PROCEDIMIENTO PARA EL MECANIZADO CON ARRANQUE DE VIRUTA SIN RAYADURA DE SUPERFICIES SIMETRICAS DE ROTACION.
(16/06/2006) Procedimiento para el mecanizado con arranque de viruta de superficies simétricas de rotación (1a) de una pieza en rotación , donde - por lo menos una cuchilla (2a) dispuesta inclinada respecto del eje de rotación de la pieza es conducida en un movimiento de avance (3, 3) de manera de estar en contacto a lo largo de una pieza en rotación , - donde los parámetros de mecanizado, en particular el avance (f) tiene lugar en la dirección de avance , y la posición inclinada () de la cuchilla (2a) respecto de la dirección longitudinal (Z) del eje de rotación , son elegidos de manera que el estriado que se produce sobre la superficie a mecanizado (1a) se convierte en mínimo respecto del paso de estría (s) y/o la profundidad de la estría (t), y - el movimiento de avance (3, 3) comprende un movimiento axial (3z, 3z),…
PROCEDIMIENTO Y DISPOSITIVO PARA MEDIR Y MAQUINAR PIEZAS.
(16/06/2006) Procedimiento para el mecanizado con desprendimiento de viruta y medición de piezas con superficies simétricas de rotación concéntricas o excéntricas, particularmente en cigüeñales y, en función de las mismas, la corrección, particularmente automática, de posiciones nominales de la herramienta respecto de la máquina herramienta en una pluralidad de posiciones de trabajo en la pieza , caracterizado porque - mediante un sensor de medición se determina para cada posición de ángulo de medición de la pieza solamente la distancia real máxima de un contorno de pieza a medir, por ejemplo, una superficie de un muñón de biela (H1), a un valor de referencia,…
MECANIZADO Y ACABADO DE CIGUEÑALES.
(01/07/2004) Procedimiento para el mecanizado de acabado de piezas de rotación especialmente, especialmente de los cojinetes o puntos de apoyos de cigüeñales, especialmente cigüeñales de automóvil, teniendo lugar después de la conformación primaria una extracción de material o sólo mediante el mecanizado por parte de arranque de viruta con determinada cuchilla y a continuación tiene lugar el acabado, caracterizado porque la transición del mecanizado con arranque de viruta con cuchilla determinada y acabado posterior tiene lugar si: a) la desviación de redondez es menor de 60 mi, especialmente menor de 40 mi, en especial menor de 10 mi,…
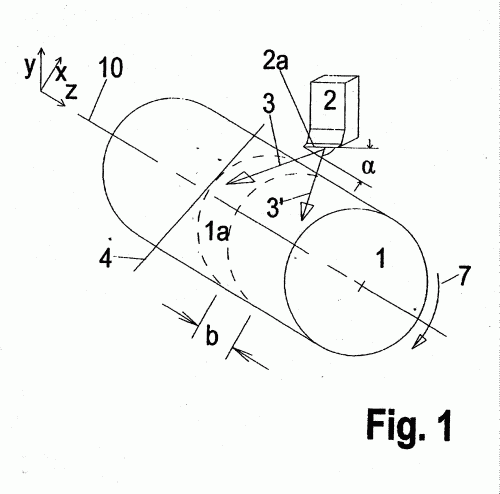
PROCEDIMIENTO PARA EL MECANIZADO SIN RAYAS POR ARRANQUE DE VIRUTAS DE SUPERFICIES SIMETRICAS AL GIRO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2004). Ver ilustración. Inventor/es: SCHREIBER, LEO, TROTT, KLAUS. Clasificación: B23B1/00.
Procedimiento para el mecanizado con arranque de viruta de superficies simétricas al giro (1a) en una pieza rotativa , caracterizado por el hecho de que se realiza un corte (2a) torcido con respecto al eje de rotación de 5 la pieza , en un movimiento de avance lineal (3, 3) transversal al eje de rotación , que contacta a lo largo de la pieza giratoria , de manera que los parámetros de mecanizado, en particular el avance espacial (fr) y el ángulo de inclinación (a) del filo cortante, se eligen de tal modo que la raya que aparece en la superficie mecanizada (1a) resulta mínima con respecto al paso de raya (s) y/o la profundidad de raya (t), de modo especial la profundidad de raya (t).
Arranque de viruta + templado + arranque de viruta + acabado de cigüeñales.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2002). Inventor/es: KOHLHASE, MATTHIAS, SANTORIUS, ROLF. Clasificación: B23B5/18, B23C3/06, B23P13/00.
Procedimiento para el mecanizado acabado, apto para el empleo, de cigüeñales, que por lo menos estén sometidos a un proceso de templado, especialmente de los puntos de apoyo de cigüeñales, especialmente cigüeñales para automóviles, en los que después de la conformación de la extracción de material, sino por mecanizado con arranque de viruta con determinadas cuchillas, caracterizado porque el mecanizado por arranque de viruta se finaliza si: a) la desviación de redondez es menor de 60 m, especialmente menor de 40 m, especialmente menor de 10 m b) la desviación del diámetro es menor de 200 m, especialmente menor de 150 m, especialmente menor de 150 m como desviación positiva referida al contorno teórico después del acabado, y/o c) la rugosidad (Ra) menor de 10 m, especialmente menor de 6 m, especialmente menor de 2m.
FRESADO DE ALTA VELOCIDAD.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2002). Ver ilustración. Inventor/es: SCHREIBER, LEO, KOHLHASE, MATTHIAS, SANTORIUS, ROLF, SCHARPF, PAUL, DIETER, VOSS, WOLF-DIETRICH, KIEFER, HERBERT. Clasificación: B23C3/06.
ES EL OBJETIVO DE LA PRESENTE INVENCION CONSEGUIR UN PROCESO DE MECANIZACION CON ARRANQUE DE VIRUTA, ESPECIALMENTE PARA CIGUEÑALES, CARACTERIZADO MEDIANTE UN TIEMPO DE MECANIZACION CORTO PERO CON BUENA CALIDAD DE MECANIZADO Y CON ELLO BAJOS COSTES DE ELABORACION DE CIGUEÑALES. EN ESTE PROCESO LA VELOCIDAD DE CORTE ES AL MENOS 180 M/MIN, EN PARTICULAR AL MENOS 300 M/MIN PARA EL DESBASTE, Y AL MENOS 200 M/MIN EN PARTICULAR AL MENOS 500 M/MIN, PARA EL ACABADO.
FRESADO DE ALTA VELOCIDAD Y TORNEADO/BROCHADO/ROCHADO ROTATIVO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2002). Inventor/es: KOHLHASE, MATTHIAS, SANTORIUS, ROLF. Clasificación: B23D37/00, B23B5/18, B23C3/06.
Procedimiento para el mecanizado con arranque de viruta de piezas de trabajo con superficies simétricas de rotación y también excéntricas, especialmente cigüeñales o árboles de leva, en los que el mecanizado de la pieza de trabajo se caracteriza porque - mediante tal procedimiento se origina que la velocidad de corte en primer lugar se genera tanto por la rotación de la pieza de trabajo, - como también por la fresa de alta velocidad.
FRESADO MULTIPLE DE CIGUEÑALES.
(16/09/2002) EL OBJETIVO DE LA PRESENTE INVENCION ES UN PROCEDIMIENTO DE MECANIZACION CON ARRANQUE DE VIRUTA PARA LA ELABORACION DE CIGUEÑALES Y PIEZAS DE TRABAJO SIMILARES, DONDE ES POSIBLE UN TIEMPO DE MECANIZACION CORTO POR CIGUEÑAL MEDIANTE MECANIZACION SIMULTANEA UTILIZANDO UNA PLURALIDAD DE UNIDADES DE HERRAMIENTA. EL PROCEDIMIENTO SUMINISTRA TAMBIEN UNA VIDA DE HERRAMIENTA OPTIMA Y PRECISION DIMENSIONAL ADECUADA DE LA PIEZA DE TRABAJO. EL PROCESO DE CORTE CON ARRANQUE DE VIRUTA LLEVA CONSIGO UN FRESADO, Y LA PIEZA DE TRABAJO ES MECANIZADA SIMULTANEAMENTE SOBRE UNA PLURALIDAD DE CARAS DE PERFIL NO SIMILAR Y/O UNA POSICION ROTATIVA DIFERENTE…
(16/09/2002) ES EL OBJETIVO DE LA INVENCION, EL CONSEGUIR UNA MAQUINA DE FRESADO PARA MECANIZADO TAMBIEN DE SUPERFICIES FRONTALES EXCENTRICAS Y SUPERFICIES PERIFERICAS, QUE ASEGURA UN TIEMPO DE MECANIZADO CORTO A PESAR DE SU DISEÑO SENCILLO. UNA MAQUINA DE FRESADO DE ESTE TIPO PARA MECANIZACION DE PIEZAS DE TRABAJO Y CON MEDIOS DE SUJECION EXCENTRICA DE SUPERFICIES FRONTALES O SUPERFICIES DE COBERTURA, POR EJEMPLO DE UN CIGUEÑAL , CON UN LECHO , CON DOS REVESTIMIENTOS MUTUAMENTE ENFRENTADOS PARA ACOMODAR LA PIEZA DE TRABAJO , AL MENOS SIENDO GIRATORIO UNO DE LOS REVESTIMIENTOS Y POSICIONABLE (EJE-C1) POR MEDIO DE SOPORTE DE HUSILLO,…
Procedimiento para el mando del mecanizado de una pieza de trabajo.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2001). Inventor/es: KOHLHASE, MATTHIAS, SCHARPF, PAUL, DIETER, VOSS, WOLF-DIETRICH. Clasificación: B23C3/06.
Procedimiento para el mando del mecanizado de una pieza de trabajo que se desplaza, mediante fresado rotativo de una pieza de trabajo giratoria, como, por ejemplo, un cig¨ ueñal, en varios puntos de mecanizado (A, B, ...) simultáneamente por unidades de herramientas separadas (a, b, ...) a, caracterizado por el hecho de que conociendo los parámetros de desplazamiento (nkwa, na, xa, ya, ...; nkwb, nb, xb, yb , ...) para la pieza de trabajo (KW) y herramienta (WZ) la velocidad de desplazamiento de la pieza de trabajo, especialmente el número de revoluciones (nKWa, nKWb) a del cig¨ uenal (KW), así como las velocidades de desplazamiento (na, xa, ya, ...; nb, xb, yb, ...) de las unidades de herramienta (a, b, ...) se elijan de tal manera que en la suma (S) de todos los puntos de mecanizado simultáneos (A, B) se consiga un resultado de mecanizado óptimo, en relación a la calidad de la pieza de trabajo y a la duración de la herramienta.
MAQUINA HERRAMIENTA EQUIPADA CON HERRAMIENTAS PARA EL BROCHADO GIRATORIO, EL BROCHADO GIRATORIO-TORNEADO O EL TORNEADO.
(01/04/2001) SE PRESENTA UN DISPOSITIVO ASI COMO UN PROCEDIMIENTO DE MECANIZADO QUE LLEVA CONSIGO UNA ALTA PRODUCTIVIDAD CON POSIBILIDADES DE CORRECCION INDIVIDUALES PARA LA ELEVACION DE LA SEGURIDAD DEL PROCESO EN SI MISMO, CON LO CUAL DEBE SER POSIBLE ESPECIALMENTE EN UNA MAQUINA PRESENTE CON CAPACIDAD DE EQUIPAMIENTO POSTERIOR CON AL MENOS UNA UNIDAD DE HERRAMIENTA DE ESPACIO DE GIRO ADICIONAL POR SOPORTE. ESTE DISPOSITIVO ES UNA MAQUINA HERRAMIENTA EQUIPADA CON HERRAMIENTA PARA ESPACIOS DE GIRO, GIRO DE ESPACIOS DE GIRO O ROTACIONES, CON AL MENOS UN SOPORTE (2,2') DE HERRAMIENTA MOVIL EN UNA DIRECCION X Y UNA DIRECCION Z, QUE MUESTRA RESPECTIVAMENTE AL MENOS UNA RECEPCION DE HERRAMIENTA DIRIGIDA EN LA DIRECCION Z, GIRATORIA Y OSCILABLE ALREDEDOR DE UN EJE DE OSCILACION…
METODO Y DISPOSITIVO PARA EL MECANIZADO DE PIEZAS CON SUPERFICIES EXCENTRICAS DE ROTACION PRINCIPALMENTE SIMETRICAS.
(01/02/2000) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA MECANIZACION DE PIEZAS DE TRABAJO TALES COMO CIGUEÑALES, ARBOL DE LEVAS O PIEZAS CONFIGURADAS DE FORMA SIMILAR, QUE FORMAN SUPERFICIES QUE SE DISPONEN TANTO DE FORMA CENTRICA COMO TAMBIEN DE FORMA EXCENTRICA CON RESPECTO AL EJE DE LA PIEZA DE TRABAJO, ESTANDO DISPUESTAS DE FORMA SIMETRICA DE ROTACION O DE FORMA APROXIMADA A DISPOSICION SIMETRICA DE ROTACION, DONDE LA PIEZA DE TRABAJO ESTA DISPUESTA ALREDEDOR DE UNA SUPERFICIE EXCENTRICA CON RESPECTO A LA PIEZA DE TRABAJO, SIENDO SUJETADA MEDIANTE ACCIONAMIENTO DE GIRO CON EJE DE HUSILLO CENTRICO, ASI COMO UNA MAQUINA PARA…
{kind=link}
{kind=link}