Racord para uniones entre tubos de material flexible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/1959).
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/1959).
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/1959).
Resumen no disponible.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
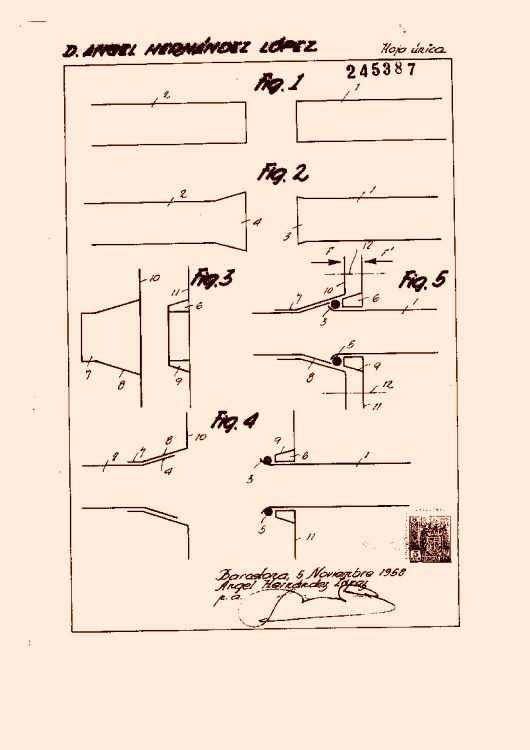
(01/05/1959). Ver ilustración. Clasificación: F16L.
Nuevo sistema para el empalme de tuberías, caracterizado por el hecho de someter previamente las bocas de las tuberías a unir, a un ensanchamiento de su diámetro, determinando en una de ellas una terminación cónica y en la otra un ligero abocardado, disponiendo sobre esta zona abocardada una junta elástica circular y montado anteriormente en cada una de las extremidades a empalmar sendas bridas que se ajustan periféricamente a la configuración de las mismas y que presentan platinas circundantes para su fijación entre sí mediante pernos apropiados que las atraviesan.
Sección de la CIP Textiles y papel
(01/05/1959).
Resumen no disponible.
Sección de la CIP Textiles y papel
(16/04/1959).
Resumen no disponible.
Sección de la CIP Textiles y papel
(01/03/1959).
Resumen no disponible.
(01/02/1959) Procedimientos para la formación de revestimientos decorativos, que consiste esencialmente en moldear inicialmente unas piezas poliédricas planas, preferentemente cuadrangulares, las cuales se colocan yuxtapuestas y ligeramente distanciadas entre sí, siguiendo un orden regular, pasando a adosar luego por el reverso de las mismas una lámina de tejido de malla ancha y de fibra natural o artificial, el cual se solidariza con aquellas piezas para constituir el soporte de aplicación de las mismas, tras de lo cual se procede a preparar la superficie a recubrir mediante la disposición sobre la misma de una capa de grueso suficiente de masilla o adhesivo idóneo, contra el que se aplica aquella pieza…
Sección de la CIP Textiles y papel
(01/01/1959). Clasificación: D06N.
Procedimiento para la fabricación de cuero artificial poroso y permeable por el aire, que consiste esencialmente en partir de cloruro de polivinilo, con el cual, y mediante la adición de los plastificantes y cargas apropiados, se forma la masa que debe transformarse en cuero artificial, a cuya masa se añaden luego sustancias dificilmente volátiles y no disolventes del cloruro de polivinilo, en combinación con un fermento, utilizando como tales aceites, sulfondos, glicerina, siliconas y análogos, solas o mezclados entre sí, cuyas sustancias actúan de reparadores respecto a los poros obtenidos en la masa de cuero artificial, recubriendo las paredes internas de éstos.
Sección de la CIP Química y metalurgia
(01/01/1959). Clasificación: C08J.
Procedimiento para la fabricación de productos de polimerización, que consiste esencialmente en partir del éster alquilo del ácido terftálico, el cual es primeramente reesterificado con glicoles alquilos, en la proporción requerida par ala obtención del poliester definitivo no saturado correspondiente, llevando a cabo esta operación a temperaturas comprendidas entre los 120º y 180ºC y pasando luego a realizar la esterificación total mediante un ácido no saturado o el anhídrido de dicho ácido, a altas temperaturas, siendo polimerizado con uniones de vinilo monómeras.
Sección de la CIP Técnicas industriales diversas y transportes
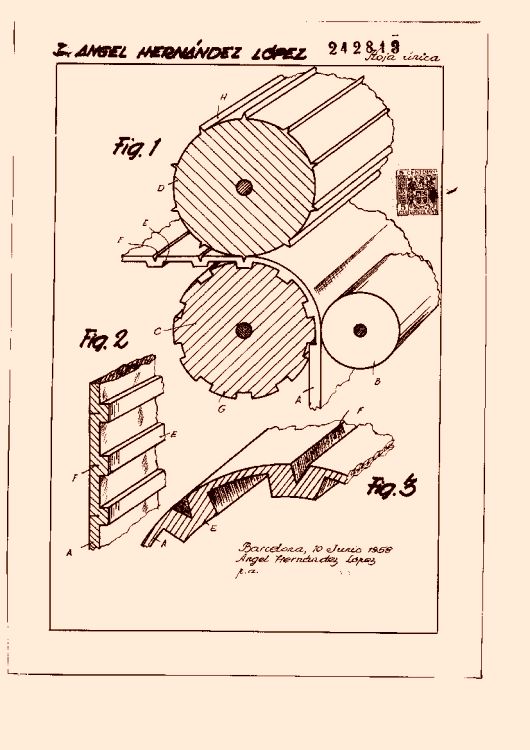
(16/12/1958). Ver ilustración. Clasificación: B29.
Procedimiento para la fabricación de persianas monopieza de material plástico, que consiste esencialmente en partir de una lámina plástica, de preferencia de politeno, de dimensiones apropiadas, la cual se introduce por entre unos cilindros tangenciales calentados a temperatura suficiente para conseguir la plastificación de la materia, figurando en uno de tales cilindros una pluralidad de elementos cortantes radiales y longitudinales, propios para determinar sobre la lámina blanda en circulación otros tantos cortes paralelos de una determinada profundidad, previstos para aumentar la flexibilidad de la pieza.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1958).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Clasificación: B29.
Nuevo procedimiento para la decoración de pelotas y otros objetos huecos de material plástico, que consiste esencialmente en colocar en el interior de los moldes calientes, antes del vertido del material plástico que ha de constituir el objeto moldeado, una serie de piezas de material plástico u otro, con las formas dimensiones y colores apropiados a la decoración a obtener sobre aquel objeto, tras de lo cual se procede al vertido de aquel material plástico hasta llenar completamente el molde vaciando luego el sobrante del mismo que no ha quedado adherido a las paredes del mismo y procediendo finalmente a juntar los dos medios moldes que formarán en conjunto el objeto y a la gelatinización de su contenido, con lo que las piezas de material plástico u otro de decoración quedarán incrustadas en el cuerpo de aquel objeto sin posibilidad de desprendimiento.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1958). Clasificación: B65.
Procedimiento para revestir en forma contínua recipientes metálicos, que consiste en esencia en calentar inicialmente el correspondiente recipiente hasta una determinada temperatura, inyectando después en su interior un material termoplástico del tipo que forma película, la cual, en virtud de la presión de un gas se insufla dentro del recipiente, se adapta exactamente y sin solución de continuidad sobre la pared interior del propio recipiente, que en estas operaciones obra de molde, quedando fuertemente adherido el plástico sobre el metal debido a que el calentamiento previo del recipiente lo ha sido a la temperatura mínima de reblandecimiento del material inyectado.
Sección de la CIP Electricidad
(16/09/1958). Clasificación: H01B.
Procedimiento par la fabricación de cintas aislantes, especialmente par aplicaciones eléctricas, que se caracteriza esencialmente por el hecho de obtenerse dichas cintas partiendo de una pluralidad de hilos de materia natural o sintética textil, convenientemente torsionados si procede, los cuales son suministrados de modo continuo y reunidos en un cierto punto para formar una banda de componentes paralelos, la cual se somete luego a un baño de impregnación a base de un plástico apropiado, de preferencia una resina sintética, tal como fenol-formol, cresol-formol, melamina-formol, siliconas o un poliéster apropiado, ala salida de cuyo baño la referida banda penetra en una cámara de secado, en la qeu se evapora la humedad y se consolida la materia de unión, que asegura la cohesión de los hilos y evita que la pieza sufra cambios en sus dimensiones por efecto de las variaciones térmicas o de las solicitaciones mecánicas a que se ve sometida la cinta durante su utilización.
Sección de la CIP Electricidad
(16/08/1958).
Resumen no disponible.
Sección de la CIP Electricidad
(16/06/1958). Clasificación: H01B.
Resumen no disponible.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/04/1958).
Resumen no disponible.
(16/03/1958) Procedimiento para la fabricación de placas y cuerpos laminares termo y electroaislantes, que se caracteriza esencialmente por el hecho de obtener las primeras partiendo de bandas compuestas por una pluralidad de hilos textiles de material adecuado convenientemente torsionados si procede, los cuales son suministrados de modo continuo y reunidos en un cierto punto par formar una pieza de componentes paralelos, la cual pasa, acto seguido, aun primer baño de impregnación a base de un plástico apropiado, de preferencia constituido por resinas sintéticas, tales como fenol-formol, cresol-formol, melamina-formol, siliconas o un poliéster adecuado, a cuya operación sigue un secado y después el cortado de la citada banda en la longitud precisa. superponiéndose luego sobre ella otro fragmento similar y prosiguiéndose con la formación de pisos o capas…
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/11/1956).
Resumen no disponible.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/06/1956). Clasificación: C03, B32.
Perfeccionamientos en la fabricación de elementos de superficie decorada a base de resinas sintéticas, que consisten esencialmente en intercalar entre la lámina decorada y el elemento de soporte, una lámina de un papel opaco con cargas minerales, preferentemente a base de litopón, dióxido de titanio, sulfuro de cinc o análogos, en proporciones comprendidas entre el 15 y 40% disponiendo dicho papel opaco impregnado en las propias resinas del conjunto, e incorporándola al fabricarlo una resina del tipo urea o melamina-formol , a fin de darle resistencia para la impregnación antedicha, tras de cuya superposición en estas condiciones del soporte, papel o lámina opaca y lámina decorada, se pasa a las operaciones de calandrado, prensado, elevación de temperatura , tratamiento término por horno o, ventajosamente, por rayos infrarrojos, y en caso necesario, al acabado mecánico consiguiente.
Secciones de la CIP Técnicas industriales diversas y transportes Textiles y papel
(01/06/1956). Clasificación: B29, D06.
Perfeccionamientos introducidos en la fabricación de elementos de superficie decorada a base de resinas sintéticas, que consisten esencialmente en intercalar entre el elemento de soporte y la lámina decorada, una capa de una mezcla compuestos por las propias resinas de impregnación de aquellos componentes y cargas minerales opacas apropiadas, preferentemente a base de litopón, dióxido de titanio, sulfuro de cinc o análogos , en proporciones que aseguren en cada caso una consistencia pastosa de dicha mezcla, la cual se extiende uniformemente, en cantidades del orden 40 a 150 gr. por metro cuadrado, tras de cuya superposición, se pasa a las operaciones de calandrado, prensado, elevación de temperatura, tratamiento térmico por horno o ventajosamente por rayos infrarrojos y, en caso necesario, al acabado mecánico consiguiente.
Sección de la CIP Electricidad
(16/05/1956).
Resumen no disponible.
Sección de la CIP Electricidad
(16/04/1956).
Resumen no disponible.
Sección de la CIP Electricidad
(16/03/1956). Clasificación: H01.
Perfeccionamientos en la fabricación de aislantes eléctricos de los formados a base de papel que consisten en disponer en un papel de buenas cualidades dieléctricas unos puntos o gotas esparcidos y distanciados a base de resinas sintéticas, preferentemente del tipo fenol-formol o cresol-formol, procediéndose al secaje en horno apropiado del papel así tratado y pasándose a superponer y comprimir con elevación de temperatura varias capas de este papel, ya sea en forma de hojas, por arrollamiento, a molde o por cualquier dispositivo apropiado que permita la unión de las diversas capas superpuestas.
Sección de la CIP Química y metalurgia
(16/03/1956).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(01/02/1956).
Resumen no disponible.
Sección de la CIP Química y metalurgia
(16/08/1955).
Resumen no disponible.
Sección de la CIP Química y metalurgia
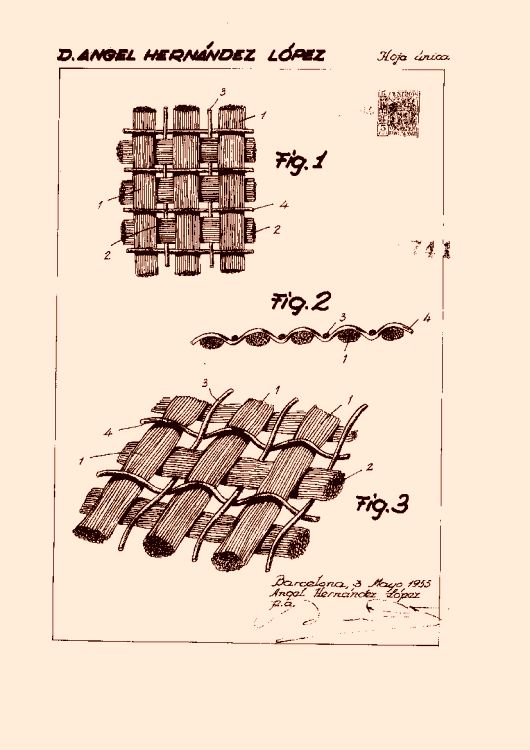
(01/08/1955). Ver ilustración. Clasificación: C03.
Nuevo sistema de fabricación de tejido de fibra de vidrio armado, que consiste esencialmente en obtener aquél utilizando haces de fibra de vidrio debidamente preparados, los cuales se entrecruzan superpuestos formando dos o más capas, a las que se incorpora, como elemento de cohesión, una armadura a base de hilos metálicos o alambres que se ligan entre sí y con los mencionados haces a modo de una rejilla, determinando la comprensión el metal sobre los indicados haces un aplastamiento de sus fibras, con la consiguiente repartición uniforme de las mismas para cubrir todos los intersticios entre la armadura, dando lugar este efecto a una gran tupidez en cada piso del tejido, la cual, en unión con la tensión propia de la armadura, confiere al tejido así fabricado una gran resistencia a la tracción y compresión en ambos sentidos, una notable elasticidad y flexión, una completa homogeneidad, unas inmejorables cualidades eléctricas y una total resitencia a los impactos de proyectil.
(16/06/1955).
Resumen no disponible.
(16/06/1955).
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}