9 inventos, patentes y modelos de AMHERD, RENE
Método para cortar una pila de etiquetas.
Sección de la CIP Técnicas industriales diversas y transportes
(04/04/2018). Solicitante/s: BLUMER MASCHINENBAU AG. Clasificación: B26D7/06, B26D1/08, B26F1/40, B26D5/00, B26D9/00.
Procedimiento para el recorte de pila de etiquetas 5 inicial para la fabricación de etiquetas de corte a diseño de una pila completa de material en forma de hoja, incluyendo los siguientes pasos:
a) Suministro de una pila completa de material en forma de hoja de etiquetas temáticas impresas, en la cual las etiquetas temáticas están impresas en hileras de líneas y filas uniformes en el material en forma de hoja y orientadas hacia un borde de referencia (R) del material en forma de hoja ;
b) Corte de la pila completa en varias pilas de tiras mediante un corte respectivamente de la pila completa entre las hileras en una primera dirección de corte perpendicular al borde de referencia (R);
c) Recorte de varias pilas de etiquetas iniciales de la pila de tiras mediante un corte respectivamente de la pila de tiras en una dirección de corte paralela al borde de referencia (R), utilizando el borde de referencia (R) como lado de colocación (A).
PDF original: ES-2676069_T3.pdf
Dispositivo de estampado y método de estampado para producción de etiquetas.
(07/06/2017) Dispositivo de perforación para producir etiquetas con formas a partir de una pila inicial (1, 1 ', 1 ") hecha de material en forma de lámina y que se transporta además a un dispositivo de cinta a lo largo de un trayecto de perforación y transporte, que comprende:
Una cuchilla de perforación cilíndrica hueca ;
Un dispositivo de elevación para presionar una pila utilizable a través de la cuchilla de perforación , siendo empujada la pila inicial en una dirección de punzonado (A) contra la cuchilla de perforación ; y
Un dispositivo de contrapresión para producir una contrapresión (P) en la pila inicial (1, 1 ', 1' ') en la dirección del dispositivo de elevación…
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Solicitante/s: VON ARX AG MASCHINENFABRIK. Clasificación: B23D29/00, B23D23/00.
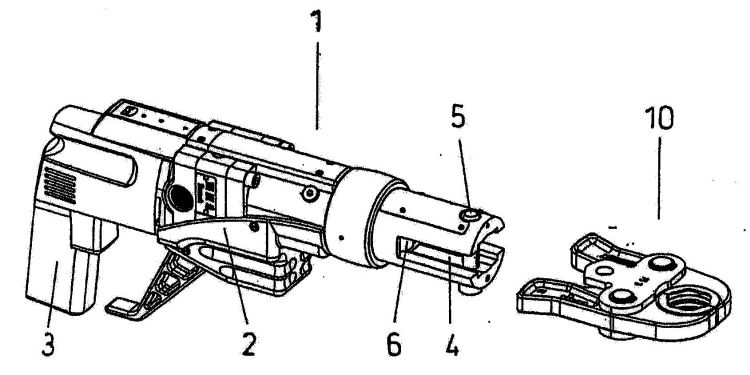
Dispositivo prensador para el prensado de elementos de acoplamiento con un alojamiento en forma de horquilla y con una herramienta fijada de manera intercambiable en este alojamiento mediante un perno de conexión , que presenta dos brazos pivotantes que pueden moverse entre sí, que pueden pivotarse relativamente entre sí, entre dos placas soporte alrededor de pernos de cojinete , donde las placas soporte presentan perforaciones, que están atravesadas por el perno de conexión en el alojamiento en forma de horquilla y donde al accionar el dispositivo prensador se apoyan rodillos de presión contra los brazos pivotantes y hacen rotar a estos alrededor de los pernos de cojinete , caracterizado porque la herramienta presenta dos placas de cizallamiento fijadas cada una en un brazo pivotante , donde cada placa de cizallamiento es mantenida en un brazo pivotante y es guiada en el otro brazo pivotante.
UNIDAD DE SOPORTE DE RODILLOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Solicitante/s: VON ARX AG. Clasificación: B25B27/10, B25B27/14.
Unidad soporte de rodillos con rodillos para una herramienta de presión de accionamiento eléctrico, electrohidráulico o neumático con una unidad de vástago-cilindro , en la que las mordazas de apriete mediante están unidas un perno de sujeción con un alojamiento bifurcado , donde los rodillos ruedan sobre las mordazas de apriete de una pinza de apriete , mientras que la pinza de apriete es movida por la unidad de vástago-cilindro , donde se realiza la presión, al separar las mordazas de apriete en la parte posterior mediante los rodillos , donde la unidad soporte de rodillos comprende un soporte del cojinete y al menos una chapa de sujeción lateral dispuesta en la misma, en la que son sostenidos de modo seguro dos rodillos que pueden girar libremente, caracterizada porque el soporte del cojinete se previó para cada rodillo con una superficie de cojinete deslizante , que corresponde en su forma a la superficie de rodamiento y con ello al diámetro exterior del rodillo.
HERRAMIENTA DE COMPRESION ELECTRICAMENTE ACCIONADA.
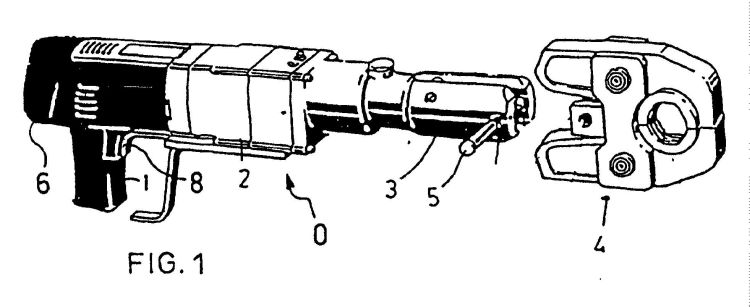
(01/03/2008) Aparato de herramienta de compresión accionado eléctricamente con una bomba hidráulica que actúa sobre una unidad de cilindro de émbolo hidráulico que está en conexión de efecto con un portador de rodillos, cuyos rodillos se desenrollan sobre las mordazas prensoras de una pinza de apriete y con ello mueven las mismas unas respecto de otras, y que el aparato de herramienta de compresión tiene un contenedor de alojamiento de aceite hidráulico elástico , así como una válvula de accionamiento para la apertura de un paso de un conducto de alimentación a un conducto de retorno entre el contenedor de alojamiento de aceite hidráulico…
HERRAMIENTA COMPRESORA CON HUSILLO PARA LA COMPRESION DE ELEMENTOS DE ACOPLAMIENTO.
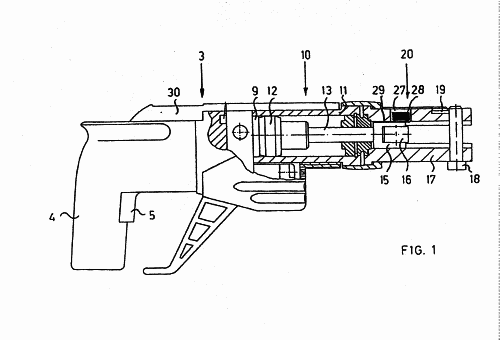
(01/11/2007) Herramienta para moldeo por compresión de accionamiento eléctrico con un husillo para unión de piezas de trabajo tubulares con un bloque receptor en forma de horquilla, unas pinzas de sujeción fijadas de modo amovible en este bloque receptor mediante un perno de unión y un motor de impulsión eléctrico gobernado para accionar las pinzas de sujeción , existiendo en ello un husillo impulsado por el motor eléctrico a través de un desmultiplicador , y que está en unión activa con las pinzas , caracterizada porque el árbol está conectado por medio de un árbol a la caja de cambios , en lo que el árbol atraviesa por lo menos un cojinete radial y un cojinete de empuje axial apoyado en la caja de la…
HERRAMIENTA DE COMPRESION PARA LA COMPRESION DE ELEMENTOS DE ACOPLAMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2007). Ver ilustración. Solicitante/s: VON ARX AG. Clasificación: B25B27/10.
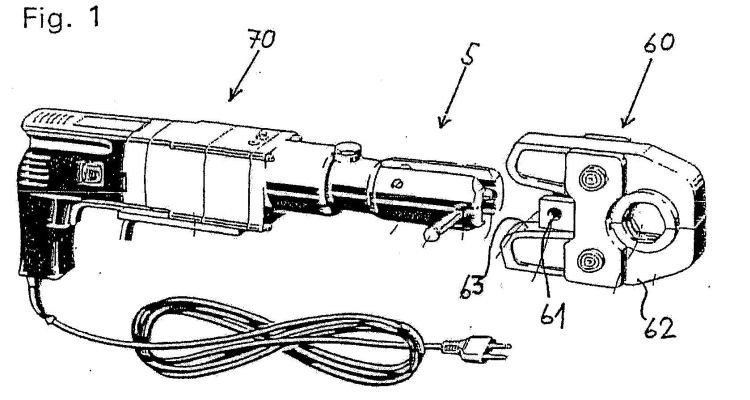
Herramienta hidráulica de compresión portátil, para la compresión de elementos de acoplamiento, con un alojamiento en forma de horquilla y una pinza de apriete sujetada en este alojamiento, que puede ser accionada mediante un cilindro de émbolo con muelle recuperador integrado , y que la presión aplicada sobre la unidad cilindro-émbolo es producida por una bomba hidráulica accionada por un motor eléctrico , por lo cual la bomba está dispuesta dentro de un bloque hidráulico, que está dispuesto entre el engranaje del accionamiento y la unidad de cilindro-émbolo , caracterizada por el hecho de que la bomba es una bomba de engranajes , cuyos ejes del rotor están alojados sobre un lado dentro de un caja del cojinete del árbol de salida del engranaje y sobre el otro lado, dentro de la carcasa de la unidad cilindro-émbolo.
(01/04/2004) Pinza de prensado para un aparato de prensado para unir una sección de tubo con un racor de presión, compuesta de dos brazos de pivotamiento (12, 12) que se unen de manera pivotable con las placas de soporte entre dos placas de soporte en forma de T en dos pernos de cojinete (13, 13) colocados a distancia (A) uno de otro, que atraviesan sendos brazos de pivotamiento (12, 12), y en la que los brazos de pivotamiento (12, 12) son ejecutados con mandíbulas de apriete (14, 14) con caras de presión (15, 15), caracterizada porque los dos brazos de pivotamiento (12, 12) presentan en lugares opuestos entre sí, entre los pernos…
HERRAMIENTA DE PRENSADO Y SU METODO DE MANDO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2003). Ver ilustración. Solicitante/s: VON ARX AG. Clasificación: B21D39/04, B25B27/10.
Procedimiento para gobernar una herramienta de prensado accionada eléctricamente para el prensado de elementos de acoplamiento que tiene una pinza de apriete , en el que la herramienta de prensado mueve un pistón accionable hidráulicamente hasta alcanzar una presión predeterminada y cierra así la pinza de apriete , caracterizada porque con la inserción o el cambio de la pinza de apriete se anula el valor de recorrido nominal almacenado y después se acciona la herramienta de prensado con/o sin realizar una operación de apriete, en eque se registra el recorrido en el que retrocede el pistón hasta alcanzar un valor de seguridad predeterminado de la presión, que se sitúa por encima de la presión de apriete necesaria, y se compara como valor de recorrido nominal hasta tolerancias ajustables con cada valor de recorrido efectivo de cada proceso de prensado subsiguiente, en el que las desviaciones con respecto al valor de recorrido nominal activan una señal.
{kind=link}
{kind=link}
{kind=link}
{kind=link}