Artículo retrorreflectante.
(15/07/2020) Artículo retrorreflectante que comprende varios elementos retrorreflectantes de esquina de cubo hexagonales formados de una manera estrechamente empaquetada en un plano común (plano Sc), teniendo cada uno de los elementos retrorreflectantes de esquina de cubo hexagonales tres superficies laterales reflectantes cuadriláteras (superficie a, superficie b y superficie c) que tienen tres líneas de borde (HD, HE y HF) y un vértice (H) en común y un eje óptico que pasa a través del vértice (H) y está a una distancia igual desde las tres superficies laterales reflectantes (superficie a, superficie b y superficie c), caracterizado porque:
el artículo retrorreflectante comprende al menos dos tipos…
Método de fabricación de un tubo de metal sin costura de pared ultra delgada mediante un método de laminado en frío.
(20/09/2017) Un método para producir un tubo de metal sin costura de pared ultra delgada mediante un método de laminado en frío, en el cual se emplea un laminador de paso de peregrino en frío, comprendiendo el método:
la utilización de un rodillo que tiene una ranura cuyo diámetro permanece constante o disminuye gradualmente desde un lado de entrada de acoplamiento hasta un lado de salida de terminación de un par de rodillos, y un mandril convergente cuyo diámetro aumenta gradualmente desde el lado de entrada de acoplamiento hasta el lado de salida de terminación;
en el cual
el laminador de paso de peregrino en frío tiene un accionamiento de tipo mecatrónico, e incluye: un sistema de control eléctrico para controlar un movimiento alternativo de un soporte de rodillo…
Procedimiento de fabricación de tuberías de metal con pared extremadamente delgada mediante laminado en frío.
(18/02/2015) Un procedimiento de producción de un tubo metálico de pared ultra delgada mediante un procedimiento de laminación en frío en el que se aplica un laminador de paso de peregrino en frío,
en el que un espesor de pared t se reduce para realizar la elongación mientras que un diámetro de centro de espesor de pared, que es un diámetro medio de los diámetros exterior e interior de un material de tubo, se expande usando
un par de rodillos , que tiene un matriz de ranura cónica cuyo diámetro se reduce gradualmente desde un lado de entrada de acoplamiento del rodillo hacia un lado de salida de acabado del mismo, y
una barra de mandril cónico, cuyo diámetro se expande gradualmente…
Procedimiento de producción de tuberías metálicas sin costuras mediante laminado en frío.
(07/01/2015) Un procedimiento de producción de un tubo metálico sin costuras mediante laminado en frío con un laminador en frío de paso de peregrino, que comprende las etapas de:
cuando se alarga una envuelta hueca de tal forma que se reduce un diámetro exterior (d0) de la misma mientras que se reduce un grosor (t0) de pared de la misma, se utilizan de forma selectiva un par de rodillos y una barra ahusada de mandril según los diámetros exteriores y los grosores de pared de la envuelta hueca y un tubo laminado como producto, teniendo cada uno de los rodillos un calibre de surco ahusado que tiene un diámetro que se reduce progresivamente desde un lado de entrada de acoplamiento del…
MATERIAL METALICO TENIENDO ESTRUCTURA DE GRANO ULTRAFINO Y METODO PARA SU FABRICACION.
Sección de la CIP Química y metalurgia
(16/08/1995). Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD.. Clasificación: C21D8/00, C22F1/18, C22F1/10.
SE DESCUBRE UN METODO PARA PRODUCIR UN MATERIAL METALICO TENIENDO UNA MICROESTRUCTURA ULTRAFINA, EXHIBIENDO EL MATERIAL METALICO UNA FASE DE TRANSFORMACION DESDE UNA FASE DE BAJA TEMPERATURA A UNA FASE DE ALTA TEMPERATURA, COMPRENDIENDO EL METODO LOS PASOS DE: PREPARAR UN MATERIAL METALICO EL CUAL COMPRENDE AL MENOS UNA FASE DE BAJA TEMPERATURA; APLICAR DEFORMACION PLASTICA AL MATERIAL METALICO; E INCREMENTAR LA TEMPERATURA DE UN MATERIAL METALICO POR ENCIMA DEL PUNTO DE TRANSFORMACION MIENTRAS SE APLICA LA DEFORMACION PLASTICA PARA EFECTUAR LA TRANSFORMACION DESDE LA FASE DE BAJA TEMPERATURA A LA FASE DE ALTA TEMPERATURA.
METODO DE PRODUCCION DE CINTAS DE METAL LAMINADO.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(01/02/1995). Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD.. Clasificación: F16H9/24, F16G1/21, B21D53/14.
UN METODO DE PRODUCCION DE CINTAS DE METAL LAMINADO CON UNA SEPARACION CORRESPONDIENTE AL ESPESOR DE LA RESINA ENTRE LOS RESPECTIVAS CINTAS DE ANILLA MEDIANTE UN PASO PARA FORMACION DE UNA LAMINA DE METAL CORRESPONDIENTE AL NUMERO DE CINTAS DE ANILLA QUE CONSTITUYEN LAS CINTAS DE METAL LAMINADO DE UNA UNIDAD CON RESINA, UN PASO PARA FORMACION DE UN CUERPO CILINDRICO QUE TIENE DIAMETROS INTERNO Y EXTERNO PREDETERMINADOS DE LA HOJA LAMINADA, UN PASO PARA CORTAR RADIALMENTE EL CUERPO CILINDRICO EN SECCIONES PARA OBTENER ANILLAS LAMINADAS Y UN PASO PARA ELIMINAR LA RESINA DE LA ANILLA LAMINADA.
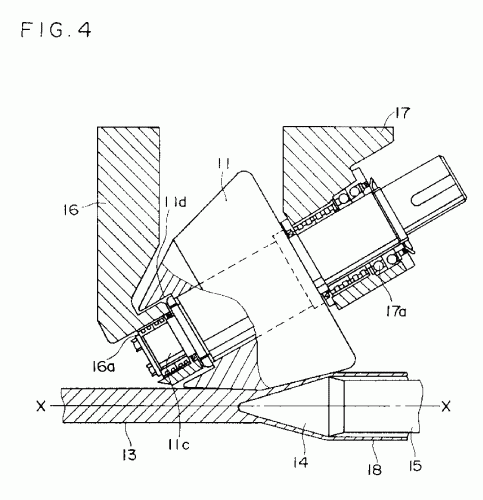
UN METODO PARA LA FABRICACION DE TUBOS SIN SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1989). Ver ilustración. Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD.. Clasificación: B21B19/04.
METODO PARA LA FABRICACION DE TUBOS SIN SOLDADURA QUE PERMITE REALIZAR LA PERFORACION DE UNA BARRA MACIZA MEDIANTE UNA LAMINADORA DE PERFORACION, EN UNA SOLA PASADA, CON UNA RELACION DE PERFORACION SUPERIOR A 4,0 O UNA RELACION DE EXPANSION SUPERIOR A 1,15 O UNA RELACION ESPESOR DE PARED-DIAMETRO EXTERIOR INFERIOR AL 6,5% CUYA LAMINADORA COMPRENDE UNOS RODILLOS DE FORMA CONICA, CON UNOS ANGULOS DE AVANCE Y DE CRUZAMIENTO QUE SATISFACEN LAS SIGUIENTES CONDICIONES: 8' < 20' 5' < 35' 15' < 50' PRESENTANDO EL DIAMETRO DE LA BARRA MACIZAD0, EL DIAMETRO EXTERIOR D Y EL ESPESOR T DEL CUERPO HUECO OBTENIDO DESPUES DE LA PERFORACION LAS CONDICIONES PREESTABLECIDAS.
{kind=link}