficies de colada continua, en donde sedetectan defectos y/o imperfecciones con su posición exacta, se evalúa la posición y la extensión, y encorrespondencia con la evaluación previa al siguiente procesamiento del producto, se eliminan o se evitan medianteuna optimización del proceso, caracterizado porque, por una parte, se detectan los defectos y/o las imperfeccionessobre la superficie de los desbastes del producto primario de colada continua y se…
PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION DE UNA BANDA METALICA MEDIANTE LAMINADO POR FUNDICION.
Sección de la CIP Técnicas industriales diversas y transportes
(25/05/2009). Ver ilustración. Solicitante/s: SMS SIEMAG AG. Clasificación: B21B1/46.
Procedimiento de fabricación de una banda metálica mediante laminado por fundición, en el que primero se funde una plancha fina en una máquina de fundición , laminándose ésta, a continuación, en al menos un tren de laminado empleando el calor primario del proceso de fundición, pasando la plancha fina fundida entre la máquina de fundición y el, al menos uno, tren de laminado tanto, al menos, por un horno de retención como también, al menos, por un horno de inducción , caracterizado porque el horno de retención y el horno de inducción se activan o desactivan y/o se controlan o regulan en función de un modo de operación seleccionado, o sea, de un primer modo de operación de fabricación continua de la banda metálica y de un segundo modo de operación de fabricación discontinua de la banda metálica.
DISPOSITIVO PARA LA PRODUCCION DE BANDA DE ACERO LAMINADA EN CALIENTE, EN PARTICULAR A PARTIR DE UNA PIEZA EN BRUTO EN FORMA DE BANDA COLADA EN CONTINUO.
(01/03/2009) Dispositivo para la producción de banda de acero laminada en caliente según el concepto de las instalaciones CSP, que comprende, al menos, una máquina de colar en continuo, al menos una cizalla, al menos un horno de homogeneización, un descascarillador, en caso dado un tren desbastador, un tren de acabado, que puede estar configurado como laminador de cajas múltiples (WW) o como laminador de tipo Steckel, un camino de rodillos con zonas de refrigeración y, al menos, un torno bobinador para la banda de acero, estando dispuestas la línea de colada (GL) y la línea de laminación (WL) paralelamente entre sí o, aproximadamente, de manera paralela entre sí de tal modo, que el sentido de colada y el sentido…
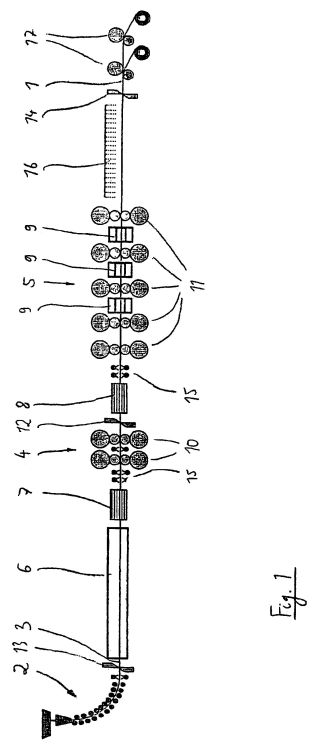
INSTALACION DE LAMINADO EN CALIENTE.
(01/06/2005) Instalación de laminado en caliente para el laminado de un fleje de laminado en caliente, para un amplio surtido de productos que se han de laminar de material comformable de diferente dificultad, con una instalación de colada para planchones delgados para la colada de planchones continuos, una cizalla contigua a la instalación de colada para planchones delgados para separar los planchones de colada continuos a la longitud deseada, que se corresponde respectivamente con la longitud de un rollo laminado completo o a uno múltiple, un horno con solera de rodillos para amortiguar y templar los planchones separados, una caja descascarilladora a continuación del horno con solera de rodillos , así como un tren laminador de siete cajas , con un trayecto de enfriamiento dispuesto al final del tren laminador y una cizalla para…
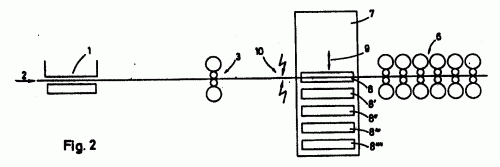
REEQUIPAMIENTO DE TRENES LAMINADORES EN CALIENTE PARA LAMINAR BANDAS DELGADAS.
Secciones de la CIP Química y metalurgia Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/12/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: C21D9/00, F27B9/14, B21B1/24, B21B45/00.
TRENES EN LAMINADO CALIENTE QUE TIENEN UN HORNO DE TIRANTES MOVIBLES , UN ARMAZON REVERSIBLE COLOCADO A CONTINUACION, ASI COMO UN TREN DE LAMINADO CALIENTE PARA EL ACABADO DE BANDAS CALIENTES LAMINADAS Y FINAS DE ACERO AUSTENITICO, LAS CUALES SE DEBEN ADAPTAR DE TAL MANERA, QUE LA BANDA CALIENTE SE PUEDA LAMINAR CON GROSORES POR DEBAJO DE 1 MM. PARA ELLO SE PROPONE, QUE ENTRE EL ARMAZON REVERSIBLE Y EL TREN DE LAMINADO CALIENTE SE COLOQUE UN HORNO DE MANTENIMIENTO , QUE ASEGURA MEDIANTE VARIOS SITIOS DE RECOGIDA (8, 8 ' ...) PARA LAS LAMINAS QUE SE PUEDAN CALENTAR DE MANERA CONSTANTE UN TIEMPO DE CALENTAMIENTO COMPLETO PARA CADA BANDA, QUE ES VARIAS VECES MAYOR QUE EL TIEMPO DE LAMINADO DEL TREN DE LAMINADO CALIENTE DE ACABADO.
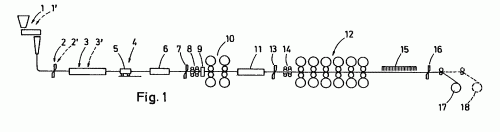
INSTALACION DE LAMINACION EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B15/00.
UNA INSTALACION DE LAMINADO EN CALIENTE PARA PRODUCTOS PLANOS DEBE CONSTRUIRSE DE TAL FORMA QUE AL LAMINAR BANDAS DELGADAS NO APAREZCAN AVERIAS. PARA ELLO SE PROPONE QUE LOS PLANCHONES DELGADOS SUMINISTRADOS POR LA INSTALACION DE COLADA CONTINUA (1, 1') SE ALIMENTEN UNIDOS ENTRE SI Y POR LO TANTO COMO UN MATERIAL CONTINUO AL TREN DESBASTADOR Y AL TREN DE ACABADO.
CIZALLA DE ALTA VELOCIDAD PARA CORTE TRANSVERSAL DE BANDA LAMINADA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2001). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B23D25/12.
PARA PODER MANIPULAR TIJERAS EN VOLADIZO PARA CINTA ANCHA EN CALIENTE, INCLUSO A VELOCIDADES DE HASTA 30 M/S, SE PROPONE SINCRONIZAR LA VELOCIDAD PERIMETRICA DE LOS TAMBORES DE CUCHILLAS CON LA VELOCIDAD DE LA CINTA, Y AJUSTAR LA VELOCIDAD VERTICALMENTE A LA CINTA, PARA EL VERDADERO CORTE, DE FORMA SEPARADA RESPECTO A ESTA VELOCIDAD PERIMETRICA.
INSTALACION DE PRODUCCION PARA LAMINAR DE FORMA CONTINUA O DISCONTINUA BANDA EN CALIENTE.
(01/11/2000) PARA LA ELIMINACION CONTINUA O DISCONTINUA DE BANDAS EN CALIENTE CON ESTRUCTURA FERRITICA Y/O AUSTENITICA A PARTIR DE LLANTONES DELGADOS ELABORADOS MEDIANTE FUNDICION DE COLADA EN CUERDA CONTINUA SE PROPONE UNA INSTALACION DE PRODUCCION, DONDE DETRAS DE UNA INSTALACION DE COLADA EN CUERDA CONTINUA Y ANTES DEL HORNO DE COMPENSACION SE DISPONE DE UNA CIZALLA ASI COMO TAMBIEN DETRAS DEL HORNO DE COMPENSACION Y ANTES DEL MECANISMO DE LAMINACION SE DISPONE DE UNA OTRA CIZALLA Y UN DISPOSITIVO DE DESOXIDACION, Y DE FORMA QUE DETRAS DEL MECANISMO DE LAMINACION SE ENCUENTRA UN DISPOSITIVO DE CALENTAMIENTO O DISPOSITIVO DE REFRIGERACION Y UNA DEVANADERA DE BANDA O BIEN UNA MAQUINA DE ENROLLADO. ES CARACTERISTICA LA INSTALACION DE PRODUCCION A TRAVES DE MULTIPLES CALLES DE LAMINACION TRABAJANDO DE FORMA CONTINUA, POR…
INSTALACION DE PRODUCCION DE BANDA EN CALIENTE PARA LAMINAR BANDA DELGADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/26, B21B1/34.
SE PROPONE UNA INSTALACION DE PRODUCCION PARA LA GENERACION DE PRODUCTOS PLANOS DE LAMINACION EN CALIENTE, COMPUESTA DE UNA CALLE DE LAMINACION CON EQUIPACION MULTIPLE, UNA VIA DE RODILLO DE SALIDA CON EQUIPOS PARA REFRIGERACION DE LA BANDA EN CALIENTE Y CON MAQUINA DE ENROLLADO DISPUESTA A CONTINUACION PARA ENROLLADO DE LA BANDA, POR MEDIO DE LA CUAL PUEDE SER LAMINADO UN MATERIAL DE BANDA BAJO LIMITACION DESEADA DE LA VELOCIDAD DE DESARROLLO CON ESPESORES PEQUEÑOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B1/34, B21B37/74, B21B45/00.
EN LOS RODILLOS DE UN TREN DE LAMINACION STECKEL DEBE TENERSE EN CUENTA QUE APARECEN OSCILACIONES DE FUERZA DE LAMINADO CONSIDERABLES A TRAVES DE LA LONGITUD DE LAS BANDAS A SER LAMINADAS. ESTAS FUERZAS SE COMPENSAN MEDIANTE TEMPERATURAS DIFERENTES DE LAS OSCILACIONES DE FUERZA DE LAMINACION QUE PREDOMINAN EN LAS BANDAS A TRAVES DE UN DISPOSITIVO DE CALENTAMIENTO, REGULADO MEDIANTE UNA APLICACION DEPENDIENTE DE LA TEMPERATURA DE BANDA Y/O DE LA POSICION DE BANDA, DE TAL FORMA QUE A TRAVES DE LA LONGITUD DE BANDA COMPLETA SE RENUNCIA APROXIMADAMENTE A LA MISMA FUERZA DE LAMINACION PERTENECIENTE.
DISPOSITIVO PARA LA MECANIZACION DE RODILLOS DURANTE EL PROCESO DE LAMINACION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1999). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B24B41/04, B21B28/04, B24D13/12.
UN DISPOSITIVO PARA RECTIFICADO DE RODILLOS DE TRABAJO DEBE SER SIMPLIFICADO Y ABARATADO ASI COMO DEBE DISPONERSE DE UNA NECESIDAD DE ESPACIO REDUCIDO EN ESPACIOS LIMITADOS DEL BASTIDOR DE LAMINACION. PARA ELLO SE PROPONE QUE UNA UNIDAD DE RECTIFICADO CONFIGURADA COMO RODILLO ESTE APOYADA EN LAS PIEZAS DE MONTAJE DEL RODILLO A SER RECTIFICADO Y QUE LOS RODILLOS SEAN AJUSTABLES A TRAVES DEL COJINETE CONTRA LOS RODILLOS A SER RECTIFICADOS.
PROCEDIMIENTO Y DISPOSITIVO PARA REGULAR EL ESPESOR DE ALMAS Y BRIDAS EN EQUIPOS UNIVERSALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1994). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B37/08, B21B37/02.
EN LA LAMINACION DE SOPORTE EN I DEBE MECANIZARSE CON REGULACION DEL ESPESOR DE ALMAS Y DE BRIDAS. POR ELLO SE PROPONE EL COORDINAR CADA RODILLO LAMINADOR DEL EQUIPO UNIVERSAL CON UN CIRCUITO GRADUADO DE SITUACION. PARA MANTENER UNA RELACION DETERMINADA DE LONGITUDES DE ALMAS CON RESPECTO A LONGITUDES DE BRIDAS SE PROPONE EL PODER ACOPLAR DE FORMA AJUSTABLE EL CIRCUITO GRADUADO DE SITUACION. EL AJUSTE DEBE EFECTUARSE DEPENDIENTE DE LA PROGRAMACION DE LOS LAMINADORES.
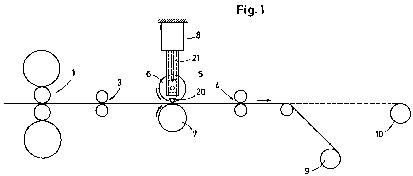
DISPOSITIVO DE MANDO PARA LEVANTAR Y APRETAR LOS RODILLOS PRESORES DE LAS DEVANADERAS EN CALIENTE DE CINTAS LAMINADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1994). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21C47/06.
DISPOSITIVO DE MANDO PARA LEVANTAR Y APRETAR LOS RODILLOS PRESORES DE LAS DEVANADERAS EN CALIENTE DE CINTAS LAMINADAS. ESTAS DEVANADERAS EN CALIENTE DE CINTAS LAMINADAS DISPONEN DE UN MANDRIL CIRCULATORIO . LOS RODILLOS PRESORES SE PONEN EN MARCHA A TRAVES DE GRUPOS PISTON-CILINDRO (5, 5A), POSICIONANDO ASI LOS RODILLOS PRESORES MEDIANTE UN MECANISMO ELECTROHIDRAULICO SEGUN LAS SEÑALES, QUE INDICAN CADA VEZ LA POSICION DEL BORDE TRANSPORTADOR DE LA CINTA LAMINADA (B) QUE CIRCULA JUNTO CON EL MANDRIL . EL POSICIONADO, QUE SE REALIZA LEVANTANDO Y APRETANDO LOS RODILLOS PRESORES , VIENE APOYADO POR UNA TANSMISION DE FUERZA, CON LOS CIRCUITOS REGULADORES DE POSICIONADO Y DE FUERZA CERRADOS. ESO EXIGE UNA PREDETERMINACION DEL VALOR NOMINAL CORRESPONDIENTE A CADA POSICION DE LEVANTAMIENTO Y PRESION DE LOS RODILLOS PRESORES , FIJANDO RESTRINGIDOS VALORES DE FUERZA NOMINALES PARA AMBAS DIRECCIONES DE MOVIMIENTO. FIG01.
PROCEDIMIENTO PARA BOBINADO DE BANDAS EN INSTALACIONES DEVANADORAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1994). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B65H18/26.
LOS PROCEDIMIENTOS CONOCIDOS BAJO LA DENOMINACION STEP-CONTROL PARA MANDO DEL AJUSTE DE RODILLOS DE PRESION DE UNA DEVANADORA DE BANDA, DEBEN MEJORARSE DE MODO QUE TAMBIEN PUEDAN BOBINARSE EN LA UÑA DEVANADORA BANDAS FINAS SIN DAÑOS. PARA ELLO SE PROPONE QUE LOS RODILLOS DE PRESIONLLEVEN LA BANDA LO MAS CERCA POSIBLE DE LA UÑA DEVANADORA O QUE SOLAMENTE LOS ULTIMOS RODILLOS DE PRESION EN LA DIRECCION DE MARCHA ,DE LA BANDA PRESIONE LA BANDA CONTRA LA UÑA DEVANADORA, MIENTRAS LOS RODILLOS DE PRESION RESTANTES SITUAN LA BANDA LO MAS CERCA POSIBLE DE LA UÑA DEVANADORA SIN QUE LA BANDA Y LA UÑA DEVANADORA EJERZAN FUERZAS DE PRESION. LA INSTALACION LIBRE DE DESLIZAMIENTO DE LA BANDA EN LA UÑA DEVANADORA SE CONSIGUE POR EXTENSIONES DE LOS SEGMENTOS DE UÑA QUE REGULAN LA POSICION.
{kind=link}
{kind=link}
{kind=link}
{kind=link}