10 inventos, patentes y modelos de CHOUF,KARIM
Procedimiento de soldadura láser de tipo CO2 con tobera de chorro dinámico.
(07/11/2012) Dispositivo para vía aérea para uso en seres humanos o animales que comprende un tubopara las vías aéreas provisto de un extremo distante y un extremo próximo , en el que el extremo distante del cual está rodeado por un manguito laríngeo adaptado para formar un ajuste anatómico sobre la entrada laríngea de un paciente, el dispositivo adicionalmentecomprendiendo un estabilizador de la cavidad bucal colocado sobre o alrededor del tubopara la vía aérea entre el manguito laríngeo y el extremo próximo del tubo, dicho estabilizador de la cavidad bucalestando adaptado para encajar con la cara anterior de la lengua del paciente, el tamaño, forma, blandura yconfiguración del estabilizador bucal estando adaptados para proporcionar estabilidad y evitar el movimiento de…
Procedimiento de soldadura láser que uitliza una boquilla apta para estabilizar el keyhole.
(04/07/2012) Procedimiento de soldadura por haz láser que pone en práctica una boquilla (B) de soldadura por haz láser (A)formada por un cuerpo de boquilla de eje (X-X) que comprende al menos una superficie superior , unasuperficie inferior y una pared periférica y varios pasos internos perforados a través del cuerpo de boquilla entre las superficies superior e inferior , caracterizado porque se pone en práctica una boquilla (B) quecomprende:
- un vaciado axial que se extiende entre las superficies superior e inferior del cuerpo de boquilla ,dispuesto en la pared periférica del cuerpo de boquilla de manera que forma un canal externo remetido conrespecto a la superficie de la citada pared periférica , teniendo el cuerpo de boquilla una forma generalsemitroncocónica y comprendiendo la pared periférica del citado cuerpo de boquilla…
PROCEDIMIENTO DE CORTE CON UN LÁSER QUE TIENE AL MENOS UNA FIBRA A BASE DE ITERBIO CON CONTROL AL MENOS DE LA POTENCIA DE LA FUENTE DE LÁSER, DEL DIÁMETRO DEL HAZ FOCALIZADO Y DEL FACTOR CALIDAD DEL HAZ.
(22/07/2011) Procedimiento de corte mediante haz láser de una pieza que va a cortarse, en el que se usan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio que tiene una longitud de onda de entre 1 y 4 µm para generar el haz láser de una potencia comprendida entre 0,1 y 40 kW, caracterizado porque dicho haz láser se selecciona de manera que presenta: - una densidad de potencia de entre 1,5 y 20 MW/cm 2 , - un diámetro de haz focalizado comprendido entre 0,1 mm y 0,50 mm y - un factor de calidad (BPP) de entre 2 y 8 mm·mrad
PROCEDIMIENTO DE CORTE DE FIBRA DE ACERO INOXIDABLE CON UN LASER.
(18/05/2010) Procedimiento de corte de una pieza de acero inoxidable por haz láser , en el cual se utilizan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio para generar el haz láser que sirve para fundir la pieza y de este modo realizar el corte propiamente dicho, caracterizado porque:
- el factor de calidad del haz láser está comprendido entre 1 y 8 mm.mrad, y
- la pieza a cortar tiene un espesor entre 0,40 y 30 mm
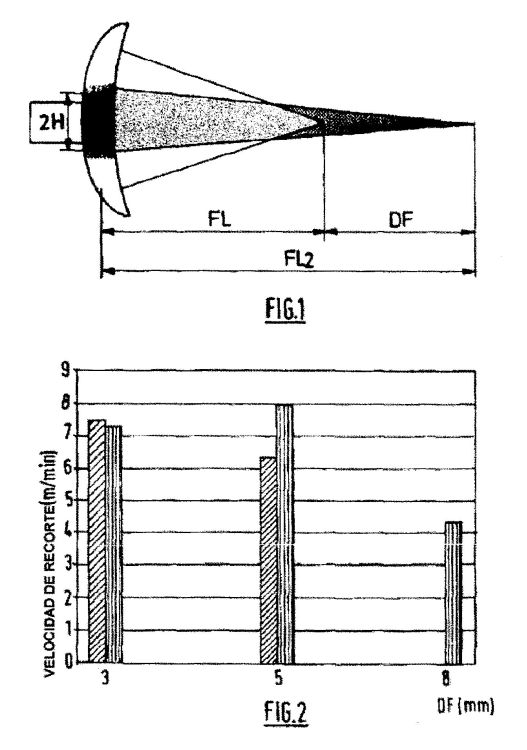
CORTE DE LASER CON LENTE BIFOCAL DE PIEZAS METALICAS DE POCO ESPESOR.
Sección de la CIP Técnicas industriales diversas y transportes
(21/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME A DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITAT. Clasificación: B23K26/06.
Procedimiento de recorte con rayo láser de una pieza metálica que tiene un espesor inferior a 5 mm, en el que se emplea una lente de doble enfoque que permite enfocar el rayo láser en al menos unos puntos primero (PF1) y segundo (PF2) de enfoque distintos entre sí y situados en el eje del rayo, presentando la lente una parte central de un diámetro (2H) que presenta un radio de curvatura diferente del de la parte externa periférica de la lente, estando la parte del rayo incidente situada en el exterior del diámetro (2H) enfocada en el primer punto focal (PF1) situado a una distancia focal (FL) y estando la parte del rayo incidente situada en el interior del diámetro (2H) enfocada en un segundo punto focal (PF2) situado a un distancia (DF) detrás del primer punto de enfoque (PF1) en el sentido de la propagación de la luz, caracterizado porque la distancia focal (FL) está comprendida entre 80 y 135 mm y dicho diámetro (2H) es inferior a 20 mm.
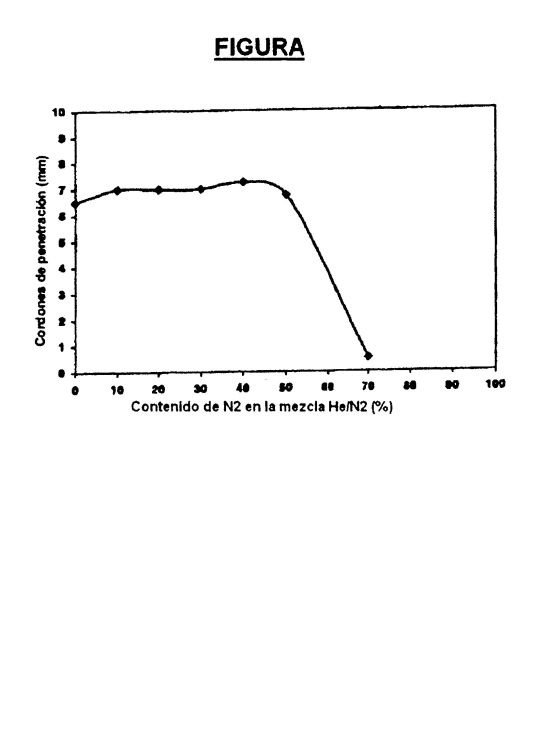
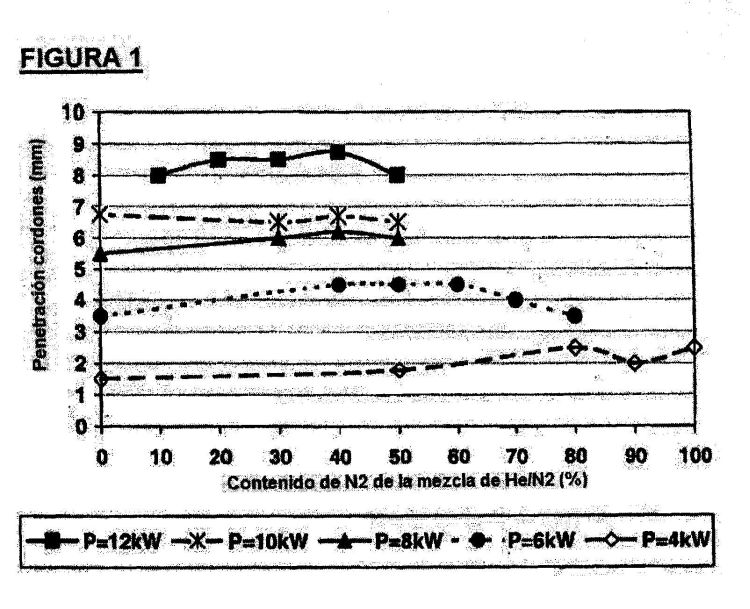
UTILIZACION DE MEZCLAS GASEOSAS HELIO/NITROGENO EN SOLDADURA LASER DE TUBOS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/26, B23K26/32, B23K26/12, B23K26/30, B23K35/38.
Procedimiento de soldadura, el uno con el otro, de los dos bordes longitudinales de una lámina de acero inoxidable austenítico, ferrítico o martensítico, que tiene un espesor de 0.5 a 4 mm, de manera a obtener un tubo soldado, que utiliza al menos un haz láser que tiene una potencia que va hasta 12 kW, y en el cual se utiliza una mezcla gaseosa constituida de 30% a 80% en volumen de nitrógeno y el resto de helio (hasta a 100%) para realizar una soldadura de penetración total o casi total, dicha lámina de acero que forma el tubo teniendo un índice de picadura (PI) tal que: PI = [%Cr]+ 3,3 x [%Mo]+ 16 x[%N] con PI < 35 donde: [%Cr], [%Mo] y [%N] son las proporciones ponderales de cromo, molibdeno y nitrógeno en el acero inoxidable de la lámina a soldar.
PROCEDIMIENTO DE CORTE DE UNA PIEZA DE ACERO C-MN CON AYUDA DE UNA FIBRA QUE CONTIENE ITERBIO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE
AIR LIQUIDE WELDING FRANCE. Clasificación: B23K26/14, B23K26/38, B23K26/40.
Procedimiento de corte por rayo láser de una pieza de acero C-Mn, caracterizado porque se utilizan medios de generación de rayo láser que comprenden al menos una fibra que contiene iterbio para generar el rayo láser y porque el factor de calidad del rayo láser está comprendido entre 0,33 y 8 mm.mrad.
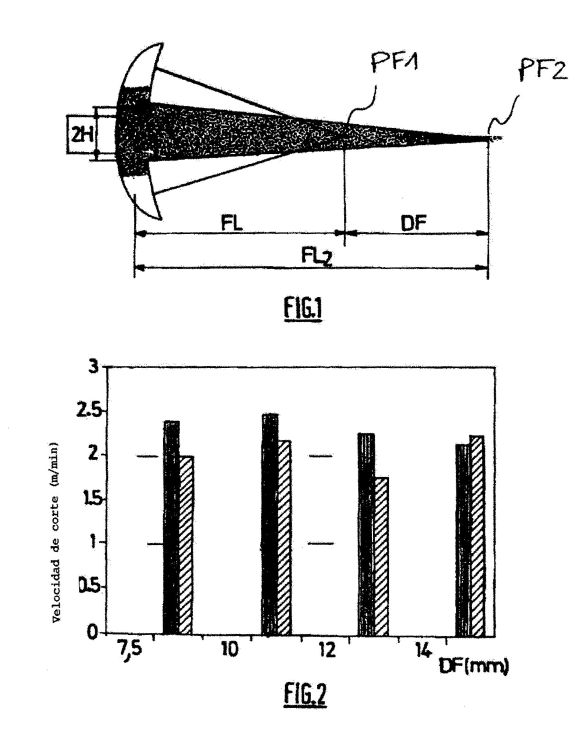
LASER DE CORTE CON LENTILLA CON DOBLE FOCALIZACION DE PIEZAS METALICAS DE GRAN GROSOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S.A.. Clasificación: B23K26/06.
Procedimiento de corte por haz de láser de una pieza metálica que tiene un grosor comprendido entre 5 y 20 mm, en el cual se utiliza una lentilla con doble focalización que permite focalizar el haz de láser en al menos un primer (PF1) y un segundo (PF2) puntos de focalización distintos el uno del otro y situados sobre el eje del haz de láser, caracterizado porque la lentilla presenta una longitud focal (FL) comprendida entre 170 y 300 mm, y porque la lentilla presenta una parte central con diámetro (2H) que presenta un primer radio de curvatura para focalizar el primer punto de focalización (PF1) en la longitud focal (FL), dicho diámetro (2H) es inferior a 20 mm.
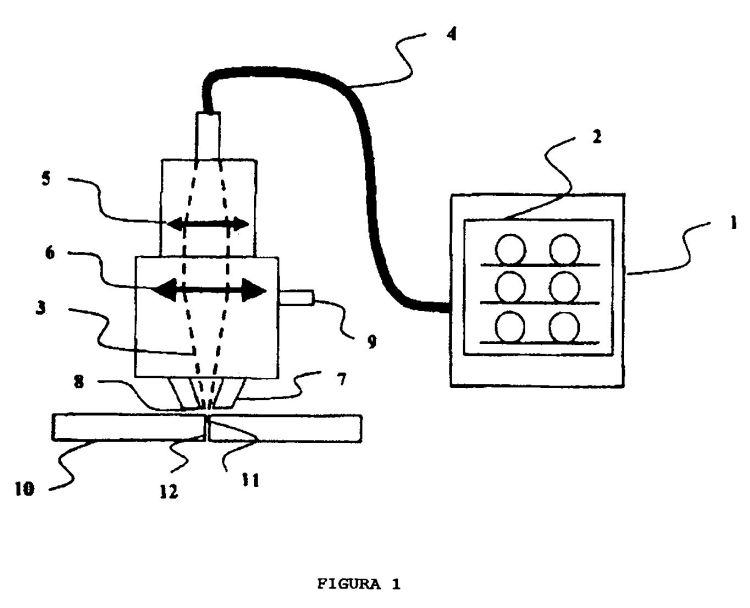
PROCEDIMIENTO E INSTALACION DE SOLDADURA LASER CON UNA MEZCLA GASEOSA N2/HE, EN CANTIDADES CONTROLADAS EN FUNCION DE LA POTENCIA LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K26/12.
Procedimiento de soldadura por rayo láser empleando una mezcla gaseosa de protección que contiene nitrógeno y helio, en la cual la proporción de nitrógeno y/o helio en dicha mezcla gaseosa es escogida o ajustada en función de la potencia o de la densidad de potencia de dicho rayo láser, caracterizado porque la proporción de helio en la mezcla gaseosa es aumentada cuando la potencia láser o la densidad de potencia aumenta.
UTILIZACION DE MEZCLAS DE GASES HELIO/NITROGENO EN SOLDADURA LASER DE FLANCOS EMPALMADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/32, B23K26/12, B23K35/38.
Procedimiento de soldadura de flancos empalmados formados por un material que contiene mayoritariamente acero, utilizando al menos un haz de láser, en el que se realiza al menos una unión de soldadura de tipo de penetración completa utilizando una mezcla gaseosa que comprende nitrógeno y helio para asistir a dicho haz de láser, caracterizado porque el material contiene una proporción superior a 0,015% en peso de aluminio y porque la mezcla gaseosa está constituida por 30% a 80% en volumen de nitrógeno y helio para el resto (hasta 100%).
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}