11 patentes, modelos y diseños de NORDDEUTSCHE SEEKABELWERKE AKTIENGESELLSCHAFT
MATERIAL DE RELLENO PARA EL TRATAMIENTO, ASI COMO EL PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Química y metalurgia
(01/01/1993). Inventor/es: BASSE, HARTWIG, WITTEK, JURGEN, DR. Clasificación: C02F3/10.
MATERIAL DE RELLENO QUE AQUI DEBE RETENER ANTE TODO EN EL TRATAMIENTO DE AGUAS RESIDUALES BIOLOGICAS UN APOYO PARA EL NECESITADO CESPED BIOLOGICO Y UNA CAPACIDAD DE IRRIGADO O MOJADO UNIFORME. EN LA DESCRIPCION SE DETALLA EL PROCEDIMIENTO. EL MATERIAL DE RELLENO ES ESPECIALMENTE APROPIADO PARA TRATAMIENTOS BIOLOGICOS, CONCRETANDO, DESNITRIFICACION DE P.E. AGUA POTABLE.
MATERIAL DE RELLENO PARA CUERPO DE GOTEO PARA TRATAMIENTO DE LIQUIDOS ASI COMO PROCEDIMIENTO PARA FABRICACION Y MONTAJE DEL MISMO.
Sección de la CIP Química y metalurgia
(01/04/1992). Inventor/es: BASSE, HARTWIG. Clasificación: C02F3/10.
EL MATERIAL DE RELLENO DEL MODO AQUI REFERIDO DEBE TENER EN EL TRATAMIENTO BIOLOGICO DEL AGUA RESIDUAL UN SOPORTE OPTIMO PARA EL CESPED BIOLOGICO REQUERIDO PARA ELLO UNA CAPACIDAD DE HUMECTACION. LOS DISPOSITIVOS CONOCIDOS QUE CORRESPONDEN A ESTAS NECESIDADES TIENEN O BIEN EL INCONVENIENTE DE INCLINARSE HACIA LA OBSTRUCCION DE DE SER DIFICILES DE FABRICAR. EL NUEVO MATERIAL DE RELLENO DEBE TRABAJAR CON UNA FABRICACION Y MONTAJE SENCILLOS CON EFECTIVIDAD Y SEGURIDAD. PARA LA CREACION DE SUPERFICIES DE CRECIMIENTO OPTIMAS PARA EL CESPED BIOLOGICO SE DISPONE EL MATERIAL DE RELLENO SEGUN EL INVENTO SOBRE UNA CANTIDAD DE BANDAS DE PLASTICO QUE SE CONECTAN ENTRE SI POR UNA UNICA VIA DE SOPORTE . ENCIMA SE DISPONEN LAS BANDAS SOBRE UN RECORRIDO ESPECIAL, ES DECIR, DE BORDES ONDULADOS Y/O UNA ZONA NEUTRAL ESTRUCTURADA. EL MATERIAL DE RELLENO SEGUN EL INVENTO ES ADECUADO ESPECIALEMENTE PARA TRATAMIENTO BIOLOGICO, ES DECIR, DESNITRIFICACION DE AGUA POTABLE O RESIDUAL.
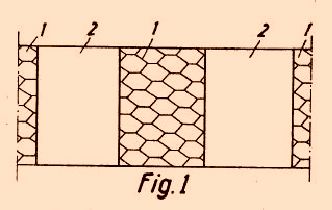
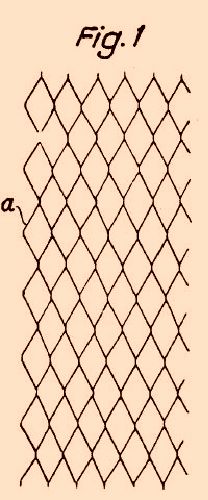
PERFECCIONAMIENTOS EN LAS BANDAS DE MATERIAL TERMOPLÁSTICO EN FORMA PLANA O DE TUBO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1961). Ver ilustración. Clasificación: B29D.
Perfeccionamientos en las bandas de material termoplástico en forma plana o de tubo, caracterizados porque, en orden materialmente coherente las bandas tienen por lo menos una parte calada en forma de red y por lo menos una parte sin calar.
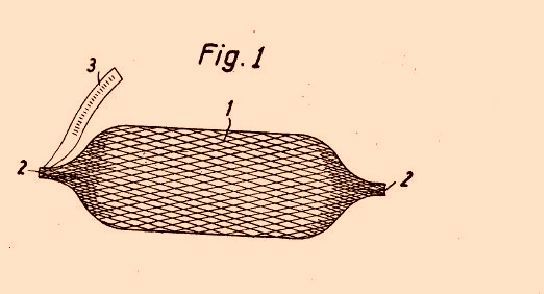
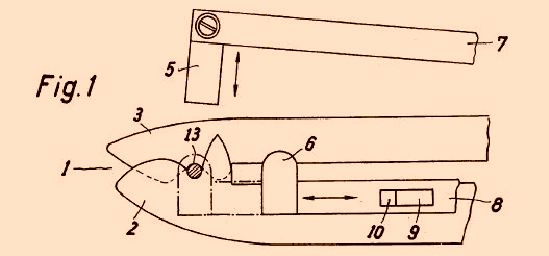
PERFECCIONAMIENTOS EN LAS BOLSAS SOLDADAS A BASE DE MATERIAL TERMOPLÁSTICO, PROVISTAS DE ETIQUETA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1961). Ver ilustración. Clasificación: B29.
Perfeccionamientos en las bolsas soldadas a base de material termoplástico provistas de etiqueta, caracterizados porque la etiqueta es colocada en un cordón de material termoplástico, el cual es soldado con la bolsa por el lugar de cierre.
PROCEDIMIENTO PARA ALARGAR REDES DE MATERIAS TERMOPLÁSTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1961). Clasificación: B29.
Procedimiento para alargar redes de materias termoplásticas, que se caracteriza por emplear inicialmente toda la red en sentido longitudinal, alargándola después con régimen continuo y uniforme por espacio de varias etapas, a cuyo fin el cableado se realiza con preferencia de modo que, después del mismo, los hilos integrantes de la red queden yuxtapuestos, en alternativa superpuestos y lo más junto posibles entres sí, habiéndose dispuesto que el alargamiento de la red ya cableada se efectúa solo en un hilo entre discos o cilindros que giran con diferente velocidad y rigiéndose la temperatura de esta fase de alargamiento por la índole del plástico empleado para constituir la red.
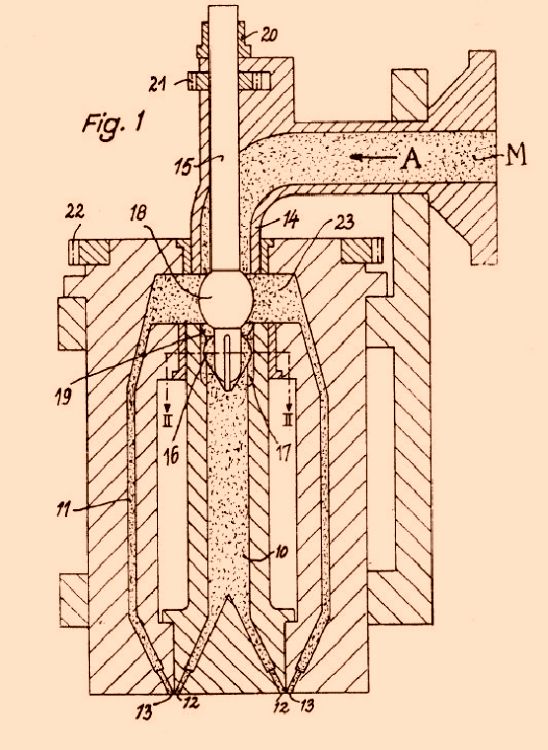
PRENSA DE EXTRUSIÓN PARA LA FABRICACIÓN DE REDES DE MATERIAL TERMOPLÁSTICO Y PROCEDIMIENTO PARA LLEVARLO A LA PRÁCTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1961). Clasificación: B29.
Prensa de extrusión para la fabricación de redes de material termoplástico y procedimiento para llevarlo a la práctica, caracterizada porque el inyector está formado por dos discos de inyección dispuestos directamente uno detrás de otro en dirección de la extrusión y ranurados de esta misma dirección, los cuales describen en su superficie de contacto un movimiento oscilante relativo entre sí, en donde por lo menos la ranura de uno de los discos de inyección tiene la forma de una línea de múltiples cambios de dirección y en donde las líneas de las ranuras de ambos discos de inyección se extienden de tal manera que durante el movimiento relativo de los discos de inyección se entremezclan en toda su extensión y de paso, se superpongan constantemente en un cierto número de puntos.
PRENSA DE EXTRUSIÓN PARA LA FABRICACIÓN DE REDES DE MATERIALES TERMOPLÁSTICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1961). Ver ilustración. Clasificación: B29.
Prensa de extrusión para la fabricación de redes de materiales termoplásticos, caracterizada porque el orificio de salida del inyector concebido en forma de ranura o de anillo, el cabezal de inyección está tapado por inyectores individuales móviles dispuestos uno al lado de otro, los cuales llenan total o parcialmente la sección transversal de salida correspondiente al inyector de ranura o de anillo.
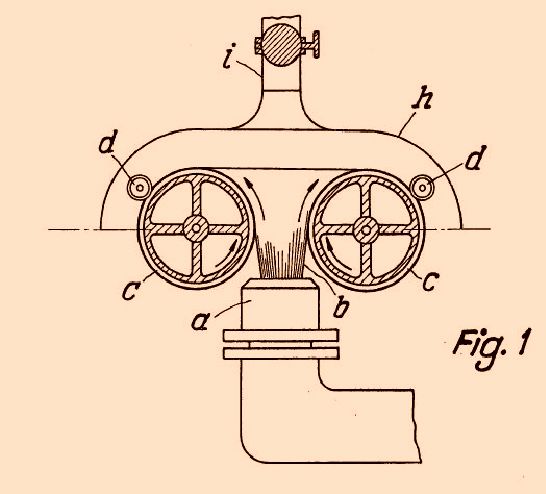
DISPOSITIVO PARA LA FABRICACIÓN DE HOJAS FLEXIBLES DE MATERIAL TERMOPLÁSTICO ESTIRADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1961). Ver ilustración. Clasificación: B29D.
Dispositivo para la fabricación de hojas flexibles, de material termoplástico estirado, caracterizado por estar compuesto de una prensa de extrusión con tobera de salida de forma anular y de un mecanismo extensor, a través del cual va pasando el tubo de plástico procedente de la tobera de salida estando formado este dispositivo por lo menos, por tres ruedas de desviación en esencia igual de grandes, para el tubo de plástico, las cuales con sus discos dirigidos en sentido radial al eje de la tobera de salida, van situadas en circulo centrado y perpendicular con respecto a este eje.
PERFECCIONAMIENTOS EN LAS REDES COMPUESTAS DE MASA TERMOPLÁSTICA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1960). Ver ilustración. Clasificación: B29.
Perfeccionamientos en las redes compuestas de masa termoplástico, caracterizados porque la red de plástico que sirve de capa intermedia o de base, o bien de recubrimiento para artículos frágiles, por ejemplo botellas, recipientes o cosa parecida, se compone en sus respectivos hilos de plástico esponjoso.
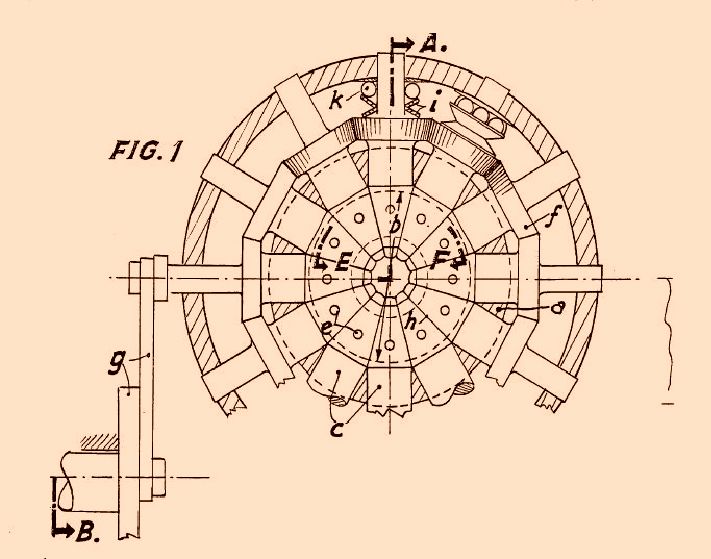
PERFECCIONAMIENTOS EN LOS CABEZALES DE INYECCIÓN PARA LA FABRICACIÓN DE REDES DE PLÁSTICO SIN NUDOS, PRENSADAS POR EXTRUSIÓN.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1960). Ver ilustración. Clasificación: B29.
Perfeccionamiento en los cabezales de inyección para la fabricación de redes de plástico sin nudos, prensadas por extrusión, caracterizados por dos cámaras giratorias independientes una de otra y provistas de las respectivas toberas, en donde una de las cámaras está montada axialmente en la otra cámara.
PROCEDIMIENTO Y MÁQUINA PARA LA FABRICACIÓN DE BOLSAS A BASE DE UN TUBO DE MATERIAL TERMOPLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1960). Ver ilustración. Clasificación: B29.
Procedimiento máquina para la fabricación de bolsas a base de un tubo de material termoplástico, en el que para la formación de los extremos cerrados de la bolsa, se recoge localmente al tubo y se le suelda, seccionando al mismo tiempo transversalmente la unión soldada, caracterizado el procedimiento porque las superficies seccionadas de la unión soldada son enfriadas por contacto.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}