6 patentes, modelos y diseños de VERITAS GUMMIWERKE AG
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/12/2004). Ver ilustración. Inventor/es: DESCH, THORSTEN, EHRET, MARTIN, SEYLER, ANDREAS, GEIMER, JOACHIM. Clasificación: F16L47/02.
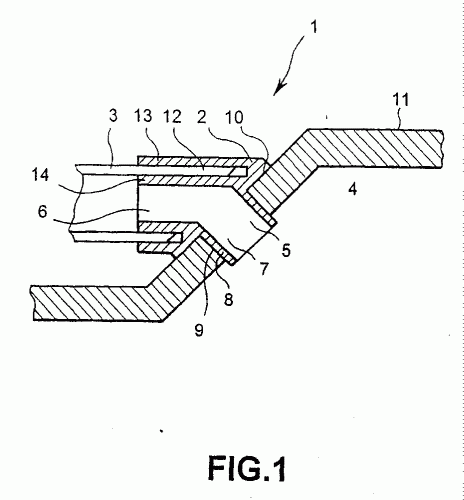
Conexión para manguera con una pieza de empalme de plástico, y un recipiente , en la que va fijada la pieza de empalme, y con una manguera fijada a la pieza de empalme, la cual se comunica con el recipiente por lo menos a través de un paso en la pieza de empalme, caracterizada por el hecho de que la manguera está hecha de varias capas, de manera que dicha manguera presenta por lo menos una capa de unión de plástico, que se suelda con el plástico del enchufe de conexión para fijar la manguera en la pieza de empalme, mientras que el recipiente está hecho de varias capas de plástico y la pieza de empalme se suelda al recipiente, de modo que el costado exterior del recipiente vuelto hacia la pieza de empalme está hecha de un plástico que puede soldarse con la pieza de empalme.
PROCEDIMIENTO PARA FABRICAR MANGUERAS ACODADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2004). Inventor/es: LUDWIG, HANS-JOSEF, DIPL.-ING. Clasificación: B29D23/00, B29C53/08, B29C53/82.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE MANGUERAS FLEXIBLES EN APLICACIONES DE CODO ABARCANDO LOS SIGUIENTES PASOS: - EXTRUSIONADO DE LA PIEZA MOLDEADA EN BRUTO DE MANGUERA FLEXIBLE SOBRE UN MANDRIL DE PLASTICO; - CORTE DE LA PIEZA MOLDEADA EN BRUTO DE MANGUERA FLEXIBLE JUNTAMENTE CON EL MANDRIL DE PLASTICO QUE SE ENCUENTRA EN EL INTERIOR DE LA MANGUERA SOBRE UNA LONGITUD PREVIAMENTE DETERMINADA; COLOCACION DE LA PIEZA MOLDEADA EN BRUTO CON EL MANDRIL DE PLASTICO QUE SE ENCUENTRA EN EL INTERIOR EN UN MOLDE NEGATIVO; - VULCANIZACION DE LA MANGUERA FLEXIBLE JUNTAMENTE CON EL MANDRIL INTRODUCIDO EN EL MOLDE NEGATIVO; Y - ELIMINACION DEL MANDRIL.
PROCEDIMIENTO PARA LA FABRICACION DE PRODUCTOS A BASE DE MATERIAL POLIMERICO CON UN EFECTO O ACCION DE DEPOSITO MEDICAMENTOSO.
Sección de la CIP Necesidades corrientes de la vida
(01/01/2001). Inventor/es: SCHUNK, WERNER, MERKMANN, GERHARD, LUDWIG, HANS-JOSEF, MERTENS, WILFRIED, GIESSMANN, KONRAD. Clasificación: A61L2/08.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE PRODUCTOS HECHOS DE MATERIALES POLIMERICOS CON ACCION MEDICAMENTOSA DEPOT, CARACTERIZADO POR LOS SIGUIENTES PASOS: MEZCLA DE LOS MATERIALES DE PARTIDA, MOLDEADO DE LA MEZCLA EN UNA FORMA DESEADA, EL ENVASADO DEL PRODUCTO MOLDEADO ASI FABRICADO EN UN ENVASE PROTECTOR Y EL RETICULADO Y LA ESTERILIZACION DEL PRODUCTO MOLDEADO EN EL ENVASE PROTECTOR.
JUEGO DE PIEZAS PARA UN EMPALME DE CONDUCTOS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/09/1999). Ver ilustración. Inventor/es: GREIMER, JOACHIM. Clasificación: F16L33/207.
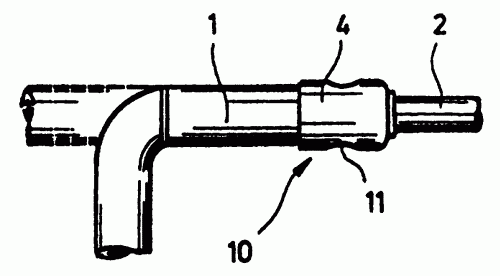
LA INVENCION SE REFIERE A UN CONECTOR DE TUBO FLEXIBLE CONSTITUIDO POR UN TUBO DE PLASTICO ESENCIALMENTE RIGIDO, UN CASQUILLO RIGIDO DISEÑADO PARA SER INSERTADO DENTRO DEL EXTREMO DEL TUBO DE PLASTICO Y FIJADO EN POSICION, UN TUBO FLEXIBLE RODEANDO EL CASQUILLO Y UN ELEMENTO DE SUJECION DISEÑADO PARA APLICAR UNA FUERZA RADIAL AL MENOS EN LA REGION DE LA CONEXION . PARA SUMINISTRAR UN CONECTOR DE TUBO FLEXIBLE DE ESTE TIPO CON ESTANQUEIDAD DE FUGAS MEJORADA Y CUYO PROCESO DE ELABORACION PUEDA SER MAS FACILMENTE AUTOMATIZADO, LA INVENCION PROPONE QUE EL TUBO FLEXIBLE QUE DEBA ASENTARSE DIRECTAMENTE SOBRE EL CASQUILLO METALICO Y EL CASQUILLO METALICO TENGAN CARACTERISTICAS SUPERFICIALES A LO LARGO DE UNA ZONA DE CONEXION, PRESIONANDO ESTAS CARACTERISTICAS SUPERFICIALES CONTRA LA SUPERFICIE INTERIOR DEL TUBO DE PLASTICO PARA FORMAR UN SELLADO ESTANCO A FUGAS CUANDO SE MONTA EL CONECTOR.
HERRAMIENTA DE PRENSADO Y PROCEDIMIENTO PARA LA UNION DE ELEMENTOS TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1999). Ver ilustración. Inventor/es: GEIMER, JOACHIM, ZULCH, WILFRIED. Clasificación: B21D39/04.
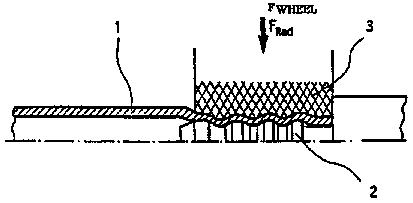
LA INVENCION SE REFIERE A UNA HERRAMIENTA DE PRESION PARA UNIR UN ELEMENTO TUBULAR CON UN ELEMENTO DISPUESTO EN SU INTERIOR Y ADAPTADO EN ESENCIA A SU DIAMETRO INTERIOR, QUE COMPRENDE AL MENOS UNA MORDAZA DE PRESION Y UN ELEMENTO DISTRIBUIDOR DE PRESION , DISPUESTO EN ANILLO ENTRE LA MORDAZA DE PRESION Y EL PERIMETRO EXTERIOR DEL ELEMENTO TUBULAR, QUE SE COMPORTA COMO UN LIQUIDO INCOMPRESIBLE, QUE SE COLOCA EN ANILLO ALREDEDOR DE LA ZONA DE UNION DE LOS ELEMENTOS A UNIR Y QUE DISTRIBUYE LA PRESION GENERADA POR LA MORDAZA POR TODO EL PERIMETRO EXTERIOR DEL ELEMENTO TUBULAR. LA INVENCION SE REFIERE ADEMAS A UN PROCEDIMIENTO PARA UNIR UN ELEMENTO TUBULAR CON UN ELEMENTO DISPUESTO EN SU INTERIOR Y ADAPTADO EN ESENCIA A SU DIAMETRO INTERIOR, EN QUE SE EJERCE AL MISMO TIEMPO UNA PRESION DISTRIBUIDA UNIFORMEMENTE POR EL PERIMETRO DEL ELEMENTO TUBULAR PARA EVITAR FALLOS DE LA ESTANQUEIDAD.
MEJORAS EN EL PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE GOMA VULCANIZADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1987). Clasificación: B29D23/22.
PROCEDIMIENTO DE FABRICACION DE TUBOS DE GOMA VULCANIZADOS. MEDIANTE REVESTIMIENTO DE LA MANGUERA EN BRUTO, SIN VULCANIZAR, CON UN MATERIAL TERMOPLASTICO FUNDIDO A 210GC, PARCIALMENTE FLUORADO, PREFERENTEMENTE FLUORURO DE POLIVINILIDENO, ELIMINANDOSE POSTERIORMENTE LA ENVUELTA EN CUESTION. EL TUBO SIN VULCANIZAR SE ALIMENTA DESDE BOBINA A LA EXTRUOSRA EN LA QUE SE LE RECUBRE DE CLORURO DE POLIVINILIDENO CON UN ESPESOR DE 0,5 A 0,6 MM, PASANDO DESPUES A UN TAMBOR DE VULCANIZACION A UNOS 150GC, RECUPERANDOSE, FINALMENTE, EL PLASTICO DE RECUBRIMIENTO. DE APLICACION PARA REVESTIR MANGUERAS, CABLES Y MAZOS DE GOMA.
{kind=link}
{kind=link}
{kind=link}