21 patentes, modelos y diseños de THYSSENKRUPP STAHL AG
PROCEDIMIENTO PARA UNIR A TOPE DOS PIEZAS DE UN MATERIAL PLASTIFICABLE POR CALENTAMIENTO, EN PARTICULAR DE METAL EN PARTICULAR EN FORMA DE CHAPAS.
(16/11/2007) Procedimiento para unir a tope dos piezas de un material plastificable por calentamiento, en particular de metal, en particular en forma de chapas, que con sus caras exteriores (1a, 1b, 2a, 2b) están situadas por uno de los lados sobre un mismo plano y que por el otro lado están desplazadas entre sí, mediante soldadura por fricción con agitación con una herramienta que en una cara de fricción frontal (4a*) de un rotor (4a) lleva una espiga de fricción axial (4b) que se conduce a través de la unión a tope, caracterizado porque la herramienta se aplica por uno de los lados a las caras exteriores (1a, 2a) de las piezas situadas en un mismo plano, asentando la superficie de fricción…
PROCEDIMIENTO PARA LA FABRICACION DE UN FLEJE LAMINADO EN CALIENTE DESTINADO A LA TRANSFORMACION EN UN FLEJE MAGNETICO DE GRANO NO ORIENTADO Y CHAPA MAGNETICA DE GRANO NO ORIENTADO FABRICADA A PARTIR DEL MISMO.
(16/09/2007) Procedimiento para la fabricación de un fleje laminado en caliente destinado a la transformación en un fleje magnético de grano no orientado, en el que se realizan los siguientes pasos: - fundición de una masa de acero que contiene (en % en masa) C: < 0, 010 %, Si: 1, 0 - 1, 5 %, Al: < 0, 4%, con Si + 2Al < 1, 85%, Mn: < 0, 5%, Cu: < 0, 05%, Ti: < 0, 01%, P: < 0, 1%, Sn: < 0, 15%, Sb: < 0, 15%, opcionalmente S, O y N, siendo la suma de los contenidos de estos elementos < 0, 02%, y conteniendo como resto hierro e impurezas inevitables, - colada de la masa fundida formando un desbaste delgado, - tratamiento térmico de compensación, realizado inmediatamente a continuación, del desbaste delgado a una temperatura del horno TE situada entre 1040 ºC y 1160 ºC, calculándose la duración de tratamiento tH cumplida en…
PROCEDIMIENTO PARA LA FABRICACION DE UN FLEJE O CHAPA DE ACERO LAMINADO EN FRIO QUE TIENEN UNA EXCELENTE APTITUD PARA CONFORMACION.
(01/06/2007) Procedimiento para fabricar un fleje o chapa de acero laminado en frío que comprende las siguientes etapas: - Colar una masa fundida de acero que contiene (en % en peso) C: = 0, 1%, Mn: = 0, 5%, P: < 0, 03%, S: < 0, 03%, Al: = 0, 1%, N: < 0, 01%, Ti: < 0, 1%, Nb: < 0, 05%, B: = 0, 01% hierro como resto e impurezas habituales para dar un producto semiacabado, como desbastes o desbastes finos, - Calentar a fondo el producto semiacabado hasta una temperatura de precalentamiento que asciende al menos a 1000ºC, - Laminar en caliente el producto semiacabado en un escalón de laminación en caliente de acabado que comprende al menos cuatro cajas de laminación para dar un fleje laminado en caliente,…
PASO GIRATORIO PARA LA ALIMENTACION Y EVACUACION DE AGUA DE REFRIGERACION DE UN RODILLO DE SOPORTE Y/O TRANSPORTE COLOCADO DE FORMA GIRATORIA POR EL LADO DEL EXTREMO.
(01/03/2007) Paso giratorio para la alimentación y evacuación de agua de refrigeración de un rodillo de soporte y/o transporte colocado de forma giratoria al menos por el lado del extremo con gorrones en soportes de cojinete, especialmente en una instalación de colada continua, con una placa de cubierta portada por el soporte de cojinete correspondiente que cubre al menos uno de los gorrones del lado del extremo, a la cual están unidos conductos de agua de refrigeración, y con una junta que actúa entre la placa de cojinete y el gorrón , que, junto con un manguito que se encaja de forma hermética en la placa de cubierta permite un movimiento giratorio relativo entre la placa de cubierta…
ACERO FERRITICO/MARTENSITICO ALTAMENTE RESISTENTE CON ESTRUCTURA MUY FINA.
(16/07/2006) Procedimiento para producir un fleje laminado en caliente altamente resistente con una resistencia a la tracción de al menos 700 MPa, con relaciones de límite elástico que ascienden a, como máximo, 0, 65 para la dirección longitudinal y, como máximo, 0, 66 para la dirección transversal, y con una estructura granular ultrafina ferrítica/martensítica y sin perlita que presenta una proporción de martensita de al menos 15% y en la que el diámetro promedio de los granos de ferrita ascienda a menos de 2, 5 m, que comprende las siguientes etapas: a) colar una masa fundida de acero que contiene (en % en masa) C: 0, 05 - 0, 2%, Si:…
PROCEDIMIENTO PARA ACONDICIONAR ESCORIA LIQUIDA DE ALTO HORNO.
Sección de la CIP Química y metalurgia
(16/05/2006). Ver ilustración. Inventor/es: LORCH, RONALD, DIPL.-ING., KUHN, MICHAEL, DR.-ING., MUDERSBACH, DIRK, DIPL.-ING., GEISELER, JURGEN, PROF. DR.-ING. Clasificación: C22B7/04, C21B3/06.
Procedimiento para acondicionar escoria líquida de alto horno, en el que se añade a la escoria líquida de alto horno un material después de su colada del alto horno y antes de su procesamiento posterior, que contiene al menos una sustancia del grupo de CaO, MgO, Al2O3, caracterizado porque a la escoria líquida de alto horno se le añade adicionalmente en el canal de escoria al menos una sustancia que reacciona exotérmicamente antes del separador de escoria, en el separador de escoria o después del separador de escoria.
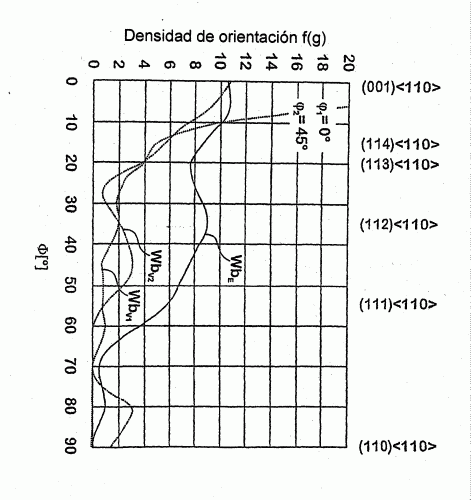
FLEJE DE ACERO LAMINADO EN CALIENTE DESTINADO A LA FABRICACION DE CHAPA MAGNETICA DE GRANO NO ORIENTADO Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Química y metalurgia
(01/04/2006). Ver ilustración. Inventor/es: SCHNEIDER, JURGEN, FRIEDRICH, KARL, ERNST, KAWALLA, RUDOLF, RASIM, WOLFGANG, WUPPERMANN, CARL-DIETER. Clasificación: C22C38/02, C21D8/12.
Fleje de acero laminado en caliente para el procesamiento posterior a chapa magnética de grano no orientado - con la siguiente composición (en % en peso) C: 0, 4 y la relación I112/I001 formada por la intensidad I111 de la posición y la intensidad.
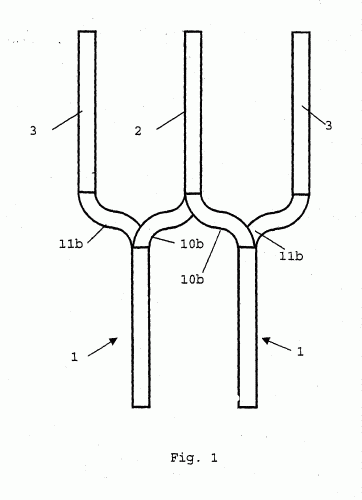
ESTRUCTURA DE SOPORTE PARA VEHICULOS FORMADA POR PERFILES HUECOS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2006). Ver ilustración. Inventor/es: GRINEKLEE, AXEL, PATBERG, LOTHAR, PHILIPP, DARIUSH. Clasificación: B62D21/11.
Estructura de soporte formada por perfiles huecos de acero para vehículos con un soporte longitudinal formado por al menos dos perfiles (10a, 11a) huecos paralelos unidos entre sí que se bifurcan antes de la estructura de soporte del compartimento de viajeros en un primer perfil (11b) hueco apoyado en el apoyapié lateral de la estructura de soporte del compartimento de viajeros y un segundo perfil (10b) hueco apoyado en otras partes de la estructura de soporte del compartimento de viajeros, caracterizada porque sólo uno de los al menos dos perfiles (10a, 11a) huecos del soporte longitudinal se prolonga en forma de un perfil (10c) hueco sencillo en dirección al parachoques.
PROCEDIMIENTO PARA FABRICAR UN FLEJE DE ACERO LAMINADO EN FRIO CON UN CONTENIDO DE SI DE AL MENOS 3,2% EN PESO PARA APLICACIONES ELECTROMAGNETICAS.
(16/03/2006) Procedimiento para fabricar un fleje o chapa de acero laminados en frío para aplicaciones electromagnéticas, en el que se atraviesan las siguientes etapas: - fundir un acero que contiene (en % en peso) C: < 0, 01%, Si: 3, 2 7%, Al: < 2%, Mn: = 1%, el resto hierro residual e impurezas habituales, - verter el acero para dar un producto semiacabado, como desbastes planos, desbastes planos delgados o fleje delgado, - calentar a fondo el producto semiacabado hasta una temperatura TR > 1000ºC, - someter a laminación en caliente de acabado el producto semiacabado calentado a fondo a una temperatura final de laminación en caliente TF > 800ºC para dar un fleje laminado en caliente, - enfriar el fleje…
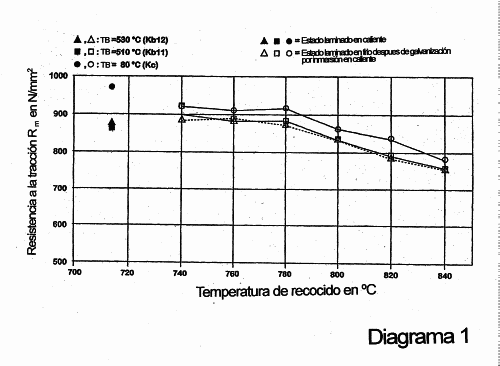
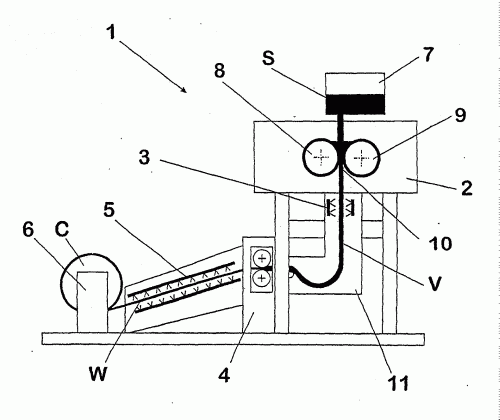
PROCEDIMIENTO PARA LA FABRICACION DE UNA CINTA DE ACERO PROVISTA DE UN RECUBRIMIENTO DE CINC.
(16/03/2006) Procedimiento para la fabricación de una cinta de acero (S) provista de un recubrimiento de cinc, en el que la cinta de acero pasa en sucesión continua por las siguientes etapas de trabajo y en ello se somete a un galvanizado por inmersión en masa fundida realizado en al menos dos etapas: - recocido continuo de la cinta de acero (S) antes de la entrada en el primer baño de inmersión, - recubrimiento de la cinta de acero (S) en la primera etapa del galvanizado por inmersión en masa fundida con una capa de base (G), haciendo pasar la cinta de acero durante un primer tiempo de inmersión a través de un primer baño de inmersión compuesto de una masa fundida de cinc que presenta una baja concentración de aluminio, - enfriamiento…
PROCEDIMIENTO PARA FABRICAR CHAPA MAGNETICA DE GRANO NO ORIENTADO.
Sección de la CIP Química y metalurgia
(16/03/2006). Inventor/es: SCHNEIDER, JURGEN, FRIEDRICH, KARL, ERNST, KAWALLA, RUDOLF, WUPPERMANN, CARL-DIETER, HAMMER, BRIGITTE, FISCHER, OLAF. Clasificación: C21D8/12.
Procedimiento para fabricar chapa magnética de grano no orientado laminada en caliente, en el que a partir de un producto semiacabado, como desbastes planos de colada, flejes, flejes brutos o desbastes planos delgados, que se ha fabricado a partir de un acero con (en % en peso) C: 0, 0001 0, 05%, Si: = 1, 5%, Al: = 0, 5%, en el que [% de Si] +2[% de Al] = 1, 8, Mn: 0, 1 1, 2%, opcionalmente hasta en total el 1, 5% de aditivos de aleación de P, Sn, Sb, Zr, V, Ti, N, Ni, Co, Nb y/o B, y el resto hierro así como impurezas habituales, se lamina un fleje laminado en caliente con un espesor = 1, 5 mm en un escalón de laminación de acabado a temperaturas que se encuentran por encima de la temperatura Ar1, en el que al menos la última pasada de deformación del laminado en caliente se lleva a cabo en la zona mixta austenita / ferrita y el cambio de forma åH total alcanzado como consecuencia del laminado en la zona mixta austenita / ferrita es < 35%.
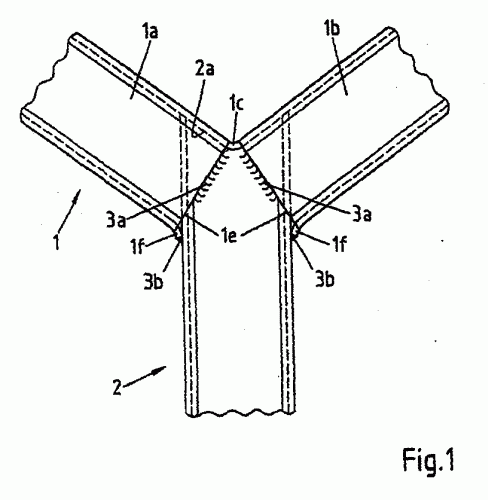
ESTRUCTURA DE NODOS EN Y DE UN BASTIDOR FIJO PARA VEHICULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2006). Ver ilustración. Inventor/es: PATBERG, LOTHAR. Clasificación: B62D27/02.
Estructura de nodos en forma de y de un bastidor fijo para vehículos conformada a partir de dos perfiles huecos, caracterizada porque el primer perfil hueco presenta al menos una parte plana, y está separado a lo largo de su contorno hasta un nervio (1c) que se encuentra en la parte plana, y está doblado alrededor de este nervio (1c), y el segundo perfil hueco está introducido en la parte frontal en los extremos (1a, 1b) del primer perfil hueco opuestos entre sí que surgen por medio de la separación y el doblado hacia arriba, en la que el primer perfil hueco está unido por medio de un cierre de material en sus regiones del borde (1e) con el segundo perfil hueco.
PROCEDIMIENTO PARA FABRICAR COMPONENTES MEDIANTE UN AGENTE FLUIDO Y UNA HERRAMIENTA DE MOLDEO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2005). Inventor/es: GRUSZKA, TINO, LENZE, FRANZ-JOSEF. Clasificación: B21D26/02.
Procedimiento para fabricar componentes a partir de una pletina (P1 P4) compuesta de un material apto para embutición profunda, especialmente acero, usando un agente fluido, en el que se realizan los siguientes pasos: - la sujeción de la pletina (P1 P4) en un dispositivo de conformación (U1, U2), en el que la pletina (P1 P4) se solicita con el agente; caracterizado por: - el moldeo previo de la pletina (P1 P4) aumentando la presión (P) ejercida por el agente en una zona de la pletina (P1 - P4) que está limitada a una sección parcial (V1, V2) de la superficie de la pletina y que cubre parcialmente el tramo (B1, B2) de la superficie de la pletina (P1 P4), a partir del cual se produce la forma final del componente, así como - el moldeo final de la pletina premoldeada (P1 P4) mediante una herramienta de moldeo (F1, F2).
PROCEDIMIENTO PARA LA FABRICACION DE FLEJE O CHAPA LAMINADO EN CALIENTE A PARTIR DE UN ACERO MICROALEADO.
(16/10/2005) Procedimiento para la fabricación de fleje o chapa laminado en caliente: - en el que un acero microaleado que, además de al menos uno de los elementos de microaleación V, Mo, Ti, Nb, en los siguientes contenidos en % en peso V : 0, 08-0, 12%, Mo: 0, 1-0, 2%, Ti: 0, 08-0, 11%, Nb: 0, 05-0, 06%, contiene los siguientes elementos en % en peso: C: 0, 05-0, 12% Si: 0, 2-0, 5%, Mn: 1, 5-2, 2%, Al: 0, 02% - 0, 05%, P: < 0, 025%, S: < 0, 01%, así como, opcionalmente, uno o varios de los elementos N, Cu, Ni, Sn, B y As, restos de hierro e impurezas inevitables, siendo la suma de los elementos existentes opcionalmente < 0, 1% en peso, se cuela formando un material…
USO DE UN ACERO PARA LA FABRICACION DE CHAPA DE BLINDAJE.
Sección de la CIP Química y metalurgia
(01/07/2005). Inventor/es: KUNTZE, CHRISTOPH. Clasificación: C21D8/02, C22C38/46, C21D9/42.
Uso de un acero que presenta (en % en masa) 0, 15 a 0, 20% C 0, 10 a 0, 50% Si 0, 70 a 1, 70% Mn < 0, 02% P < 0, 005% S < 0, 01% N 0, 009 a 0, 10% Al 0, 50 a 1, 00% Cr 0, 20 a 0, 70% Mo 1, 00 a 2, 50% Ni 0, 05 a 0, 25% V hasta 0, 0050 B siendo el resto hierro e incluyendo las impurezas inevitables, para la fabricación de chapa de blindaje, que tiene una estructura de acero bonificado, un límite elástico > 1100 Nmm2, una dureza > 400 HB y una resilencia Av medida a -40ºC en una probeta de través V ISO, de al menos 27 julios.
LLANTON PARA CHAPA TRANSFORMABLE EN UN COMPONENTE MOLDEADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2005). Inventor/es: BEENKEN, HEIKO, RENNER, ULRICH, NAZIKKOL, CETIN. Clasificación: B32B7/12, B32B7/02.
Llantón para chapa transformable en un componente moldeado sobre cuya chapa base está pegada a intervalos al menos una chapa de refuerzo, en el que entre la chapa base y la chapa de refuerzo está aplicado en toda la superficie un pegamento que se endurece a elevada temperatura caracterizado porque la chapa de refuerzo está ensamblada resistentemente en el borde que la rodea, sin interrupción, con la chapa base por medio de un pegamento que se endurece a temperaturas inferiores a la temperatura de endurecimiento del pegamento aplicado en toda la superficie, hermetizando el pegamento endurecido a temperaturas inferiores el espacio encerrado en el borde de la chapa de refuerzo con el pegamento aplicado en toda la superficie, aún no endurecido, y al transformar el llantón para chapa lo mantiene hermético en virtud de su elasticidad residual.
PROCEDIMIENTO PARA LA FABRICACION DE UN FLEJE LAMINADO EN CALIENTE.
Sección de la CIP Química y metalurgia
(16/05/2005). Ver ilustración. Inventor/es: ENGL, BERNHARD, DR.-ING., HELLER, THOMAS, DR.-ING., ZIMMERMANN, WERNER, STICH, GUNTHER, DIPL.-ING. Clasificación: C21D8/02, C22C38/06.
Procedimiento para la fabricación de un fleje laminado en caliente con una resistencia a la tracción que asciende, como mínimo, a 800 N/mm2 en el que en un proceso continuo: - un acero que contiene (% en peso) C: 0,03-0,10%, Si: < 0,8%, Mn: 1,2-2,0 %, Al: 0,02-0,06 %, Cr: < 0,5%, Ti: < 0,2%, Nb: < 0,08%, Ca: < 0,005%, Cu: < 0,05%, Ni: < 0,05%, P: < 0,02% S: < 0,005%, N: < 0,01%, y como resto, hierro, así como impurezas inevitables, se cuela en un material de partida como planchones delgados o fleje colado.
PROCEDIMIENTO PARA LA GENERACION DE UNA BANDA LAMINADA EN CALIENTE DE UN ACERO QUE PRESENTA UN CONTENIDO ELEVADO DE MANGANESO.
Sección de la CIP Química y metalurgia
(01/01/2005). Ver ilustración. Inventor/es: ENGL, BERNHARD, DR.-ING., SCHMITZ, JOHANN WILHELM, DR., SENK, DIETER PROF. DR.-ING., OFFERGELD, ANDREAS DIPL.-ING. Clasificación: C21D8/02.
Procedimiento para la generación de una banda laminada en caliente (W) que presenta unas propiedades de TWIP y TRIP de un acero que contiene más de un 12% hasta un 30% de peso de manganeso, en el cual se funde una colada (S) en una máquina de fundición de dos rodillos a una banda previa (V) con unas dimensiones próximas a las dimensiones finales, con un espesor de hasta 6 mm, que a continuación de la fundición se elabora ulteriormente a la fundición de modo continuo a una banda laminada en caliente (W), y en el cual se lamina en una sola mesa de laminación en caliente al espesor final de la banda laminada en caliente (W).
PROCEDIMIENTO PARA LA FABRICACION DE UNA BANDA LAMINADA EN CALIENTE Y UNA LINEA DE BANDA LAMINADA EN CALIENTE PARA LA REALIZACION DEL PROCEDIMIENTO.
(16/12/2004) Procedimiento para la fabricación de una banda laminada en caliente (W) que se basa en un acero sin alear o de baja aleación con adiciones de elementos de microaleación, procedente de colada continua, en forma de desbastes, desbastes finos o banda fundida, empleados directamente del calor de la fundición o recalentados, con lo cual la banda laminada en caliente (W) pasa a través de un escalón de acabado (FS), que está formado por varios equipos de laminación (F1-F7), que abarca los siguientes pasos: - La introducción de la banda laminada en caliente (W) en el primer equipo de laminación (F1) del escalón de acabado (FS) con una temperatura (T1), que está al menos 30ºC por encima de la temperatura de parada de la recristalización (TREK STOP), - El laminado de modo continuo…
DISPOSITIVO DE DOBLADO PARA TUBOS METALICOS DE PARED FINA.
(01/09/2004) Dispositivo de doblado para tubos metálicos (R) de pared fina, formado por una guía recta de tubo , una tabla de modelación de machos dispuesta a continuación y giratoria respecto a la guía de tubo con regleta de sujeción y un mandril con una punta de mandril flexible en la zona de la tabla de modelación de machos y un vástago de mandril dispuesto a continuación de la punta de mandril , unido fijamente con ésta, así como fijado axialmente en la guía de tubo , caracterizado porque la punta de mandril está realizada como cilindro macizo de un elastómero prácticamente incompresible en la dirección…
SEGMENTO DE GUIADO DE RODILLOS EN UNA INSTALACION DE COLADA CONTINUA.
(01/04/2004) Segmento (3a, 3b) de guiado, dotado de rodillos, en una instalación de colada continua, en el que al menos algunos rodillos comprenden, en cada caso, al menos dos cuerpos de rodillo alineados que se apoyan con muñones (4b, 6a) de rodillo, situados en los extremos, en rodamientos internos (6a, 8a) y rodamientos externos (7a, 10a), configurándose los rodamientos internos (4b, 5a, 5b, 6a) como rodamientos libres en forma de rodamientos de alto rendimiento sin jaula y los rodamientos externos (7a, 10a), como rodamientos fijos, caracterizado porque entre los dos cuerpos de rodillo y alineado con éstos se apoya de manera axialmente flotante otro cuerpo de rodillo con sus dos muñones (5a, 5b) de rodillo, situados en sus extremos, en rodamientos…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}