PROCEDIMIENTO DE MOLDEADO DE ARTICULOS DE CAPAS MULTIPLES DE MATERIA PLASTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2006). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Clasificación: B29C49/00, B29C45/16.
Un método de moldear por inyección un artículo de plástico multicapa incluyendo: moldear primeramente un manguito interno en un núcleo colocado en una primera cavidad de molde , incluyendo el primer paso de moldeo una etapa de llenado y una etapa de intensificación de presión pero sustancialmente sin etapa de mantenimiento e enfriamiento para mantener una superficie exterior del manguito interno a una temperatura elevada durante un segundo paso de moldeo; sacar el manguito del núcleo y transferirlo sin retardo sustancial a una segunda cavidad de molde ; y moldear en segundo lugar una capa externa sobre el manguito en la segunda cavidad de molde para formar el artículo multicapa moldeado por inyección, donde la temperatura elevada de la superficie exterior promueve la adhesión de capas entre el manguito interno y la capa externa.
ENVASE A PRESION CON ASPECTO ACANALADO CON DURACION MEJORADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Clasificación: B65D1/02.
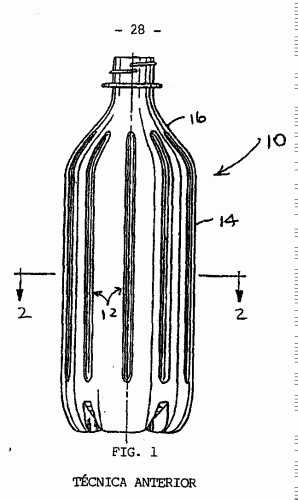
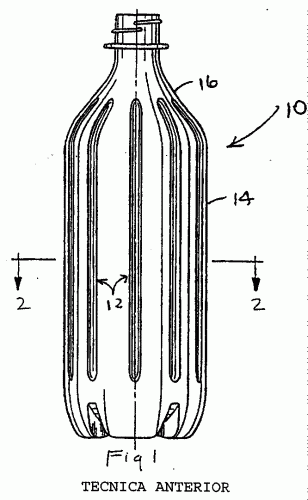
Un envase de plástico presurizado que tiene una pluralidad de líneas de marcado de una anchura estrecha W que ofrece una apariencia visual de las nervaduras en una porción de envase (4a) que tienen un espesor de pared T, donde una relación de W:T está en el intervalo de aproximadamente 1, 5:1 a 3, 0:1.
ENVASE TRANSPARENTE QUE CONTIENE UN AGENTE DE SUPRESION DE OXIGENO DE POLICETONA ALIFATICA.
(16/12/2003) UN ENVASE O PREFORMA BASICAMENTE TRANSPARENTE HECHO DE UNA COMPOSICION DE POLIMERO QUE COMPRENDE UNA POLICETONA ALIFATICA PARA ELIMINAR EL OXIGENO QUE TIENE LA FORMULA(A) DONDE N ES EL NUMERO DE UNIDADES DE REPETICION Y R ES HIDROGENO, UNA CADENA LATERAL ORGANICA O UNA CADENA LATERAL DE SILICIO. LA POLICETONA ALIFATICA PUEDE COMBINARSE VENTAJOSAMENTE CON OTROS POLIMEROS TERMOPLASTICOS PARA OBTENER LAS CARACTERISTICAS DE MOLDEO POR INYECCION Y DE MOLDEO POR SOPLADO DE ESTIRAMIENTO DESEADAS PARA FABRICAR PREFORMAS MOLDEADAS POR INYECCION BASICAMENTE AMORFAS Y ENVASES DE POLIESTER ORIENTADOS BIAXIALMENTE TRANSPARENTES. PUEDE FABRICARSE UN ENVASE DE CONTENEDOR MULTICAPA QUE TENGA UNA CAPA DE NUCLEO DE LA COMPOSICION DE ELIMINACION DE OXIGENO, Y CAPAS INTERNA Y EXTERNA…
ENVASE PRESURIZADO DE ASPECTO ACANALADO Y DE DURACION MEJORADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2003). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Clasificación: B29C49/00, B65D1/02, B65D1/44.
Un método de reducción de la fluencia en un envase de plástico presurizado que comprende: eliminar las nervaduras de anchura amplia que muestran fluencia bajo presión, y moldear por soplado al menos una línea rayada , que ofrece una apariencia visual de una nervadura mientras que se proporciona fluencia substancialmente reducida, donde al menos una línea rayada tiene una anchura en el intervalo de aproximadamente 0, 012 a 0, 040 pulgadas (0, 030 a 0, 100 cm).
PROCEDIMIENTO DE REDUCCION DE LOS FLUJOS NO CONTROLADOS DE POLIMEROS DURANTE LAS ETAPAS DE LLENADO Y DE REFRIGERACION EN EL ACABADO DEL GOLLETE DE PREFORMAS.
(16/06/2003) UN PROCEDIMIENTO PARA REDUCIR EL FLUJO INCONTROLADO DE UN POLIMERO FUNDIDO DURANTE LA ETAPA DE EMPAQUETADURA Y ENFRIAMIENTO, EN UN CICLO DE MOLDEO POR INYECCION. SE INYECTAN UNA PLURALIDAD DE POLIMEROS ENTRE UNA CAVIDAD Y UN NUCLEO DE MOLDE, PARA FABRICAR UN ARTICULO PLASTICO MULTICAPA, COMO UNA PREFORMA, CON UNA CAPA EXTERIOR DE UN PRIMER POLIMERO Y UNA CAPA INTERIOR DE UN SEGUNDO POLIMERO. EN UNA ZONA CONICA DEL MOLDE, SE SELECCIONA UNA ANCHURA MINIMA DE LA ZONA CONICA PARA IMPEDIR QUE EL SEGUNDO POLIMERO DESARROLLE UN EFECTO REALZADO DE BORDE ANTERIOR/POSTERIOR, QUE HAGA INVERTIR EL FLUJO AL SEGUNDO POLIMERO DURANTE LA ETAPA DE EMPAQUETADURA Y ENFRIAMIENTO. EL PROCEDIMIENTO ES ESPECIALMENTE UTIL PARA FABRICAR PREFORMAS PARA ENVASES MOLDEADOS POR SOPLADO, COMO…
RECIPIENTE DE CAPAS MULTIPLES RESISTENTE A LAS TEMPERATURAS Y PRESIONES ELEVADAS Y SU PROCEDIMIENTO DE PRODUCCION.
(16/02/2003) UN RECIPIENTE DE PLASTICO DE MULTIPLES CAPAS CON UNA MAYOR RESISTENCIA A APLICACIONES DE ALTAS TEMPERATURAS Y PRESIONES, COMO POR EJEMPLO LA PASTERIZACION DE ZUMOS CARBONATADOS. EL RECIPIENTE ES ECONOMICO COMERCIALMENTE EN COMPARACION CON RECIPIENTES DE VIDRIO PASTERIZABLES DE TECNICAS ANTERIORES, Y OFRECE TODAS LAS VENTAJAS DEL PLASTICO CON RESPECTO AL VIDRIO, ES DECIR, PESO LIGERO, RESISTENTE A LA FRAGMENTACION, ETC. EN UNA VERSION PARTICULAR, EL RECIPIENTE DE MULTIPLES CAPAS INCLUYE CAPAS INTERIORES Y EXTERIORES CON UN POLIETILENO VIRGEN DE IV RELATIVAMENTE ALTO, POR EJEMPLO, 0,85-0,90 DL/G, Y UNA CAPA CENTRAL DE…
RECIPIENTE DE MATERIAL DE PLASTICO.
(16/02/2003) SE PRESENTA UN ENVASE DE PLASTICO QUE HA SIDO MOLDEADO MEDIANTE SOPLADO A PARTIR DE UNA PREFORMA MOLDEADA A INYECCION, EL ENVASE INCLUYE UN CUERPO QUE TIENE UNA CONSTRUCCION DE TRES CAPAS LAMINADAS QUE INCLUYE CAPAS INTERNA Y EXTERNA DE UN PRIMER MATERIAL DE PLASTICO Y UNA CAPA INTERMEDIA DE UN SEGUNDO MATERIAL DE PLASTICO, Y UNA BASE EN LA CUAL UNA CAPA DE NUCLEO REEMPLAZA LA CAPA INTERMEDIA EN AL MENOS LA PARTE DEL FONDO DEL MISMO. LA INVENCION TAMBIEN SUMINISTRA UN ENVASE DE PLASTICO QUE HA SIDO MOLDEADO MEDIANTE SOPLADO A PARTIR DE UNA PREFORMA MOLDEADA A INYECCION QUE INCLUYE UNA PARTE DE FORMACION DE UNA BOCA DE EXTREMO ABIERTO, UNA PARTE DE FORMACION DEL CUERPO INTERMEDIO Y UNA PARTE DE FORMACION DE LA BASE CERRADA. LA PREFORMA ES DE UNA CONSTRUCCION LAMINADA…
CONTENEDOR PRESURIZADO REUTILIZABLE RESISTENTE A LA FISURACION A NIVEL DE LA BASE Y PROCEDIMIENTO DE FABRICACION.
(16/12/2002) UNA PREFORMA Y UN ENVASE, SE CONCIBEN PARA UN ENVASE PRESURIZADO RELLENABLE DE PLASTICO, COMO UN ENVASE DE POLIESTER PARA UNA BEBIDA CON GAS, QUE TIENE UNA ZONA DE BASE CON AUMENTADA RESISTENCIA A LA FISURACION DE LA INYECCION. LA FISURACION DE LA INYECCION, QUE PUEDE CONSTITUIR UN PROBLEMA EN CLIMAS MAS CALIDOS, SE PIENSA QUE ESTA CAUSADA EN LOS DISEÑOS PREVIOS, POR UNA OCLUSION DE MATERIAL ENTRE LA PUNTA DEL PUNZON DE ESTIRADO Y LA BASE DEL MOLDE DE SOPLADO DURANTE EL MOLDEO POR SOPLADO DEL ENVASE. OCLUSION QUE CAUSA EN EL ENVASE DEFECTOS SUPERFICIALES CONTIGUOS A LA INYECCION. ESTOS DEFECTOS SUPERFICIALES SE EXTIENDE DURANTE EL FLEXADO DE LA ZOMA ABOMBADA…
Un envase de plástico termo-llenable.
(16/12/2002) Un envase de plástico termo-llenable , que tiene una sección de panel con secciones de panel de vacío alternas y secciones de refuerzo, donde cada sección de panel de vacío tiene una porción de saliente radialmente ranurada que forma un límite continuo con la sección de panel y dentro de la porción de saliente está dispuesta una porción de pared central invertible , siendo móvil la porción de pared central desde una primera posición convexa, anterior al termo-llenado del envase , hasta una segunda posición cóncava bajo presión a vacío durante la refrigeración después del termo-llenado y sellado del envase , caracterizado porque las secciones de refuerzo tienen agarres para los dedos que comprenden dos o más canales horizontales radialmente dentados , siendo los canales de una anchura adaptada…
PROCEDIMIENTO DE REFRIGERACION DE PREFORMAS DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1999). Ver ilustración. Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Clasificación: B29C45/16, B29C45/72, B29B11/08.
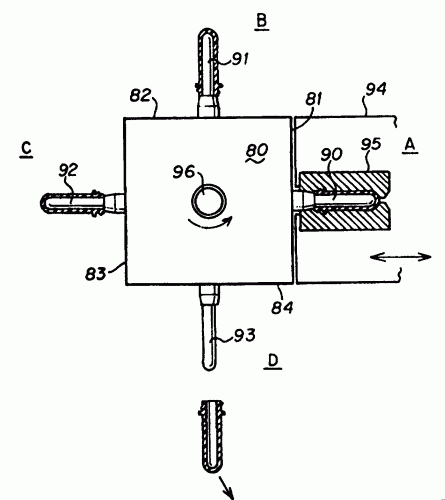
METODO DE FABRICACION DE PREFORMAS MULTICAPA RESISTENTES A LA DELAMINACION Y EN UN CICLO DE TIEMPO REDUCIDO. SE MOLDEA UN PRIMER CONJUNTO DE PREFORMAS EN UN PRIMER CONJUNTO DE NUCLEOS EN UN CONJUNTO ASOCIADO DE CAVIDADES DE MOLDEO; LOS NUCLEOS Y LAS PREFORMAS SE EXTRAEN DE LAS CAVIDADES LO MAS RAPIDO POSIBLE SIN DEFORMACION FISICA APRECIABLE DE LA PREFORMA. A CONTINUACION, LAS PREFORMAS SE ENFRIAN SOBRE LOS NUCLEOS, MIENTRAS SE SITUA UN SEGUNDO CONJUNTO DE NUCLEOS EN LAS CAVIDADES DE MOLDEO. EL ENFRIAMIENTO SOBRE LOS NUCLEOS EVITA LA DELAMINACION DE LAS CAPAS DE LA PREFORMA Y REDUCE EL TIEMPO DE ENFRIAMIENTO EN EL INTERIOR DEL MOLDE. LA PROVISION DE MULTIPLES CONJUNTOS DE NUCLEOS SOBRE UN REVOLVER ROTATIVO REDUCE EL CICLO DE TIEMPO RESPECTO A LA UTILIZACION DE TUBOS DE ENFRIAMIENTO ROBOTICOS EN EL ESTADO DE LA TECNICA ANTERIOR.
ENVASE DE PLASTICO ESTABLE PARA FLUIDOS A PRESION.
(16/02/1997) SE PRESENTA UNA BASE PARA UN ENVASE QUE SE SUJETA DE PIE LIBREMENTE QUE TIENE UNA COMBINACION MEJORADA DE PROPIEDADES CON RESPECTO A LA RESISTENCIA AL DESLIZAMIENTO, A LAS FRACTURAS POR TENSION, AL IMPACTO, PESO, CAPACIDAD DE SUJETARSE DE PIE Y FORMABILIDAD. LA BASE DEL ENVASE TIENE UNA PARED DE FONDO SUBSTANCIALMENTE HEMISFERICA QUE INCLUYE CUATRO NERVADURAS RADIANTES , Y CUATRO PATAS QUE SE EXTIENDEN HACIA ABAJO DESDE LA PARED DE FONDO ENTRE LAS NERVADURAS Y CADA UNA FINALIZA EN UN PIE . CADA NERVADURA TIENE UNA PARED DE NERVADURA QUE FORMA PARTE DE LA PARED DEL FONDO SUBSTANCIALMENTE HEMISFERICA Y QUE TIENE UNA AMPLITUD ANGULAR DE ENTRE 15 Y 30 (GRADOS) PARA UNA RESISTENCIA MEJORADA,…
DISPOSICION DE COLECTOR DE MOLDE DE INYECCION.
(01/11/1996) SE HA DESCUBIERTO QUE CUANDO LAS PRE-FORMACIONES EN CAPAS SE ESTAN MOLDEANDO POR INYECCION, UTILIZANDO AL MENOS DOS MATERIALES, ES POSIBLE MANTENER LA MISMA PENDIENTE HORIZONTAL Y VERTICAL DE CAVIDADES ADYACENTES, COMO ES POSIBLE CUANDO CADA HUECO DE MOLDE SE ESTA LLENANDO CON UN UNICO MATERIAL. MAS ESPECIALMENTE, SE HA DESCUBIERTO QUE CUANDO EL PORCENTAJE DEL MATERIAL QUE SE VA A INYECTAR EN UNA CAVIDAD DE UN MOLDE ES RELATIVAMENTE ALTO, ES POSIBLE UTILIZAR UN UNICO CRISOL DE MEDICION PARA CUATRO HUECOS DE MOLDES ADYACENTES . POR OTRA PARTE, SI UNO DE LOS MATERIALES QUE SE VAN A INYECTAR DENTRO DE UNA CAVIDAD DE MOLDE CONSTITUYE UN PORCENTAJE RELATIVAMENTE BAJO DEL VOLUMEN DE UNA CAVIDAD DE MOLDE, SE HA DESCUBIERTO QUE UN PEQUEÑO CRISOL DE MEDICION…
PREFORMADO DE TRES/CINCO CAPAS DOS MATERIALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1995). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Clasificación: B29C49/22, B29C45/16.
UN PREFORMADO PLASTICO EN EL QUE SE MOLDEA UN CONTENEDOR PLASTICO POR INSUFLACION DE AIRE COMPRIMIDO. EL PREFORMADO REEMPLAZA UN PREFORMADO DE TRES CAPAS SUMINISTRANDO UN PREFORMADO CONSTRUIDO DE CINCO CAPAS EN LA PORCION QUE FORMA SU BASE Y EN EL QUE UN MATERIAL SECUNDARIO QUE FORMA LA CAPA CENTRAL DE LA CONSTRUCCION DE PREFORMADO DE TRES CAPAS SE DIVIDE EN UNA CAPA INTERMEDIA INTERNA Y UNA CAPA INTERMEDIA EXTERNA MEDIANTE UNA TERCERA INYECCION DE MATERIAL. PREFERENTEMENTE EL MATERIAL INYECTADO EN TERCER LUGAR ES EL MISMO MATERIAL QUE EL MATERIAL PRIMARIO QUE SE INYECTA EN PRIMER LUGAR. ESTO RESULTA EN LA REDUCCION DEL COSTO DEL PREFORMADO Y TAMBIEN PROVEE EN LA BOCA DE INYECCION UNA CANTIDAD DEL ULTIMO MATERIAL INYECTADO QUE ES IGUAL AL PRIMER MATERIAL INYECTADO PARA EL SIGUIENTE PREFORMADO EN LA MISMA CAVIDAD DE MOLDE DE INYECCION DEL PREFORMADO.
METODO PARA RECALENTAR PREFORMAS PARA FORMAR ENVASES RELLENABLES MOLDEADOS MEDIANTE SOPLADO EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1992). Solicitante/s: CONTINENTAL PET TECHNOLOGIES, INC.. Clasificación: B29C49/64.
UN CALENTADO DE PREFORMAS DE POLIESTER QUE TIENEN QUE SER EXTENDIDOS MEDIANTE SOPLADO EN EL INTERIOR DE ENVASES EN LOS QUE EL RECALENTADO SE ACOPLA CON LA INICIACION CONTROLADA RAPIDA DE LA OPERACION DE EXTENDIDO MEDIANTE SOPLADO DESPUES DE UN RECALENTAMIENTO FINAL, PRODUCE UN ENVASE QUE PUEDE SER LLENADO CON UN MATERIAL CALIENTE SIN QUE HAYA NINGUNA CONTRACCION DESFAVORABLE DEL ENVASE. EL RECALENTADO SE EFECTUA POR MEDIO DE UNA COMBINACION ESPECIFICA DEL RECALENTAMIENTO DE UN HORNO DE CUARZO Y EL RECALENTAMIENTO POR MEDIO DE RADIOFRECUANCIA JUNTO CON LA EQUILIBRACION ESPECIFICA DE LA TEMPERATURA QUE CRUZA LA SECCION DEL CUERPO DE PREFORMA. LAS PREFORMAS DE POLIESTER PUEDEN SER RECALENTADAS A UNA TEMPERATURA ENTRE 225 F Y 260 F Y MOLDEADAS MEDIANTE SOPLADO SIN QUE TENGA LUGAR UNA INDESEABLE CRISTALIZACION DE SU SUPERFICIE MIENTRAS QUE SE INCREMENTA LA CAPACIDAD DEL ENVASE DE SER LLENADO CON UN CONTENIDO CALIENTE SIN QUE LA CONTRACCION AUMENTE.
{kind=link}
{kind=link}
{kind=link}