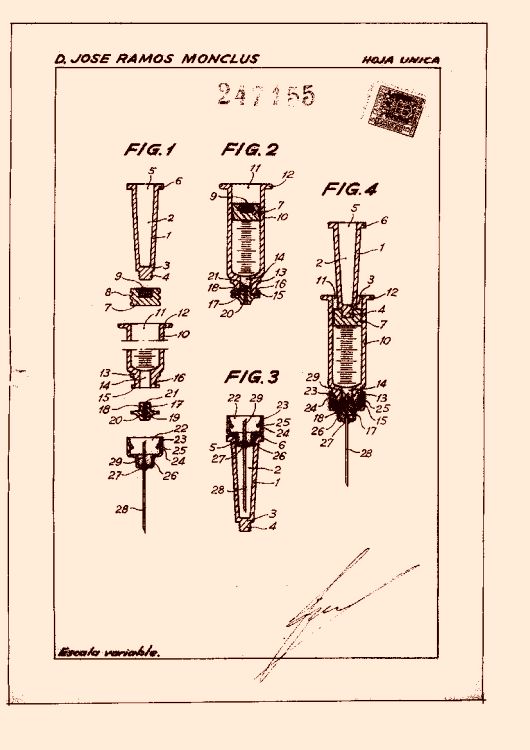
Porta-agujas para inyecciones.
Sección de la CIP Necesidades corrientes de la vida
(01/02/1961).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(01/02/1961).
Resumen no disponible.
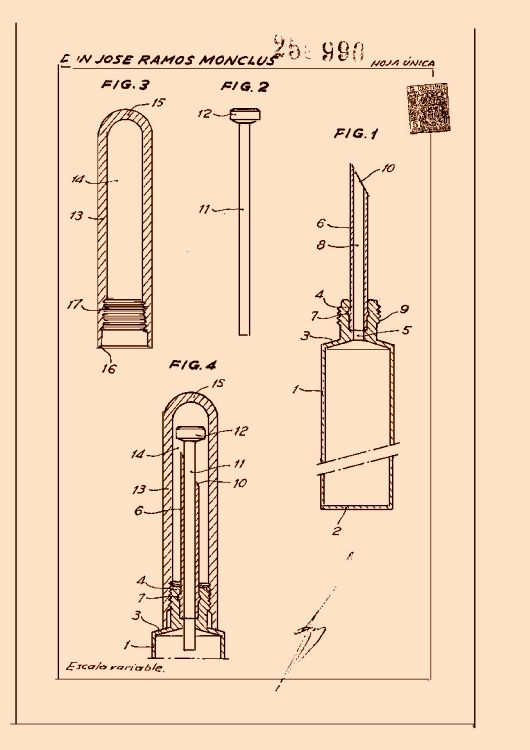
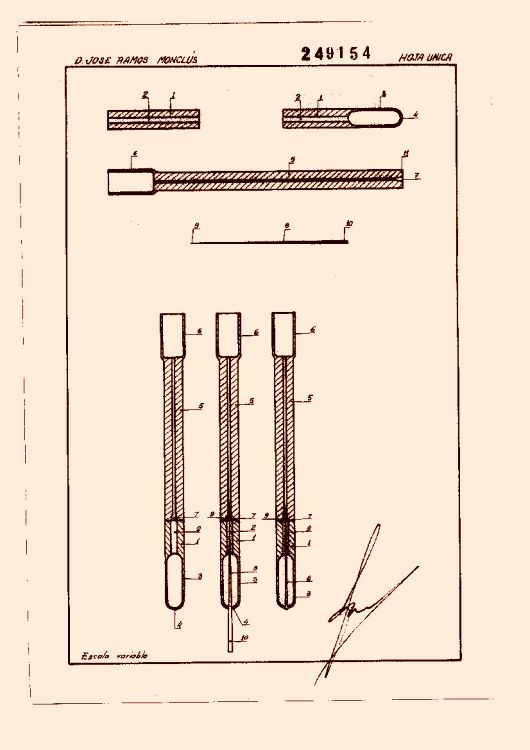
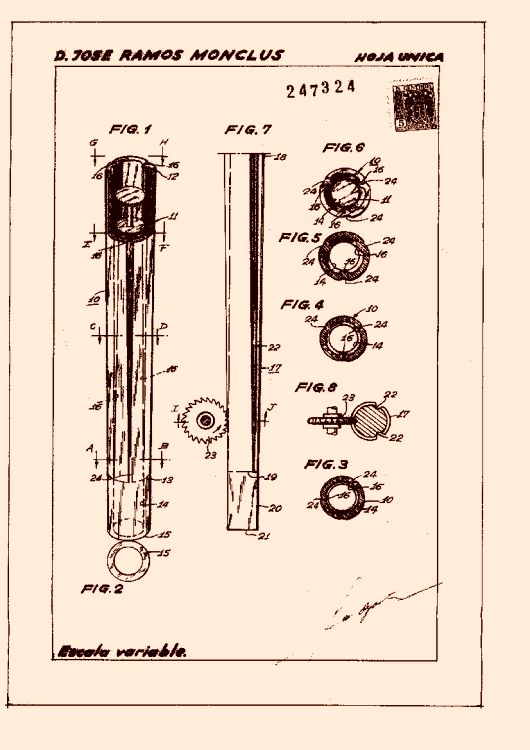
(01/02/1961) Mejoras en la fabricación de agujas para hemoterapia que se caracterizan en realizar la aguja en tres partes convenientemente unidas entre sí, una de ellas tubular realizada en material muy flexible, y las otras dos metálicas, para lo que una de éstas se realiza en forma de cánula afilada por uno de sus extremos y dotada por el otro de una prolongación tubular con valona helicoidal o similar, apta para recibir el acoplamiento, por enchufe a presión, de uno de los extremos de la pieza tubular flexible, acoplándose el otro, por el mismo sistema, en una prolongación tubular de la otra pieza metálica que a su vez está dotada…
Sección de la CIP Necesidades corrientes de la vida
(16/12/1960). Ver ilustración. Clasificación: A61M.
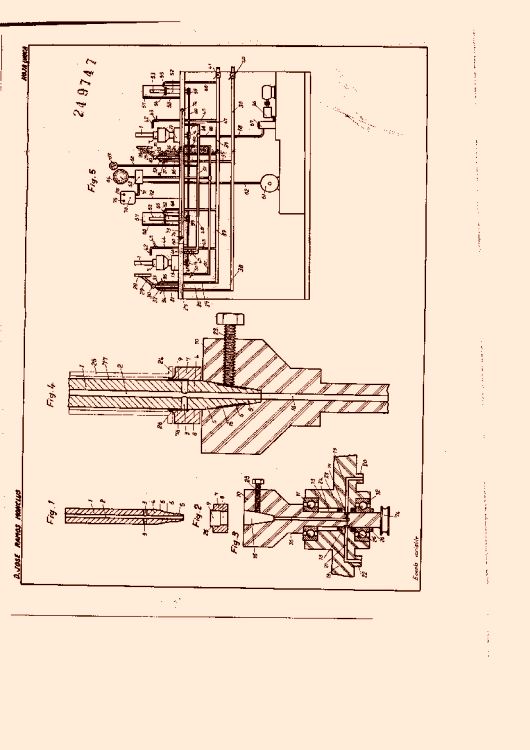
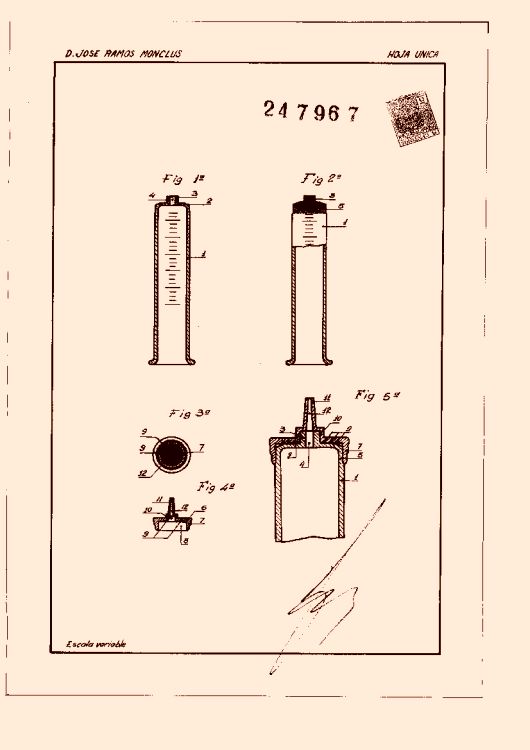
Mejoras en la fabricación de jeringas para usos veterinarios que se caracterizan en obtener el cuerpo cilíndrico de la jeringa por moldeo en caliente de un tubo de vidrio que se acopla y ciñe, por diferencias de presión neumática, sobre una matriz cilíndrica conformadora y calibrada, que está dotada, en cada uno de sus extremos útiles, de un tallado de rosca siendo el de la base con mayor diámetro que el de la parte cilíndrica de la matriz y el del extremo superior con menor diámetro que el de la misma parte cilíndrica de la matriz, obteniéndose así un tubo de vidrio cilíndrico calibrado que una vez refrentado por uno o sus dos extremos, presenta en cada uno de ellos una zona interior tallada a rosca y entre ellas una parte cilíndrica calibrada a alta precisión y transparente.
Sección de la CIP Necesidades corrientes de la vida
(16/11/1960).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(01/10/1960).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(01/07/1960).
Resumen no disponible.
Sección de la CIP Necesidades corrientes de la vida
(01/05/1960). Ver ilustración. Clasificación: A61M.
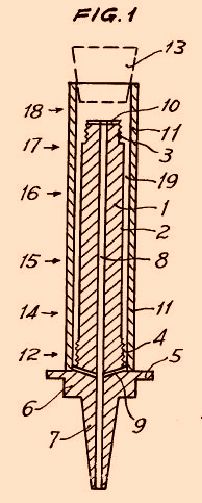
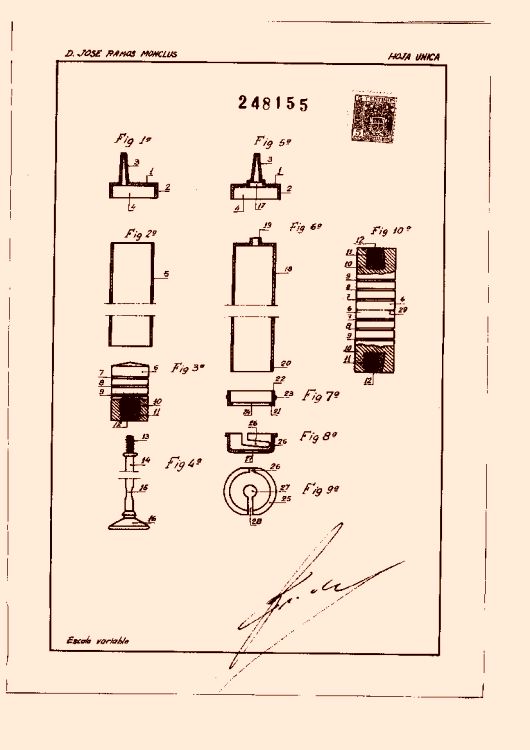
Mejoras en los inyectores para usos médicos que se caracterizan en realizar el cuerpo del inyector en material flexible con forma tubular que se cierra por uno de sus extremos y por el otro se dota de una base ligeramente rígida en cuyo centro se practica un saliente o boquilla taladrada, y con la periferia roscada, con la particularidad de que en el orificio de la boquilla se engasta una cánula de longitud conveniente y afilada por su extremo libre.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/1960). Ver ilustración. Clasificación: F01C19/00.
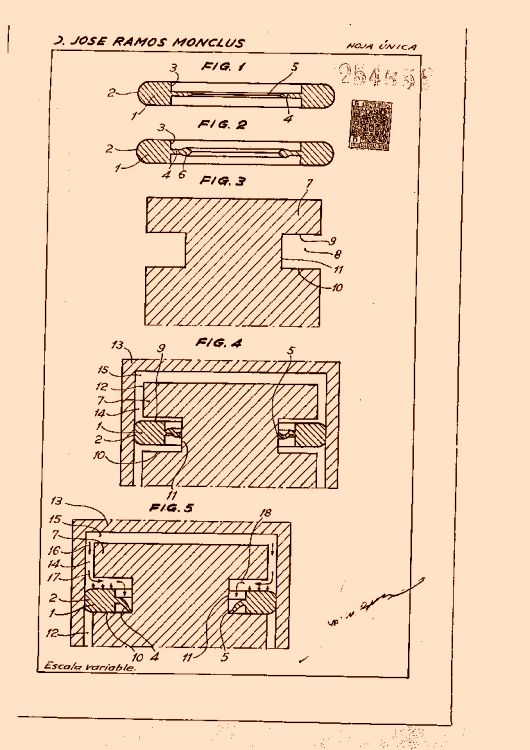
Mejoras en las juntas de estanqueidad de los pistones que se caracterizan en constituir la junta en forma anular cerrada con diámetro periférico ligeramente mayor que el interior del cilindro y grueso sensiblemente menor que la anchura de la ranura o garganta del pistón en que se ha de alojar la junta, al objeto de que pueda experimentar desplazamientos longitudinalmente dentro de la garganta, dotándose a la misma junta y por la zona central de su contorno interior, de un pestaña, más flexible que le resto de al junta, cuyo diámetro interior es siempre menor que el del fondo de al ranura o garganta, todo ello realizado de tal suerte que el borde interior de la pestaña se aplique permanentemente con ligera presión sobre el fondo de al ranura y el borde periférico de al junta quede aplicado con ligera presión también sobre la pared interna del cilindro.
Sección de la CIP Física
(16/02/1960). Clasificación: G01K.
Un procedimiento para marcar escalas en los termómetros que se caracteriza en trazar sobre el cuerpo del termómetro lleno de líquido termométrico, los trazos de la escala empleando un esmalte vitrificable, el cual es tratado después en horno a elevada temperatura hasta lograr la total vitrificación del esmalte y su incorporación al seno del cuerpo de vidrio, con la particularidad de que durante este tratamiento térmico, se sitúa la cubeta fuera del horno, aislada térmicamente de él, e introducida en un baño o cámara que se mantiene a temperatura inferior a la mínima en que se inicia la graduación de la escala.
Sección de la CIP Química y metalurgia
(16/02/1960).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/01/1960). Ver ilustración. Clasificación: C03B.
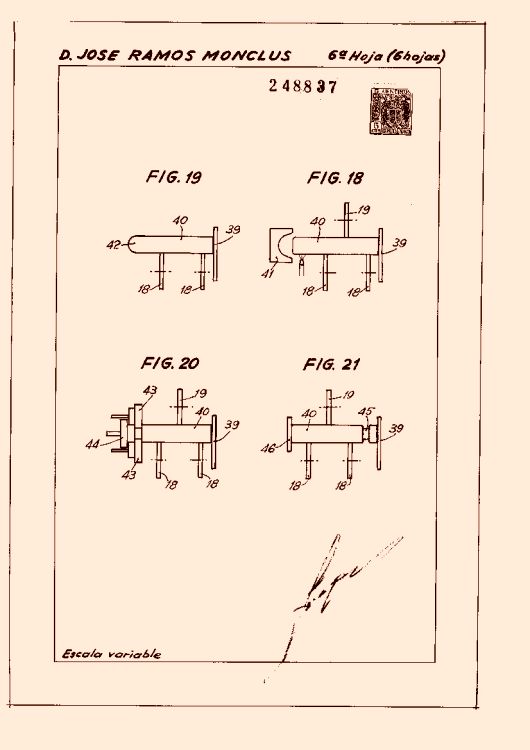
Mejoras en las matrices para moldeo de piezas tubulares de vidrio que se caracterizan en dotar a la base de la matriz cilíndrica de una zona troncocónica que coincide o comprende la bocas de los orificios radiales de dicha matriz, coincidiendo el plano de la base mayor de esta zona con el plano superior del casquillo fijo o móvil que ha de servir como lugar de apoyo y conformación del reborde del cuerpo del cilindro a moldear.
Sección de la CIP Física
(16/11/1959). Clasificación: G01.
Un procedimiento para fabricar termómetros con escala vitrificada que se caracteriza en llenar la cubeta y capilar del termómetro a fabricar con exceso de líquido termométrico sirviéndose del embudo que es habitual, procediéndose después a cortar la varilla capilar a la longitud conveniente, reduciéndose la cantidad de mercurio que deba contener por elevación de temperatura en la cubeta a nivel exacto y controlado, que se mantiene mientras esté descargándose al líquido termométrico por el extremo abierto de la varilla capilar.
Sección de la CIP Química y metalurgia
(01/10/1959). Ver ilustración. Clasificación: C03.
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/09/1959). Ver ilustración. Clasificación: C03B.
Máquina calibradora de tubos de vidrio en ciclo completo que se caracteriza por poseer un plato acoplado a un mecanismo motor que le imprime movimiento de giro en fracción de vuelta en forma intermitentellevando instalado este plato un un número de portamatrices con sus correspondientes matricesigual al número de movimientos que integran una vuelta completa del platopara lo que estos son fracción exacta de vuelta e iguales entre sídotándose a la misma máquina de unos dispositivos calefactores fijos en la bancada y situados de tal suerte que actuan sobre las matrices sólo cuando el plato está quieto en el intervalo de uno a otro desplazamientoregulándose la frecuencia de éstos de tal manera que como máximo sea igual al tiempo requerido par al realización de una de las fases operativas del ciclo o de una fracción entera de ella.
Sección de la CIP Química y metalurgia
(01/09/1959). Ver ilustración. Clasificación: C03B.
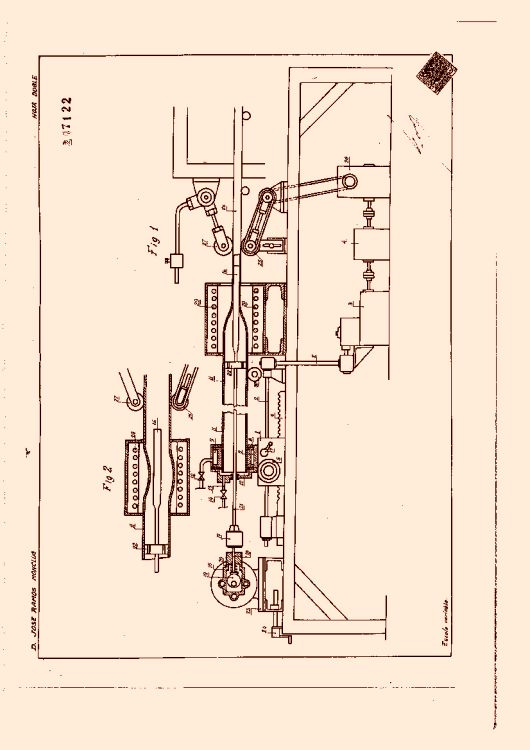
Máquina automática para moldear los extremos de cuerpos cilíndricos huecos de vidrio que se caracteriza en poseer convenientemente enlazadas y con funcionamiento a ritmo coordinadoun dispositivo alimentador de tubos de vidrio de uno en uno que los entrega a un dispositivo transportador generalel cual los deposita sobre unos pares de discos rodantes y los traslada de uno a otropasando sucesivamente bajo la acción de unos calefactores que elevan la temperatura del extremo del tubo y después son sometidos a la acción compresora o dilatadora de unas matrices que son gobernadas automáticamente y entran en acción solamente cuando el tubo de vidrio está depositado y girando sobre el par de discos rodantes correspondientes y sobre el que actúa un tercer disco superior que lo mantiene en posición correcta.
Sección de la CIP Física
(16/08/1959). Ver ilustración. Clasificación: G01K1/00.
Mejoras en la fabricación de termómetros prismáticos de máxima que se caracterizan en establecer entre la cubeta de mercurio y el capilar prismáticouna cámara intermedia constituída por una pieza tubular de vidrio convenientemente soldada al capilar prismático y a la cubetacuyo diámetro interior es bastante mayor que el del orificio capilar pero menor que el de la cubetadotándose al fondo de la cubeta de un pequeño orificio por el que se instala la aguja frenadora de la columna de mercurio que constituye el artificio de máxima.
Sección de la CIP Necesidades corrientes de la vida
(01/08/1959). Ver ilustración. Clasificación: A61M3/00.
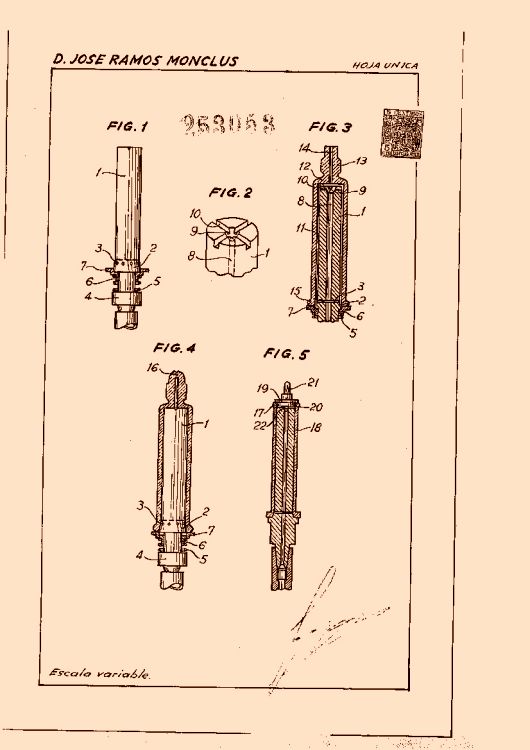
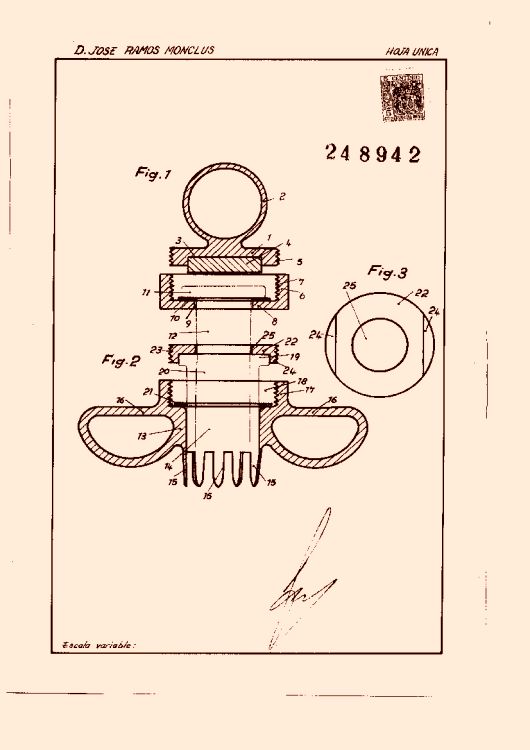
Mejoras en los adaptadores de jeringas para usos veterinarios que se caracterizan en dotar a la pieza tubular que ha de contener al cuerpo de la jeringade unos apéndices o prolongaciones en la base o boca inferior ligeramente dobladas hacia el centrode tal suerte que ejercen acción pinzante o compresora sobre la parte exterior de dicho cuerpodotándose exteriormente a esta misma pieza tubular de dos asideros anulares diametralmente opuestos y de una boca rebordeada por la base superior con diámetro algo mayor que el del reborde del cuerpo de la jeringael cual es fijado en dicho alojamientocon interposición de una o más piezas flexiblesmediante una tuerca anular que se enrosca en el reborde y posee dos salientes qeu se sitúan sobre los lados cortados del mencionado reborde de la jeringatodo ello de tal suerte que ésta queda sólidamente fijada en la pieza tubular en una posición determinada.
Sección de la CIP Química y metalurgia
(01/07/1959). Ver ilustración. Clasificación: C03.
Mejoras en la fabricación de jeringas en vidrio y otros materiales que se caracterizan en obtener un tubo de vidrio calibrado al menos interiormente a la medida exacta correspondiente al pistónel cual está abierto por uno o sus dos extremos y en cada caso uno se fija sin cemento algunounos casquillos metálicosen uno cerrado y con tubo o prolongación troncocónico que forma el cono porta agujas y en el otro un sencillo aro cilíndrico con un ligero reborde que hace tope con el tubo de vidrioefectuándose previamente por sobre los 200º C y por tanto provocándoles una dilatación que agranda sus dimensiones suficientemente para que se puedan acoplar sobre los extremos del tubohecho lo cual se producirá el enfriamiento de los mismosque al recobrar sus dimensiones iniciales quedan fuerte e inseparablemente ceñidos en sus lugares de instalación para lo que tanto el tubo como los casquillos se dimensionan adecuadamente.
Sección de la CIP Física
(16/06/1959). Ver ilustración. Clasificación: G01.
Mejoras en la fabricación de rotámetrosque se caracterizan en dotar al agujero interno cónico de una pluralidad de listoncillos o nervios guiadores del flotadorextendidos axialmentesobresaliendo hacía adentro y espaciados circunferencialmente sobre dicho agujeroen forma regularrealizándose dichos listoncillos con sección convexa y una relativamente pequeña dimensión circunferencialperteneciendo las crestas de dichos listoncillos a una superficie cilíndrica de revolución ideal substancialmente co-axial con dicho tubocon lo cual presentan líneas de guía relativamente estrechas y de separación constante con el flotador de dicho rotámetro en todas y cada una de las posibles posiciones del flotador dentro del tubo.
Sección de la CIP Necesidades corrientes de la vida
(01/06/1959). Ver ilustración. Clasificación: A61M.
Mejoras en la fabricación de jeringas de cono metálico que se caracterizan en obtener por moldeo el cuerpo tubular de la jeringapero dotándola en su base cerrada de una prolongación tubular cilíndrica de corta longitudprocediéndose seguidamente a esmerilar la superficie exterior de dicha prolongación y también las de la base cerrada y la de una zona en la superficie exterior del cuerpo próxima a la misma base cerradacreando así una externa superficie no pulimentadaapta para recibir el acoplamiento a presión del cono metálico.
Sección de la CIP Química y metalurgia
(16/05/1959). Ver ilustración. Clasificación: C03B.
Máquina perfeccionada para moldear piezas tubulares de vidrio que se caracteriza en quedar formada por tres dispositivosuno entregador desplazable a velocidad regulada que soporta al tubo de vidrio a moldear y lo obliga a atravesar por el segundo dispositivo que es el moldeador y que está formado por una cámara calefactora que circunda el tubo de vidrio a moldeary asi mismo por una pieza o matriz dispuesta dentro del mismo tubo y fijada mediante una varilla que atraviesa también axialmente al tubo y sobresale de la cabeza del dispositivo desplazablequedando solidarizada a un punto fijo o desplazable movimiento alternativo rectilíneo en sentido axial de la varillay un tercer dispositivo emplazado fuera de la cámara de calefacciónque mediante un sistema de rodillos o cinta transportadora arrastra al tubo de vidrio ya moldeado.
Sección de la CIP Necesidades corrientes de la vida
(16/05/1959). Ver ilustración. Clasificación: A61M.
Mejoras en la fabricación de jeringas para inyectables de usos médicosque se caracterizan en obtener el cuerpo de la jeringa en una pieza tubular de vidrio transparente sin esmerilaren cuya cara exterior se graban o imprimen las escalas de volúmen necesarias en forma permanente o noy asímismo se imprimen la indicación del contenidoo control con un barniz soluble o miscible en el agua a temperatura inferior a los 100ºC dotándose al mismo cuerpo de la jeringade una prominencia en el extremo porta-agujasen la que se practica un amplio orificio axial pasante y se dota a la superficie exterior de forma más o menos troncocónica que termina en una valona circundante del extremo de la prominencia con ángulo interior vivo o escalonado.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}