14 patentes, modelos y diseños de MOLLER PLAST GMBH
PROCEDIMIENTO PARA LA FABRICACION DE COMPONENTES ESPUMADOS CON UN MATERIAL SOPORTE VEGETAL.
Sección de la CIP Química y metalurgia
(16/10/2005). Inventor/es: BECKMANN, FRIEDHELM. Clasificación: C08J9/00, C08J9/35.
Procedimiento para la fabricación de componentes espumados, en el que se mezcla con un material base plastificado que se ha de espumar un material soporte vegetal, en forma de partículas, que contiene un agente de expansión físico líquido, estando ajustadas la temperatura y la presión del material base de tal forma que el agente de expansión físico líquido no se evapore, reduciéndose a continuación la presión del material base y/o aumentándose la temperatura del material base, de modo que el agente de expansión físico líquido se evapore al menos en parte y se espuma el material base, caracterizado porque el material soporte comprende al menos en parte agramizas.
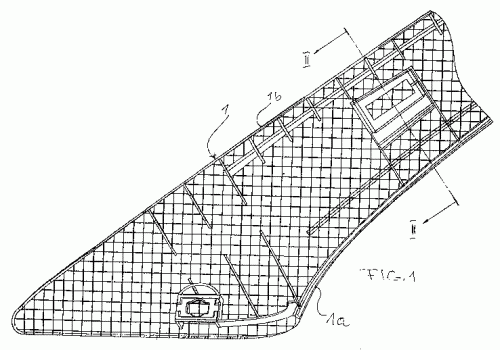
PIEZA COMPONENTE EN FORMA DE CUBETA, REALIZADA DE UN MATERIAL PLASTICOY CON UN LUGAR DE ESCISION CONTROLADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2005). Ver ilustración. Inventor/es: TEMME,HORTS. Clasificación: B60R21/20.
Pieza componente en forma de cubeta, realizada en un material plástico y con lugar de escisión controlada. Especialmente concebida para contener en su interior una bolsa de aire (airbag), pieza en la que se definen dos sectores, un sector (1b) fijo (por ejemplo al vehículo) y un sector (1a) abatible a través de una línea de debilitamiento , la invención consiste en el hecho de que la citada pieza está dotada de un material de refuerzo , que afecta a su cara cóncava, realizado a base de un tejido o entramado, afectando al menos a la zona de dicha pieza en la que se establece la línea o lugar de escisión , para conseguir que la escisión se produzca de forma controlada, impidiendo una apertura brusca de la parte móvil (1a), que pudiera generar el desprendimiento de fragmentos de la propia pieza y el consecuente riesgo que esto conlleva.
PROCEDIMIENTO Y HERRAMIENTA DE MOLDEO POR SOPLADO PARA LA FABRICACION DE COMPONENTES REVESTIDOS DE MATERIAL DE DECORACION.
(01/11/2004) Procedimiento para la fabricación de componentes de doble pared revestidos de material de decoración mediante moldeo por soplado, en el que se da la forma correspondiente al contorno interior de la herramienta a un tubo flexible de plástico recién extrusionado junto con material de decoración en una herramienta de moldeo por soplado con una división de la herramienta formada entre dos mitades de la herramienta mediante insuflación de aire, en la división de la herramienta aparece una zona de presión del componente para mejorar la háptica y la óptica del componente de la zona de presión desplazando la división de la herramienta en una sección de una pared del componente separada del borde lateral del componente y unida a éste, y el material de decoración se une con el componente en torno al borde lateral, caracterizado porque durante el moldeo…
COMPONENTE DE REVESTIMIENTO, ESPECIALMENTE PARA MIEMBROS DE SOPORTE DE VEHICULOS DE MOTOR REALIZADOS CON CHAPA METALICA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2001). Inventor/es: BECKMANN, FRIEDHELM. Clasificación: B60R13/00.
LA PRESENTE INVENCION ADICIONAL SE REFIERE A UN COMPONENTE DE REVESTIMIENTO, ESPECIALMENTE PARA MIEMBROS DE SOPORTE DE CHAPAS METALICAS, REALIZADOS EN FORMA DE PERFIL HUECO, EN EL QUE LA ESTRUCTURA HUECA SE RELLENA TOTALMENTE CON ESPUMA. LA MASA ESPUMABLE SE ALIMENTA A LA SECCION HUECA PREDETERMINADA CON CUALQUIER CONSISTENCIA, Y SE ESPUMA POR ALIMENTACION DE ENERGIA. EL SUMINISTRO DE ENERGIA ACTUA DIRECTA O INDIRECTAMENTE SOBRE LA MASA ESPUMABLE. EL SUMINISTRO DE ENERGIA PUEDE INCLUIR ENERGIA TERMICA, DE ALTA FRECUENCIA O DE MICROONDAS. LA MASA ESPUMABLE PUEDE ALIMENTARSE A LA ZONA HUECA EN FORMA DE POLVO O GRANOS O CON CONSISTENCIA SUFICIENTE COMO PARA QUE PUEDA SER PINTADA.
PROCEDIMIENTO Y MATERIAL ESPUMABLE PARA ESPUMAR O EL REVESTIMIENTO POR ESPUMADO DE COMPONENTES.
Secciones de la CIP Química y metalurgia Construcciones fijas
(01/08/2001). Inventor/es: JANDALI, M., ZOUHEIR. Clasificación: C08J9/00, E04B1/62, C08J9/10.
CUANDO SE ESPUMAN LAS CAVIDADES HUECAS DE COMPONENTES DE PAREDES DOBLES O MULTIPLES O PARTES COMPONENTES DE RECUBRIMIENTO DE ESPUMA CON SUPERFICIES DECORATIVAS, CON EL FIN DE MEJORAR LAS PROPIEDADES HAPTICAS DE DICHAS PARTES COMPONENTES, LA INVENCION PROPORCIONA UNA MASA INTRODUCIDA O APLICADA EN ESTADO NO ESPUMADO, QUE SE ESPUMARAN POR MEDIO DE ENERGIA DE MICROONDAS. PARA CONSEGUIR ELEVADAS PERDIDAS DIELECTRICAS Y ASEGURAR QUE EL EFECTO CALORICO SE DISTRIBUYA UNIFORMEMENTE, Y SE LIMITE BASICAMENTE A LA MASA QUE DEBE ESPUMARSE, LA CITADA MASA SE AJUSTA DE MANERA POR LA ADICION DE CIERTAS SUSTANCIAS, TALES COMO HOLLIN. PARA MEJORAR LA DISTRIBUCION Y EL EFECTO DE LOS MICROONDAS, SE UTILIZAN AGENTES REFLECTANTES. ESTE PROCEDIMIENTO ASEGURA CAVIDADES HUECAS TOTALMENTE ESPUMADAS Y CAPAS DE ESPUMA DE ESPESOR UNIFORME.
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR PIEZAS MOLDEADAS DE PLASTICO POR SOPLADO.
(01/03/2001) SE EXPONE UN PROCEDIMIENTO DE MOLDEO POR EXTRUSION - SOPLADO, PARA OBTENER PIEZAS MOLDEADAS DE PLASTICO CON BORDES AGUDOS, CONTORNOS MARCADOS Y/O CORTES INFERIORES EN LA ZONA DE LOS PASOS. EL TUBO DE PLASTICO INTRODUCIDO DENTRO DE LA HERRAMIENTA DE MOLDEO POR SOPLADO SE ENSANCHA PREVIAMENTE POR LA PRESION NEUMATICA INTERIOR, SE CONFORMA Y SE MANTIENE SOBRE SUPERFICIES LISAS O LIGERAMENTE CONTORNEADAS DE LA HERRAMIENTA DE MOLDEO POR SOPLADO (3A, 3B). NO OBSTANTE, LOS CONTORNOS MARCADOS DE BORDES AGUDOS SE CONFORMAN POR LA PRESION MECANICA EJERCIDA SOBRE EL LADO EXTERIOR DEL TUBO DE PLASTICO POR UNA HERRAMIENTA DE CONFORMACION . EL DISPOSITIVO PARA LLEVAR A LA PRACTICA EL PROCEDIMIENTO TIENE UNA HERRAMIENTA DE MOLDEO…
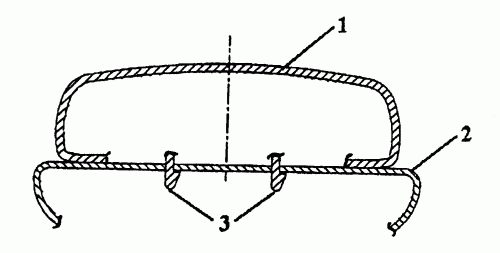
PIEZA DE REVESTIMIENTO, EN ESPECIAL PARA LAS PIEZAS DE SOPORTE DE CHAPA DE LOS VEHICULOS DE MOTOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2000). Ver ilustración. Inventor/es: BECKMANN, FRIEDHELM. Clasificación: B60R13/02, B60R13/04.
SE DESCRIBE UN ELEMENTO DE REVESTIMIENTO PARA PANELES DE CHAPA DE VEHICULOS QUE CONSISTE EN UNA PIEZA UNICA DE PERFIL HUECO FORMADA POR SOPLADO Y DISEÑADA DE MODO QUE SE PUEDA INSTALAR DE MANERA DESMONTABLE SOBRE LA CHAPA . EL PERFIL HUECO TIENE ELEMENTOS DE SUJECION EN SU CARA POSTERIOR QUE ENCAJAN EN HUECOS FORMADOS EN LA MENCIONADA CHAPA ASI COMO UNA SERIE DE PERFILES DISPUESTOS POR LOTES EN SENTIDO LONGITUDINAL. LOS ELEMENTOS DE SUJECION PUEDEN INSERTARSE EN EL ESPACIO HUECO, QUE SE RELLENA DE ESPUMA. EL DISPOSITIVO OBJETO DE LA INVENCION GARANTIZA, EN ESPECIAL DESPUES DE LLENAR EL ESPACIO HUECO CON ESPUMA, UNA CAPACIDAD SUFICIENTE DE ABSORCION DE ENERGIA, DE MANERA QUE EN PRINCIPIO LOS IMPACTOS NO DEFORMAN EL PERFIL HUECO.
CUERPO COMPUESTO DE CAPAS MULTIPLES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2000). Inventor/es: BECKMANN, FRIEDHELM. Clasificación: B60R13/02, B32B5/26.
LA INVENCION SE REFIERE A UN CUERPO COMPUESTO DE CAPAS MULTIPLES, QUE COMPRENDE CAPAS TERMOPLASTICAS Y CAPAS DE FIBRAS NATURALES UNIDAS CON PLASTICO TERMOPLASTICO. DICHO CUERPO COMPUESTO TIENE AL MENOS UNA CAPA DE REFUERZO REALIZADA CON UN TEJIDO DE CELULAS ABIERTAS DE FIBRAS FUNDIDAS, EN CUYA CAPA PENETRAN, POR UNO O AMBOS LADOS, LOS MATERIALES TERMOPLASTICOS EN FUSION DE CAPAS DE FIBRA NATURAL ADYACENTES, INTEGRANDOSE EN LAS MISMAS PARA REFORZARLAS. LA CAPA DE REFUERZO PUEDE TAMBIEN DISPONERSE ADEMAS O UNICAMENTE ENTRE CAPAS DE FIBRA NATURAL Y TERMOPLASTICAS PURAS, O ENTRE CAPAS TERMOPLASTICAS. DE ESTE MODO SE FORMA UN CUERPO COMPUESTO QUE TIENE EXCELENTES PROPIEDADES MECANICAS, EN PARTICULAR EN LO QUE SE REFIERE A LA RESISTENCIA A LA FLEXION Y RESISTENCIA A LOS IMPACTOS.
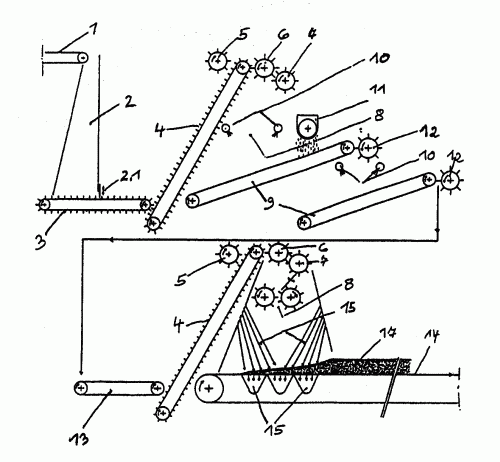
MATERIAL DE CONSTRUCCION Y PROCESO Y DISPOSITIVO PARA PRODUCIR UN MATERIAL DE CONSTRUCCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2000). Ver ilustración. Inventor/es: HESCH, ROLF. Clasificación: B27N3/14.
LA INVENCION SE REFIERE A UN SISTEMA ECONOMICO PARA UTILIZAR BRIZNAS O ASTILLAS, CONSIDERADAS PREVIAMENTE MATERIAL DE DESECHO, EN LA PRODUCCION DE MATERIALES DE CONSTRUCCION. PARA ELLO, LAS BRIZNAS O ASTILLAS DE FIBRA DE HILACHA O DE ORIGEN VEGETAL SE AÑADEN A PROPOSITO A LA FIBRA DE HILACHA Y A UN AGENTE AGLUTINADOR. LAS BRIZNAS Y ASTILLAS PUEDEN CONTENER FIBRAS QUE NO ESTEN TOTALMENTE SUELTAS Y PERMANEZCAN NATURALMENTE FIJADAS. ESTAS FIBRAS SE PROYECTAN LATERALMENTE DE LAS ASTILLAS DE FORMA IRREGULAR Y TIENEN DE 2 A 100 MM DE LONGITUD. LAS ASTILLAS Y LAS FIBRAS SUELTAS Y/O LAS ASTILLAS CON FIBRAS QUE NO SE HAN SOLTADO TOTALMENTE SE ALIMENTAN, DESPUES DE LA CORRESPONDIENTE DISPERSION Y DOSIFICACION, A UN DISPOSITIVO DE REVESTIMIENTO PARA ADITIVOS LIQUIDOS Y/O EN UN SISTEMA DIFUSOR DE ADITIVOS SOLIDOS, Y SE EVACUAN POSTERIORMENTE EN FORMA DE CINTA O DE TORTA, PUDIENDO REALIZARSE ENTONCES UN AFELPADO MECANICO POR MEDIO DE UNA CORRIENTE DE AIRE.
AUTOMOVIL CON AISLAMIENTO TERMICO.
(01/08/2000) EL ESPACIO INTERIOR DEL COMPARTIMENTO DE PASAJEROS DE UN AUTOMOVIL SE HALLA PROVISTO, EN SUS SUPERFICIES LIMITROFES EXTERIORES, DE MATERIALES ISOTERMICOS, PREFERENTEMENTE, DE FORMA COMPLETA, DE MANERA QUE SE LOGRA UNA PROTECCION TERMICA TOTAL. TAL PROTECCION TERMICA COMPLETA HACE POSIBLE UN AHORRO DE PESO Y DE ENERGIA CONSIDERABLE EN EL EMPLEO DE SISTEMAS DE CALEFACCION Y/O DE AIRE ACONDICIONADO EN VEHICULOS, ADEMAS DE LA CORRESPONDIENTE REDUCCION DE LAS EMISIONES DE SUSTANCIAS NOCIVAS. EL EFECTO ECOLOGICO DE ESTA MEDIDA SE REFUERZA, ESPECIALMENTE, SI COMO MATERIALES ISOTERMICOS SE CONSIDERAN MATERIALES BRUTOS RENOVABLES QUE SE PUEDEN UTILIZAR EXCLUSIVAMENTE O BIEN COMO COMPUESTOS DE MATERIALES SINTETICOS EN LAS DISTINTAS ZONAS DEL AUTOMOVIL. SI LA CONCEPCION Y LAS DIMENSIONES DE LAS MEDIDAS ISOTERMICAS SON LAS ADECUADAS, ES POSIBLE…
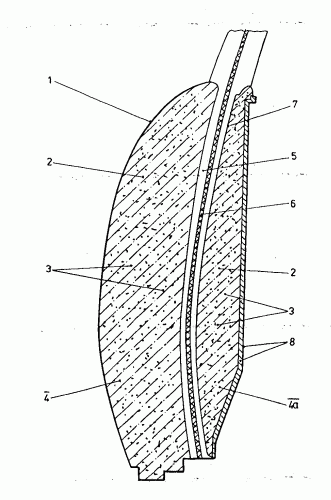
ELEMENTO DE CONSTRUCCION O DE PARED Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2000). Ver ilustración. Inventor/es: HESCH, ROLF. Clasificación: B60J5/04, B60R21/04.
LA INVENCION TRATA DE UN ELEMENTO DE PARED O ELEMENTO DE CONSTRUCCION, PREFERENTEMENTE PARA LA CARROCERIA O PARTES DE LA CARROCERIA DE VEHICULOS, QUE SIRVE PARA RETIRAR E INTRODUCIR FUERZAS DE CHOQUE EN LAS PARTES SUSTENTADORAS DE LA CARROCERIA Y QUE ESTA FORMADO POR UN ELEMENTO COMPUESTO DE UNA PIEZA DE PARED DE PARED FINA Y UNA PIEZA MOLDEADA UNIDA DE FORMA FIJA Y EN TODA SU SUPERFICIE A LA ANTERIOR, ESTANDO FORMADA LA PIEZA MOLDEADA DE MEDIOS DE REFUERZO FIJADOS EN UN AGLUTINANTE ESPUMADO. COMO MEDIOS DE REFUERZO SE EMPLEAN MATERIAS PRIMAS REGENERABLES EN FORMA DIVIDIDA O NO DIVIDIDA, PREFERENTEMENTE MONO- O DICOTILEDONEAS. PUEDEN UNIRSE ENTRE SI DOS O MAS ELEMENTOS COMPUESTOS, FORMADOS EN CADA CASO POR PIEZAS DE PARED Y PIEZAS MOLDEADAS (4, 4A), HASTA FORMAR UNA PIEZA DE CONSTRUCCION CONJUNTA, POR EJEMPLO LA PUERTA DE UN VEHICULO.
ELEMENTO DE CONSTRUCCION COMPUESTO, EN ESPECIAL UNA PIEZA DE REVESTIMIENTO COMPUESTA, Y PROCEDIMIENTO PARA LA FABRICACION DE ESTE ELEMENTO DE CONSTRUCCION.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2000). Inventor/es: BECKMANN, FRIEDHELM, HESCH, ROLF. Clasificación: B29C70/08, B29B17/00, B32B9/02, B32B21/10.
EN EL COMPONENTE COMPUESTO CORRESPONDIENTE A LA INVENCION, EL MATERIAL DE REFUERZO ESTA FORMADO PARCIAL O TOTALMENTE POR FIBRAS NATURALES RECICLADAS, EN PARTICULAR FIBRAS DE YUTE O DE AGAVE, QUE ESTAN FORMADAS POR TEJIDOS DE MATERIALES DE EMBALAJE PARA EL TRANSPORTE. A ESTAS FIBRAS NATURALES PUEDEN AÑADIRSE MEDIANTE MEZCLA ENTRE UN 10 % A UN 30 % DE OTROS MATERIALES FIBROSOS O INGREDIENTES DE RELLENO. EL MATERIAL DE FIBRA NATURAL QUE SIRVE COMO REFUERZO INSERTADO PUEDE SER COLOCADO DE FORMA NO DIRIGIDA, CAOTICA O DIRIGIDA O SER MOLDEADO O PREMOLDEADO. ADEMAS, SON POSIBLES OTRAS COMBINACIONES, HACIENDO QUE EL REFUERZO INSERTADO FORME CAPAS. COMO AGLUTINANTES SE UTILIZAN MATERIAS PRIMAS SINTETICAS TERMOPLASTICAS O DUROPLASTICOS O UNA COMBINACION DE DUROPLASTICOS Y TERMOPLASTICOS O UNA SUSTANCIA ACTIVA BIOLOGICA. SEGUN LA INVENCION, EL MATERIAL DE PARTIDA PUEDE SER TRITURADO PREVIAMENTE EN TROZOS DE CONSISTENCIA FLUIDA, DESFIBRANDOSE DESPUES ESTOS TROZOS EN UN MOLINO.
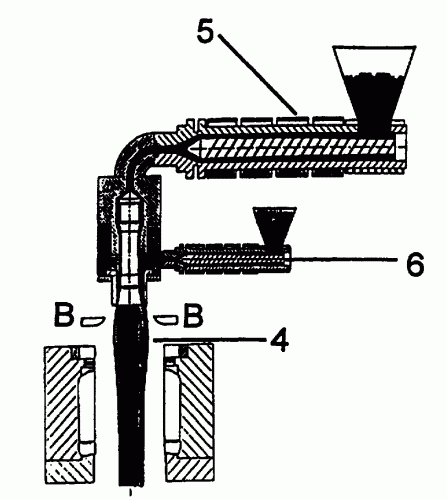
PROCEDIMIENTO Y DISPOSITIVOS PARA EL RECUBRIMIENTO DE UNA PIEZA PORTADORA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1999). Ver ilustración. Inventor/es: WROBBEL, WERNER, VERMEHR, JOCHEN. Clasificación: B29C49/00, B29C49/04, B29C47/06.
LA INVENCION PROPONE UN PROCESO Y UN DISPOSITIVO QUE HACE POSIBLE REVESTIR UN SUSTRATO DE UNA SUSTANCIA BARATA CON UNA SUSTANCIA MAS NOBLE Y, POR LO TANTO MAS CARA, SOLAMENTE EN UNA REGION DEFINIDA, POR MEDIO DE LOS CUALES SE SUMINISTRAN LAS NUEVAS PROPIEDADES, POR EJEMPLO MEJORA EN LA DUREZA, RESISTENCIA, CAMBIO EN SU COLOR O APARIENCIA OBTENIBLES CON EL REVESTIMIENTO, SOLAMENTE EN LAS REGIONES REALMENTE NECESARIAS. A DICHO FIN, LA SUSTANCIA DE REVESTIMIENTO ES ALIMENTADA DEBAJO DE UN CABEZAL DISTRIBUIDOR EN EL TUBO FRONTAL QUE CONTIENE LA SUSTANCIA DEL SUSTRATO CON UNA O MAS REGIONES ANGULARES ALTERABLES RESPECTO AL EJE LONGITUDINAL DEL TUBO FRONTAL VIA UNO O MAS DISPOSITIVOS DE SUMINISTRO. DEBAJO DEL CABEZAL DISTRIBUIDOR ROTATIVO SE ENCUENTRA AL MENOS UN DISTRIBUIDOR CON SEGMENTOS AJUSTABLES QUE SE CONFORMAN PARA SUMINISTRAR ESPESORES DIFERENTES.
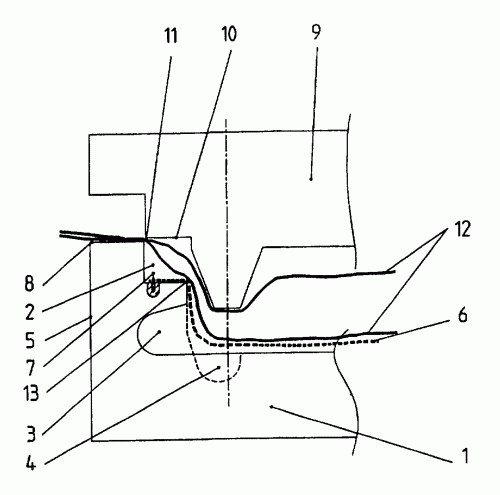
HERRAMIENTA PARA LA FABRICACION DE PIEZAS MECANIZADAS CON CONTORNOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1999). Ver ilustración. Inventor/es: WROBBEL, WERNER. Clasificación: B29C51/30.
LA HERRAMIENTA PROPUESTA PERMITE FABRICAR FACILMENTE PIEZAS MECANIZADAS CON CONTORNOS MAYORES AUN CUANDO SE UTILICEN MATERIALES DE BAJA ELASTICIDAD Y/O LAMINAS DECORATIVAS PARA FABRICAR UN ARTICULO COMPOSITE. LA MATRIZ UTILIZADA PRESENTA UNA ZONA DE PRECAMARA QUE SE EXTIENDE ENTRE LA ZONA DE ENTRADA DE LA MATRIZ Y EL PERFIL DE LA MISMA O UN DESTALONAMIENTO Y QUE QUEDA DELIMITADA VERTICALMENTE EN UN LATERAL HACIA LA ZONA FRONTAL DE LA MATRIZ. PARA FIJAR LA LAMINA DECORATIVA SE DISPONE UN SOPORTE EN LA PARTE DE LA ZONA DE PRECAMARA ENFRENTE DE LA PARTE FRONTAL DE LA MATRIZ, PREFERIBLEMENTE EN UNA RANURA DE GUIA QUE SE EXTIENDE LONGITUDINALMENTE A LO LARGO DE TODA LA ZONA DE PRECAMARA Y FORMADA POR UN CANAL LONGITUDINAL.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}