PROCEDIMIENTO DE INSTALACION PARA LA PRODUCCION DE UNA PLURALIDAD DE NEUMATICOS DIFERENTES.
(16/05/2004) UN PROCEDIMIENTO PARA LA FABRICACION, EN LA MISMA LINEA DE PRODUCCION, DE UNA PLURALIDAD DE NEUMATICOS QUE TIENEN CARACTERISTICAS DIFERENTES, DISTRIBUIDOS EN AL MENOS DOS SERIES SEPARADAS, CADA UNA DE NEUMATICOS IDENTICOS, UNA SERIE DIFIRIENDO DE LA OTRA SERIE POR AL MENOS UNA CARACTERISTICA ESTRUCTURAL O DIMENSIONAL DE LOS CITADOS NEUMATICOS DIFERENTES, QUE CONSISTE EN LAS SIGUIENTES ETAPAS PRODUCTIVAS: SUBDIVIDIR EL NUMERO DE NEUMATICOS COMPRENDIDO EN CADA SERIE, EN UNA PLURALIDAD DE LOTES CONSTITUIDOS POR UN NUMERO PREDEFINIDO DE NEUMATICOS, EN DONDE EL NUMERO DE NEUMATICOS CONTENIDO EN EL LOTE ES MENOR QUE EL NUMERO DE NEUMATICOS NO VULCANIZADOS CORRESPONDIENTES QUE PUEDEN FABRICARSE…
PROCEDIMIENTO PARA LA FABRICACION DE UNA ESTRUCTURA DE CARCASA PARA NEUMATICOS DE VEHICULOS, Y UNA ESTRUCTURA DE CARCASA OBTENIDA DE ESTA MANERA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2004). Solicitante/s: PIRELLI PNEUMATICI SOCIET PER AZIONI. Clasificación: B29D30/10, B29D30/18, B60C15/05.
Procedimiento para la fabricación de un neumático para vehículos a motor, caracterizado por el hecho de que comprende las etapas de: Formar una estructura de carcasa ; Aplicar una estructura de cintura a la estructura de carcasa , en una posición circunferencialmente externa de la misma; aplicar una banda de rodadura circunferencialmente superpuesta sobre la estructura de cintura ; y Aplicar unos flancos lateralmente en lados opuestos de la estructura de carcasa.
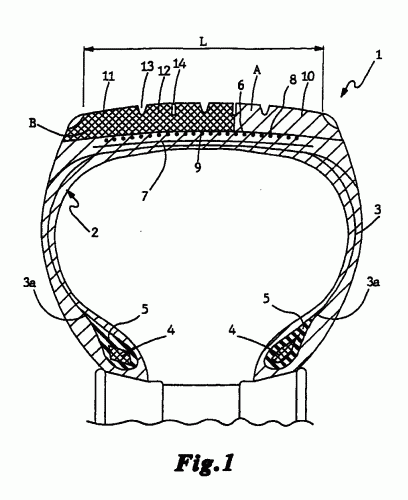
NEUMATICO DE BAJA TEMPERATURA DE FUNCIONAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2004). Ver ilustración. Solicitante/s: PIRELLI PNEUMATICI SOCIETA PER AZIONI. Clasificación: B60C11/03, B60C11/18.
EN UN NEUMATICO PARA RUEDAS DE VEHICULOS QUE COMPRENDE UNA CARCASA TOROIDAL CON FLANCOS AXIALMENTE OPUESTOS Y TALONES PARA EL MONTAJE DEL NEUMATICO EN UNA LLANTA DE MONTAJE CORRESPONDIENTE, UNA BANDA DE RODAMIENTO DISPUESTA A MODO DE CORONA EN LA CARCASA Y UNA ESTRUCTURA DE CORREA INTERPUESTA ENTRE LA CARCASA Y LA BANDA DE RODAMIENTO, LA BANDA DE RODAMIENTO CONSISTE EN DOS PORCIONES CIRCUNFERENCIALES AXIALMENTE CONTIGUAS DE COMPOSICIONES DIFERENTES, DE LAS CUALES LA PRIMERA PORCION A, UNA NEGRA, COMPRENDE UNA SUSTANCIA DE RELLENO DE REFUERZO QUE CONTIENE AL MENOS UN 40 % DE NEGRO DE CARBON MIENTRAS QUE LA SEGUNDA PORCION B, UNA BLANCA, COMPRENDE UNA SUSTANCIA DE RELLENO DE REFUERZO QUE CONTIENE AL MENOS UN 20 % DE UNA SUSTANCIA DE RELLENO BLANCA, CON UNA DIFERENCIA ENTRE LAS CANTIDADES DE LA SUSTANCIA DE RELLENO BLANCA PRESENTE EN CADA UNA DE LAS DOS PORCIONES RESPECTIVAMENTE, QUE ES AL MENOS IGUAL A UN 20 % DE LA CANTIDAD MAYOR, PRESENTE EN LA PORCION BLANCA.
PROCEDIMIENTO PARA LA FABRICACION DE NEUMATICOS PARA RUEDAS DE VEHICULOS.
(01/03/2004) AL MENOS UN PLIEGUE DE LA CARCASA SE FORMA POR DEPOSICION DE UN ELEMENTO EN FORMA DE TIRA , QUE COMPRENDE ELEMENTOS A MODO DE LINEAS LONGITUDINALES (13A), INCORPORADOS A UNA CAPA DE MATERIAL ELASTOMERICO (13B), SOBRE UN SOPORTE TOROIDAL . LA DEPOSICION DEL ELEMENTO EN FORMA DE TIRA TIENE LUGAR EN SECCIONES ALTERNAS DE DEPOSICION , CADA UNA DE LAS CUALES COMPRENDE DOS PARTES LATERALES QUE SE EXTIENDEN RADIALMENTE (23A, 24A, 23C, 24C) Y UNA PARTE DE CORONA (23B, 24B) QUE SE EXTIENDE EN UNA POSICION RADIALMENTE EXTERIOR. LAS PARTES LATERALES DE CADA SECCION DE DEPOSICION ESTAN AL MENOS PARCIALMENTE SUPERPUESTAS CON PARTES LATERALES PERTENECIENTES A UNA SECCION DE DEPOSICION ADYACENTE. ASOCIADAS AL PLIEGUE DE LA CARCASA SE ENCUENTRAN UNAS ESTRUCTURAS ANULARES QUE COMPRENDEN UN INSERTO ANULAR , CIRCUNFERENCIALMENTE INEXTENSIBLE,…
NEUMATICOS PARA RUEDAS DE VEHICULOS.
(16/02/2004) Neumático para ruedas de vehículos, provisto de una banda de rodadura que comprende: - una pluralidad de bloques elevados , cada uno perimetralmente confinado entre por lo menos dos ranuras longitudinales que se extienden substancialmente de manera circunferencial al neumático, y por lo menos dos ranuras transversales que se encuentran con dichas ranuras longitudinales ; - una primera serie de hendiduras y una segunda serie de hendiduras formadas en dichos bloques , cada una según una orientación inclinada respecto a una dirección normal a una superficie de rodadura externa (S) de la banda de rodadura , para dividir cada bloque en una pluralidad de porciones flexibles …
NEUMATICO Y CAMARA DE AIRE, PROCEDIMIENTO PARA LA REALIZACION.
(01/02/2004) Neumático de baja sección para ruedas de vehículos del tipo adaptado para asegurar su funcionamiento bajo condiciones de deshinchado, que comprende una carcasa de forma toroidal que tiene una porción de corina y dos flancos axialmente opuestos que delimitan una cavidad interna, y un tubo de aire de material elastómero, dividido en por lo menos dos porciones circunferenciales distintas, presentando dicho tubo de aire , bajo condiciones de hinchado, una sección recta en un plano meridiano que es substancialmente elíptico, con un eje mayor paralelo al eje de rotación, caracterizado por el hecho de que dichas…
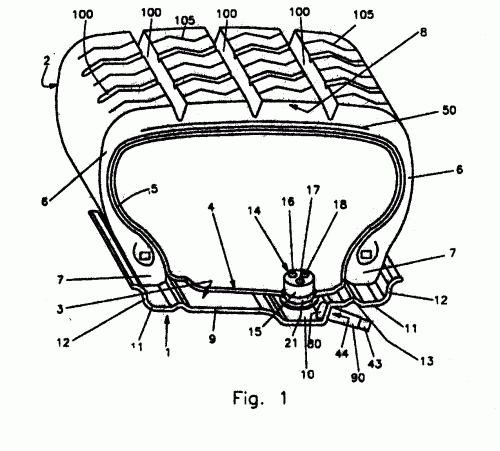
VALVULA PARA INFLAR Y DESINFLAR UNA CAMARA DE AIRE INTERIOR DE UN NEUMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2004). Ver ilustración. Solicitante/s: PIRELLI PNEUMATICI SOCIETA PER AZIONI. Clasificación: B60C29/00.
SE DESCRIBEN UN DISPOSITIVO DE INFLADO Y DESINFLADO DE UNA CAMARA INTERNA DE AIRE Y UNA CAMARA INTERNA DE AIRE QUE COMPRENDE ESTE DISPOSITIVO. LA CAMARA INTERNA DE AIRE SE PUEDE EXPANDIR ELASTICAMENTE PARA LA INTRODUCCION DE UN FLUIDO EN SU VOLUMEN INTERNO Y SE PUEDE COLOCAR EN EL ESPACIO ENTRE EL NEUMATICO Y LA LLANTA , PUDIENDOLA AISLAR DEL ENTORNO EXTERIOR A PRESION ATMOSFERICA. EL DISPOSITIVO NO INCLUYE ELEMENTOS PARA CONECTAR EL VOLUMEN INTERNO DE LA CAMARA INTERNA DE AIRE CON EL ENTORNO FUERA DE LA RUEDA.
PROCEDIMIENTO PARA LA FABRICACION DE NEUMATICOS PARA RUEDAS DE VEHICULOS.
(01/12/2003) SE FORMA UNA PRIMER PLIEGUE DE LA CARCASA DEPOSITANDO SOBRE UN SOPORTE TOROIDAL , LONGITUDES EN FORMA DE TIRAS CORTADAS CON EL TAMAÑO ADECUADO DE UN ELEMENTO CONTINUO EN FORMA DE TIRA Y CADA UNO DE LOS CUALES COMPRENDE ELEMENTOS LONGITUDINALES EN FORMA DE BANDA DE RODADURA INCORPORADOS EN UNA CAPA DE MATERIAL ELASTOMERICO . LAS LONGITUDES EN FORMA DE TIRA SE DISPONEN SECUENCIALMENTE EN UNA RELACION MUTUA CIRCUNFERENCIAL, LADO CONTRA LADO, PARA FORMAR PARTES LATERALES PARCIALMENTE SUPERPUESTAS ENTRE SI Y PARTES DE CORONA EN UNA RELACION CIRCUNFERENCIAL MUTUA LADO CONTRA LADO. ASOCIADAS CON EL PLIEGUE DE LA CARCASA SE ENCUENTRAN ESTRUCTURAS…
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE COMPONENETES DE NEUMATICO PARA RUEDAS DE VEHICULO.
(16/11/2003) Procedimiento de fabricación de componentes de un neumático para ruedas de vehículos, que comprende las etapas de: - recogida mediante un brazo robotizado de un soporte toroidal que tiene una superficie externa (3a, 3b) que coincide esencialmente con la forma interna de dicho neumático; - alimentación de por lo menos un elemento alargado desde un elemento de descarga (14a) dispuesto adyacentemente a la superficie externa (3a, 3b) de dicho soporte toroidal ; - dotación de un movimiento giratorio de distribución circunferencial al soporte toroidal en torno a un eje geométrico de rotación (X) del mismo, para que el elemento alargado se distribuya circunferencialmente…
NEUMATICO PARA RUEDAS DE VEHICULO.
(16/11/2003) AL MENOS UNA CAPA DE ARMAZON , SE FORMA DEPOSITANDO UN ELEMENTO EN FORMA DE TIRA , QUE COMPRENDE ELEMENTOS LONGITUDINALES A MODO DE HILOS (13A) INCORPORADOS EN UNA CAPA DE MATERIAL ELASTOMERO (13B), SOBRE UN SOPORTE TOROIDAL . TIENE LUGAR LA DEPOSICION DE LOS ELEMENTOS A MODO DE TIRA EN SECCIONES ALTERNADAS DE DEPOSICION , COMPRENDIENDO CADA UNA DOS PARTES LATERALES QUE SE EXTIENDEN RADIALMENTE (23A, 24A, 23C, 24C), Y UNA PARTE DE CORONA (23B, 24B) QUE SE EXTIENDE POR UNA POSICION RADIALMENTE EXTERNA. LAS PARTES LATERALES DE CADA SECCION DE DEPOSICION ESTAN, AL MENOS PARCIALMENTE, SOLAPADAS CON PARTES LATERALES QUE PERTENECEN A UNA SECCION CONTIGUA DE DEPOSICION. ESTRUCTURAS ANULARES ESTAN ASOCIADAS CON LA CAPA DE ARMAZON , COMPRENDIENDO UN INSERTO ANULAR CIRCUNFERENCIALMENTE INEXTENSIBLE , AXIALMENTE EXTERNO A UN ELEMENTO DE…
ESRUCTURA DE CARCASA PARA NEUMATICOS DE RUEDAS DE VEHICULOS Y SU PROCEDIMIENTO DE FABRICACION.
(01/11/2003) Neumático para ruedas de vehículo que comprende: una estructura de carcasa ; una estructura de cintura aplicada sobre la estructura de carcasa , en una posición externa circunferencialmente de la misma; una banda de rodadura superpuesta circunferencialmente sobre la estructura de cintura ; y flancos aplicados lateralmente sobre lados opuestos de la estructura de carcasa ; en el que dicha estructura de carcasa comprende: - por lo menos una tela de carcasa que comprende elementos a modo de hilo dispuestos esencialmente de manera transversal a la extensión circunferencial de la estructura de carcasa ; - por lo menos un par de estructuras de refuerzo anulares dispuestas cerca de los bordes circunferenciales internos respectivos de la tela de carcasa , comprendiendo cada una de dichas estructuras…
PROCEDIMIENTO DE FABRICACION DE UN NEUMATICO PARA VEHICULO AUTOMOVIL, NEUMATICO ASI OBTENIDO, Y RUEDA ADAPTADA A ESTE NEUMATICO.
(16/10/2003) Procedimiento de fabricación de neumáticos para ruedas de vehículos, que comprende las etapas de: - hacer una estructura de carcasa que tiene por lo menos una tela de carcasa provista de zonas terminales en acoplamiento con respectivas estructuras de refuerzo anulares axialmente separadas entre sí; - aplicar una estructura de cintura a la estructura de carcasa en una posición circunferencialmente externa de la misma; - aplicar una banda de rodadura a la estructura de cintura en una posición circunferencialmente externa de la misma y en por lo menos un par de flancos en posiciones lateralmente opuestas sobre la estructura de carcasa ;…
PROCEDIMIENTO Y APARATO PARA EL MOLDEADO Y LA VULCANIZACION DE NEUMATICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2003). Solicitante/s: PIRELLI PNEUMATICI SOCIET PER AZIONI. Clasificación: B29D30/06, B29C43/10.
Un neumático en bruto fabricado sobre un soporte toroidal se encierra en un molde de vulcanización . Se suministra vapor o bien otro fluido a presión en un interespacio de difusión que está formado, siguiendo una expansión del neumático, entre la superficie interna (7b) del mencionado neumático y la superficie externa (10a) del soporte toroidal . Un revestimiento prevulcanizado se aplica previamente a la superficie interna del neumático para impedir la difusión de las partículas de agua en el material elastómero en bruto.
PROCEDIMIENTO DE FABRICACION DE UN ARMZON PARA NEUMATICOS Y ARMAZON ASI OBTENIDO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2003). Solicitante/s: PIRELLI PNEUMATICI SOCIET PER AZIONI. Clasificación: B29D30/10, B29D30/48, B60C15/00, B60C9/02, B60C15/05.
La formación de una carcasa de entramados tiene lugar mediante la deposición sobre un soporte toroidal , una primera y una segunda series de secciones similares a bandas cortadas a la medida a partir de un elemento similar a una banda continua (2a), y comprendiendo cada una elementos longitudinales yuxtapuestos incorporados dentro de una capa de material elastomérico . Las secciones de la primera serie están dispuestas secuencialmente en una distancia circunferencial entre sí, para formar partes laterales en las aletas extremas (19a) aplicándose las partes primarias (4a) de las estructuras de reforzamiento respectivas . Las secciones de la segunda serie están interpuestas en el espacio definido entre dos secciones de la primera serie , con las aletas extremas respectivas (20a) solapando las partes primarias (4a) de las estructuras anulares . Se aplican partes adicionales de las estructuras anulares en las aletas extremas (20a) de las secciones que pertenecen a la segunda serie.
PROCEDIMIENTO DE FABRICACION DE UNA CARCASA PARA NEUMATICOS, EN PARTICULAR PARA VEHICULOS DE DOS RUEDAS, Y CARCASA ASI OBTENIDA.
(01/04/2003) Un entramado de carcasa que está formado situando sobre un soporte toroidal , una primera y segunda series de secciones en forma de bandas cortadas a medida a partir de un elemento similar a una banda continua (2a) y comprendiendo cada una de una serie de elementos en forma yuxtapuesta incorporados dentro de una capa de material elastómero . Las secciones de la primera serie están dispuestas secuencialmente en forma circunferencial separadas entre si a una distancia dada entre si, para formar partes laterales (13a) hasta las aletas extremas de las estructuras de refuerzo en que se aplican los refuerzos. Las secciones de la segunda serie están interpuestas cada una entre dos secciones de la primera serie…
PROCEDIMIENTO Y DISPOSITIVO PARA EL MOLDEADO Y LA VULCANIZACION DE NEUMATICOS DE VEHICULOS AUTOMOVILES.
(16/03/2003) Procedimiento de moldeo y curado de neumáticos para ruedas de vehículos, que comprende las siguientes etapas: - disponer un neumático que se ha de procesar sobre un soporte toroidal , cuya superficie externa (10a) substancialmente coincide con una superficie interna (7b) del propio neumático; - cerrar el neumático y el soporte toroidal en el interior de una cavidad de moldeo definida en un molde de vulcanización, teniendo dicha cavidad de moldeo paredes cuya forma coincide con la de una superficie externa (7a) del neumático cuando se ha completado la vulcanización: - presionar el neumático mediante su superficie externa (7a) contra las paredes de la cavidad del molde ; - transmitir calor al neumático que se procesa para provocar una reticulación molecular del mismo; caracterizado…
PROCEDIMIENTO PARA REDUCIR LA TEMPERATURA DE TRABAJO DE UNA BANDA DE RODADURA DE NEUMATICO PARA VEHICULO Y ALGUNAS BANDAS CAPACES DE REALIZAR DICHO PROCEDIMIENTO.
(16/11/2002) UN METODO PARA REDUCIR LA TEMPERATURA DE TRABAJO DE UNA BANDA DE RODAMIENTO DE UN NEUMATICO PARA VEHICULOS EN EL QUE SE HACE USO DE UNA BANDA DE RODAMIENTO DE UN NEUMATICO QUE CONSISTE EN UNA PRIMERA PORCION (A) QUE COMPRENDE 100 PARTES EN PESO DE UN MATERIAL ELASTOMERICO, DE 40 A 120 PARTES EN PESO DE UNA SUSTANCIA DE RELLENO, QUE CONTIENE DE UN 50 A UN 100 % EN PESO DE NEGRO DE CARBON Y DE UN 0 A UN 50 % DE SILICE, Y DE 3 A 40 PARTES EN PESO DE AL MENOS UN ADITIVO CONVENCIONAL, Y UNA SEGUNDA PORCION (B) QUE CONTIENE 100 PARTES EN PESO DE UN MATERIAL ELASTOMERICO, DE 40 A 120 PARTES EN PESO DE UNA SUSTANCIA DE RELLENO, QUE CONTIENE DE UN 30 A UN 100 % EN PESO DE SILICE Y DE UN 0 A UN 70 % DE NEGRO DE CARBON, Y DE 3 A 40 PARTES EN PESO DE AL MENOS UN ADITIVO CONVENCIONAL CON LA CONDICION, NO OBSTANTE,…
NEUMATICO RADIAL QUE TIENE UNA BANDA DE RODADURA PROVISTA DE RANURAS LONGITUDINALES SUB-CIRCUNFERENCIALES.
(16/05/2002) EL DISEÑO DE LA BANDA DE RODADURA DE UN NEUMATICO RADIAL PARA VEHICULOS A MOTOR QUE OFREZCA UN ALTO RENDIMIENTO, COMPRENDE ACANALADURAS LONGITUDINALES, OBLICUAS , INCLINADAS HACIA LA DIRECCION CIRCUNFERENCIAL DEL NEUMATICO A UN ANGULO DE INCLINACION DE ENTRE 2 (GRADOS) Y 20 (GRADOS) , LOS EXTREMOS OPUESTOS (7H, 7K) DE LAS ACANALADURAS ESTAN AXIALMENTE DESALINEADOS ENTRE SI: TODAS LAS ACANALADURAS PUEDEN ESTAR INCLINADAS EN LA MISMA DIRECCION O PUEDEN CONVERGER , DE FORMA PREFERIBLEMENTE SIMETRICA, HACIA EL PLANO DEL MERIDIANO DEL NEUMATICO, ESPECIFICAMENTE PARA DISEÑOS DIRECCIONALES. LAS ACANALADURAS LONGITUDINALES ESTAN ASOCIADAS CON UNA…
INSTALACION PARA FABRICAR CARCASAS DE NEUMATICOS PARA RUEDAS DE VEHICULOS.
(16/01/1998) LA INSTALACION COMPRENDE UNA SERIE DE TAMBORES DE MONTAJE QUE SE MUEVEN A LO LARGO DE UNA TRAYECTORIA DE MONTAJE PREDETERMINADA. CADA TAMBOR, DE ACUERDO CON UNA SECUENCIA ESTABLECIDA, SE SITUA ENFRENTE DE UN NUMERO DE ESTACIONES PRIMARIAS DE TRABAJO , CADA UNA DESTINADA A LA APLICACION DEL RESPECTIVO COMPONENTE PRINCIPAL COMUN A UNA SERIE DE TIPOS DE CARCASA INCLUIDA EN UNA GAMA DE PRODUCCION DETERMINADA. ALTERNADAS CON LAS ESTACIONES PRIMARIAS, HAY ESTACIONES DE TRABAJO AUXILIARES DESTINADAS A LA APLICACION DE COMPONENTES ACCESORIOS PREVISTOS ESPECIFICAMENTE , ESTANDO PREVISTO CADA UNO PARA UN TIPO DE CARCASA PARTICULAR. CADA ESTACION AUXILIAR PUEDE SER ELIMINADA Y SUSTITUIDA POR UNA ESTACION DIFERENTE DEPENDIENTE…
PROCESO PARA FABRICAR UN NEUMATICO PARA RUEDAS DE VEHICULO Y NEUMATICO OBTENIDO DE ESTE MODO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1997). Solicitante/s: PIRELLI COORDINAMENTO PNEUMATICI S.P.A.. Clasificación: B60C15/06, B29D30/48.
EN LA FABRICACION DE UN NEUMATICO, SE ASOCIA PREVIAMENTE UNA ESTRUCTURA DE RECUBRIMIENTO CON CADA NUCLEO DE MOLDURA, CUYA ESTRUCTURA CONSISTE EN UNA HOJA HECHA DE MATERIAL ELASTOMERICO EN UN ESTADO SIN PROCESAR ENVUELTO ALREDEDOR DEL NUCLEO DE MOLDURA Y UNA TIRA DE TEJIDO CAUCHUTADO EN UN ESTADO SIN PROCESAR, REFORZADO CON CUERDAS DE UN MATERIAL QUE SE CONTRAE ANTE EL CALOR, ENROLLADAS EN TORNO A LA HOJA DE MATERIAL ELASTOMERICO . POSTERIORMENTE, SE ENSAMBLAN LOS NUCLEOS DE MOLDURA CON OTROS COMPONENTES DEL NEUMATICO, Y MAS ADELANTE SE EFECTUA EL PASO DE VULCANIZACION DEL NEUMATICO. DURANTE ESTE PASO SE CONSIGUE EL ENLACE QUIMICO ENTRE LA HOJA ELASTOMERICA Y EL NUCLEO DE MOLDURA , ENLACE QUE SE PRODUCE MEDIANTE LA CONTRACCION SIMULTANEA DE LAS CUERDAS QUE VIENEN EN LA TIRA DE TEJIDO CAUCHUTADO.
NEUMATICO RADIAL QUE TIENE UNA BANDA DE RODADURA PROVISTA CON ACANALADURAS LONGITUDINALES SUBCIRCUNFERENCIALES.
(16/02/1997) EL DISEÑO DE LA BANDA DE RODADURA DE UN NEUMATICO RADIAL PARA VEHICULOS A MOTOR QUE OFRECE UN ALTO RENDIMIENTO COMPRENDE ACANALADURAS LONGITUDINALES OBLICUAS , INCLINADAS EN LA DIRECCION CIRCUNFERENCIAL DEL NEUMATICO MEDIANTE UN ANGULO INCLINADO ENTRE 2 Y 20 (GRADOS) , LOS EXTREMOS OPUESTOS (7H, 7K) DE DICHAS ACANALADURAS SE ENCUENTRAN AXIALMENTE ALINEADOS EN RELACION UNOS CON OTROS; TODAS LAS ACANALADURAS PUEDEN ESTAR INCLINADAS EN LA MISMA DIRECCION O PUEDEN CONVERGER , PREFERIBLEMENTE DE FORMA SIMETRICA, HACIA EL PLANO MERIDIANO DEL NEUMATICO, ESPECIFICAMENTE PARA DISEÑOS DIRECCIONALES. LAS ACANALADURAS LONGITUDINALES ESTAN ASOCIADAS CON UNA PLURALIDAD…
UN MOLDE Y METODO DE CURAR LLANTAS Y METODO PARA LA FABRICACION DEL MOLDE.
(16/04/1996) EN UN MOLDE METALICO, TODAS O UNA PARTE DE LAS PARTES ANULARES PARA MOLDEAR POR LO MENOS LA SUPERFICIE DE RODAMIENTO DE LA LLANTA ESTA FORMADA DE VARIAS PIEZAS SEPARADAS PEQUEÑAS QUE SE PUEDEN COMBINAR PARA FORMAR DICHA PARTE ANULAR. ENTRE ESTAS PIEZAS PEQUEÑAS, DURANTE EL MOLDEO DE LA LLANTA, SE MANTIENEN SEPARACIONES PARA PERMITIR EL PASO DEL AIRE PERO NO EL PASO DE LA GOMA. LAS SEPARACIONES MENCIONADAS ESTAN CONECTADAS MEDIANTE ORIFICIOS DE VENTILACION A LOS MEDIOS DE SUCCION DEL AIRE. DICHOS ORIFICIOS TAMBIEN ESTAN CONECTADAS A MEDIOS PARA INYECTAR FLUIDO A PRESION A TRAVES DE LAS SEPARACIONES. LA CONSTRUCCION DE ESTA PARTE DEL MOLDE UTILIZANDO PIEZAS PEQUEÑAS CON CONTOS DE LA PARTE YA MENCIONADA EN EL SENTIDO AXIAL Y CIRCUNFERENCIAL PERMITE LA REGULACION DEL…
UN PROCESO PARA LA FABRICACION DE LAS RUEDAS DE UN VEHICULO DE DOS RUEDAS Y LAS RUEDAS QUE SE OBTIENEN CON EL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1996). Solicitante/s: PIRELLI COORDINAMENTO PNEUMATICI S.P.A.. Clasificación: B29D30/08.
UN PROCESO PARA LA FABRICACION DE RUEDAS PARA VEHICULOS DE DOS RUEDAS DE ALTA VELOCIDAD, FABRICANDO UN MANGUITO CILINDRICO, ADOSANDO UNOS CABLES DE LA CAMA ANULAR A LOS EXTREMOS AXIALES DE DICHO MANGUITO Y FORMANDOLO EN UNA CONFIGURACION TOROIDAL. SE APLICA A LA CORONA DE DICHA CONFIGURACION TOROIDAL UNA ESTRUCTURA DE BANDA HECHA DE BOBINAS DE CUERDAS. LA BANDA SE REFUERZA CON CUERDAS HE QUE PODRAN DEFORMARSE PARA PERMITIR QUE LA CARCASA DE LA RUEDA SE EXTIENDA AMPLIAMENTE SOBRE EL MOLDE PARA ALCANZAR EL MOLDEADO COMPLETO DE UNA BANDA ROSCADA.
LLANTA PARA EL NEUMATICO DE UN VEHICULO A MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1996). Solicitante/s: PIRELLI COORDINAMENTO PNEUMATICI S.P.A.. Clasificación: B60C11/12, B60C11/11.
SE DESCRIBE UNA LLANTA PARA LOS NEUMATICOS DE UN VEHICULO A MOTOR, DONDE SE DEFINEN POR MEDIO DE ESTRIAS CIRCUNFERENCIALES Y ESTRIAS TRANSVERSALES , UNA PLURALIDAD DE CUÑAS DISTRIBUIDAS CIRCUNFERENCIALMENTE PARA FORMAR DOS HILERAS DE LOMOS Y VARIAS HILERAS CENTRALES SITUADAS ENTRE LAS HILERAS DE LOMOS. CADA CUÑA ESTA PROVISTA CON UNA O MAS INCISIONES AUXILIARES QUE SON RECTILINEAS E INCLINADAS CON RESPECTO A LA DIRECCION NORMAL A LA DIRECCION DE RODAMIENTO DEL NEUMATICO . LAS INCISIONES AUXILIARES DE LAS CUÑAS QUE CONSTITUYEN CADA UNO DE LOS LOMOS, Y HILERAS CENTRALES SON PARALELAS UNAS A OTRAS. LAS INCISIONES DE LAS HILERAS CENTRALES TIENEN UNA INCLINACION, CON RESPECTO A LA DIRECCION NORMAL A LA DIRECCION DE RODAMIENTO, QUE ES MAYOR QUE LA INCLINACION DE LAS INCISIONES DE LAS CUÑAS QUE CONSTITUYEN LAS HILERAS DE LOMOS. LOS LOGROS TECNICOS ADOPTADOS EN LA CONFORMACION Y EN EL MONTAJE DE LAS INCISIONES AUXILIARES REDUCEN SUSTANCIALMENTE EL RUIDO DE RODAJE DEL NEUMATICO.
{kind=link}
{kind=link}