199 patentes, modelos y diseños de AISMALIBAR, S.A. (pag. 2)
PROCEDIMIENTO PARA LA FABRICACION DE LAMINAS ADHESIVAS SENSIBLES A LA PRESION.
(01/10/1958) Procedimiento para la fabricación de láminas adhesivas sensibles a la presión, que consiste esencialmente en partir de una tira de papel de naturaleza adecuada, suministrada en forma continua desde el oportuno arrollamiento, sobre cuyo papel de soporte se aplica una película de un material plástico apropiado, concretamente de polietileno, la cual, a su salida en caliente de la correspondiente máquina de extrusión o similar, se adosa sobre el referido soporte previa interposición entre ambos de una pluralidad de hilos paralelos de fibra de vidrio, dando lugar la presión a que se somete el conjunto por medio de unos rodillos adecuados y al calor de la película referida, a una íntima soldadura de los dos componentes exteriores…
PEREFECCIONAMIENTOS EN LA PRODUCCIÓNM DE PELÍCULAS O LÁMINAS FINAS DE MATERIALES TERMOPLÁSTICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1958). Ver ilustración. Clasificación: B29.
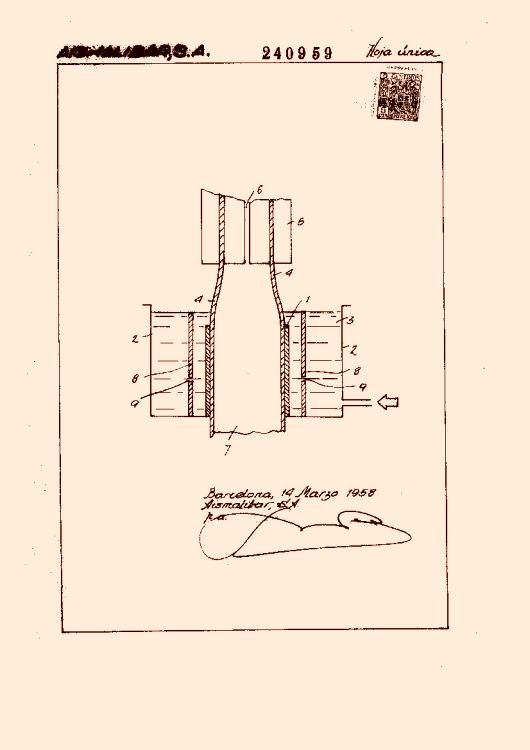
Procedimiento en la producción de películas o láminas finas de material termoplástico, que consisten esencialmente en acondicionar la hilera calibre de forma que el fluido refrigerante entre en contacto con la película tubular antes de que ésta entre en el conducto de la hilera y sin que sobre ella actue, alterando su superficie el fluido, a cuyo fin la pared de la hilera que determina el conducto de paso de la misma es de menor altura, pro el extremo de entrada, que la pared externa con lo que el fluido rebasa dicha pared interna para tomar contacto directo con la película y adherido a su superficie deslizarse con aquella a través del conducto con mayor facilidad, pudiendo ser recogida en un recipiente situado en la parte inferior de la hilera.
PROCEDIMIENTO PARA LA FABRICACIÓN DE CUERPOS HUECOS DE MATERIAL TERMOPLÁSTICO.
(01/08/1958) Procedimiento para la fabricación de cuerpos huecos de material termoplástico, que consiste esencialmente en preparar inicialmente un molde mitad o fraccionario provisto de la oportuna cámara conformadora, cuyo moldeo se calienta hasta una determinada temperatura relativamente baja, vertiéndose luego dentro de la aludida cámara un material termoplástico pastoso de un adecuado grado de viscosidad, variable según las necesidades, dando por resultado esta operación a la formación de una capa previamente polimerizada en la zona en la que el material se encuentra en contacto con la pared de la cámara, realizándose después de…
PERFECCIONAMIENTOS EN LA PRODUCCIÓN DE PELÍCULAS O LÁMINAS FINAS DE MATERIAL TERMOPLÁSTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1958). Clasificación: B29D.
Perfecionamientos en la producción de películas o láminas finas de material termoplástico, que consisten esencialmente en hacer pasar a la película tubular extruida, a su salida de la matriz o hilera anular en que ha tenido lugar aquella y todavia hinchada por la presión de un fluido, por otra hilera o conducto, que al menos en su entrada es de sección circular, que está bañado exteriormente por un fluido refrigerante, líquido o gaseoso, con lo que se consigue evitar su aplastamiento y mejorar su calibrado.
Soporte para instalaciones de conductores eléctricos.
Sección de la CIP Construcciones fijas
(16/12/1957).
Resumen no disponible.
PROCEDIMIENTO PERFECCIONADO PARA LA FABRICACIÓN DE OBJETOS HUECOS SOPLADOS DE MATERIAL TERMOPLÁSTICO.
(01/07/1957) Procedimiento perfeccionado para la fabricación de objetos huecos soplados de material termoplástico, que consiste esencialmente en llevarlo a cabo entres fases definidas, en la primera de las cuales el material termoplástico, mediante máquina e hilera apropiadas, es extrusionado en forma de tubo y acoplado por su extremo libre opuesto al de la hilera de extrusión sobre la boquilla de un inyector, procediendo seguidamente en la segunda fase a cerrar las partes complementarias del molde sobre aquella boquilla y tubo de material termoplástico, a la vez que el mismo es pinzado por el extremo opuesto por el propio molde, cortándolo e independizándolo del resto de tubo extruido, tras de lo cual y como última fase, se procede…
Dispostivo perfeccionado para empalme de un tubo de material flexible a otro rígido.
Sección de la CIP Construcciones fijas
(01/11/1956).
Resumen no disponible.
Cielo raso difusor para iluminación.
Sección de la CIP Construcciones fijas
(01/10/1956).
Resumen no disponible.
Dispositivo perfeccionado para empalme de tubos de material flexible.
Sección de la CIP Construcciones fijas
(16/05/1956).
Resumen no disponible.
NUEVO SISTEMA DE FORMACIÓN DE CIELOS RASOS DIFUSORES PARA ILUMINACIÓN.
Sección de la CIP Construcciones fijas
(16/04/1956). Clasificación: E04.
Resumen no disponible.
UN MECANISMO DEPULIDOR DE ELEMENTOS LAMINARES A BASE DE RESINAS SINTÉTICAS.
(16/03/1956) Mecanismo depulidor de elementos laminares a base de resinas sintéticas, que consiste esencialmente en una carcasa de forma apropiada dividida en dos compartimientos adyacentes por un tabique, dotada en dos de sus paredes opuestas de sendas aberturas enfrentadas, para entrada y salida respectivamente, de los elementos laminares a tratar, en cuyo interior y tangencialmente superpuestos a la altura del plano de las aberturas, van dispuestos en sentido transversal una pluralidad de pares de rodillos, de los que uno de superficie elástica, están destinados a apoyo y arrastre de los aludidos elementos laminares y, otros, con preferencia dos, situados entre aquéllos, uno en cada compartimiento, son de superficie adecuada a base de cerdas preferiblemente cortas y van precedidos…
UN PROCEDIMIENTO DE FABRICACIÓN DE UNA RESINA DE TEREFTALATO DE GLICERILO PARA EL RECUBRIMIENTO DE CABLES E HILOS DE CABLES.
(16/02/1956) Procedimiento de fabricación de una resina de tereftalato de glicerilo para el recubrimiento de cables e hilos de cobre, que se caracteriza esencialmente por el hecho de que el mismo se lleva a cabo utilizando una caldera adecuada, dotada de refrigerantes de reflujo y de aire, separador de barros, bomba de vacío, agitador y demás y equipado con un sistema de calefacción apropiado por baño de aceite o similar, en cuya caldera se introducen unos 500 kg. de ácido tereftálico y de 180 a 220 kg. de glicerina de 99% de riqueza, calentándose la mezcla a 180º C mientras se mantiene conectado el reflujo y agitándola durante un período de 1 a 3 horas, tiempo que depende del diferente grado de transformación resinosa a obtener, pasándose a continuación a poner en acción la bomba…
UN PROCEDIMIENTO DE FABRICACIÓN DE UNA RESINA DE TEREFTALATO DE GLICERILO PARA EL RECUBRIMIENTO DE CABLE E HULOS DE COBRE.
(16/02/1956) Procedimiento de fabricación de una resina de tereftalato de glicerilo para el recubrimiento de cables e hilos de cobre, que se caracteriza esencialmente por el hecho de que el mismo se lleva a cabo utilizando una caldera adecuada, dotada de refrigerantes de reflujo y de aire, separador de barros, bomba de vacío, agitador y demás y equipada con un sistema de calefacción conveniente por baño de aceite o similar, en cuya caldera se introducen unos 600Kg. de tereftalato de metilo, de 180 a 220 Kg. de glicerina y de 0,1 a 1 Kg de PbO o de NaOH como catalizador, calentando la mezcla a reflujo a una temperatura de 150 a 180ºC durante 1 a 3 horas, tiempo que depende del diferente grado de transformación resinosa a obtener, interrumpiéndose luego el reflujo y conectándose la bomba de vacío, al mismo…
UN PROCEDIMIENTO PARA EL MOLDEO CENTRIFUGADO DE TUBOS DE MATERIAL TERMOPLÁSTICO.
(01/12/1955) Procedimiento para el moldeo centrifugado de material termoplástico, que se caracteriza esencialmente por el hecho de que para obtener estos últimos se parte de polietileno granulado o en polvo, el cual, en cantidades variables se introduce en un molde tubular susceptible de girar gracias a unos juegos de rodillos que le sirven de soporte y a un sistema motor apropiado, presentando tal molde sus bases o testeros cerrados y dotados sólo en este punto de aberturas de carga e inspección, quedando provisto el referido molde tubular de elementos calefactores, preferiblemente formados a base de mecheros de gas longitudinales situados en la parte baja y convenientemente alimentados teniendo lugar el moldeo por la acción combinada de la temperatura…
PROCEDIMIENTO PARA EL MOLDEO DE CUERPOS A BASE DE FIBRA DE VIDRIO Y RESINAS SINTÉTICAS.
Sección de la CIP Química y metalurgia
(16/11/1955). Ver ilustración. Clasificación: C03.
Procedimiento para el moldeo de cuerpos a base de fibra de vidrio y resinas sintéticas, que consiste esencialmente en depositar por acción neumática mediante aspiración a través de un molde perforado, sea o no rotativo, y de la forma del objeto a conformar, fibra de vidrio debidamente fragmentada y una resina sintética, de tipo termoestable y polimerable a baja temperatura y a poca presión, tal como una resina poliester o etoxilínica, depositándose sobre dicho molde las partículas de fibra de vidrio conjuntamente con la resina aglomerante, hasta la formación de una capa del grueso necesario.
PERFECCIONAMIENTOS EN LOS EMPALMES PARA TUBOS FLEXIBLES.
(16/10/1955) Perfeccionamientos en los empalmes para tubos flexibles, que se caracterizan esencialmente por el hecho de que para la unión de dos tubos flexibles se recurre a un anillo interior de superficie en doble plano inclinado con un valor angular en su vértice variable cuyo anillo, de diámetro máximo superior al interno de los tubos a empalmar determina en la boca de éstos una dilatación al ejercer presión en sus planos inclinados, disponiéndose sobre estas zonas otros tres elementos, constituídos por dos manguitos con bordes cortados a bisel y paralelos a los planos de anillo anterior, a uno de cuyos manguitos se le dota de un borde anular periférico para apoyo de un tope previsto en un racor exterior, dotado éste de un fileteado interno para roscarse al exterior del segundo manguito, poseyendo este último y aquél facetas para aplicación…
UN PROCEDIMIENTO PARA LA PREPARACIÓN DE BARNICES APTOS PARA SER APLICADOS EN LA IMPREGNACIÓN Y FORMACIÓN DE REVESTIMIENTOS AISLANTES ELÉCTRICOS.
Sección de la CIP Química y metalurgia
(16/09/1955). Clasificación: C09D.
Resumen no disponible.
UN PROCEDIMIENTO PARA LA FABRICACIÓN DE UN BARNIZ PARA RECUBRIMIENTO Y AISLAMIENTO DE CONDUCTORES ELÉCTRICOS.
Sección de la CIP Química y metalurgia
(16/09/1955). Clasificación: C09.
Procedimiento par la fabricación de un barniz para recubrimiento y aislamiento de conductores eléctricos, que consiste esencialmente en formar una mezcla integrada por un 50% a 80% de resinas atoxilínicas modificadas con aceites grasos y un 50 a 20% de resinas de melamina, resinas catónicas o mezclas de ambas, verificando esta mezcla en una caldera dotada de agitador y refrigerante de reflujo y a una temperatura comprendida entre los 30º y 100ºC, calentando la masa de mezcla durante unas dos o cuatro horas, hasta comprobar que la misma ha reaccionado por completo y se ha homogeneizado tras de lo cual se añaden los disolventes formados por hidrocarburos cíclicos y alifáticos, ya sean solos o mezclas de los mismos, hasta obtener una solución de resina con un extracto seco que puede variar entre 40 y 60% obteniendo con ello barnices de aplicación directa por cualquier procedimiento sea pintado, inmersión o análogo y que pueden ser secados natural o forzadamente.
UN PROCEDIMIENTO DE PREPARACIÓN DE BARNICES SINTÉTICOS PARA RECUBRIMIENTO DE CABLES Y CONDUCTORES ELÉCTRICOS.
Sección de la CIP Química y metalurgia
(16/09/1955). Clasificación: C09.
Resumen no disponible.
UN PROCEDIMIENTO DE OBTENCIÓN DE REVESTIMIENTOS AISLANTES PARA CABLES Y CONDUCTORES ELÉCTRICOS.
Sección de la CIP Química y metalurgia
(16/09/1955). Clasificación: C09.
Procedimiento de obtención de revestimientos aislantes para cables y conductores eléctricos, que consiste esencialmente en apartir de resinas siliconas que presenten como característica un extracto comprendido entre el 30 y 70 % a las cuales se une un disolvente apropiado, preferentemente ácido cresílico y los diluyentes convenientes, formados por mezclas de percloretileno con ácido cresílico o xileno e hidrocarburos aromáticos de elevado punto de ebullición, en la proporción conveniente para lograr la fluidez apropiada, pasando a recubrir el cable con el barniz así obtenido mediante hilera, baño u otro medio cualquiera, recubriéndolo con 4 a 10 capas, en pasadas sucesivas, con las que se alternan otras de secado previo, después de lo cual se procede a recocer el recubrimiento en horno apropiado y a una temperatura aproximadamente comprendida entre los 300 y 600º C.
UN NUEVO PROCESO DE OBTENCIÓN DE PRODUCTOS SINTÉTICOS PARA RECUBRIMIENTOS.
Sección de la CIP Química y metalurgia
(01/08/1955). Clasificación: C09.
Nuevo proceso de obtención de productos sintéticos para recubrimientos, que consiste esencialmente en partir de resinas del tipo polivinil-formal, a las cuales se mezclan en proporción de un 20 a 80%, resinas del grupo de las poliamidas, verificando la mezcla en autoclave, en presencia de los disolventes orgánicos adecuados y a una temperatura comprendida entre los 60 y 80ºc., con agitación continua durante un periódo de 8 a 10 horas.
UN PROCEDIMIENTO DE OBTENCIÓN DE PRODUCTOS SINTÉTICOS PARA RECUBRIMIENTO DE TODA CLASE DE OBJETOS, ESPECIALMENTE METÁLICOS.
Sección de la CIP Química y metalurgia
(01/08/1955). Clasificación: C09.
Procedimiento de obtención de productos sintéticos para recubrimiento de toda clase de objetos, especialmente metálicos, que consiste esencialmente en partir de una resina del tipo polivinil-formal, a la cual se mezcla, en proporción de un 20 a 80% una resina del tipo etoxilínica, verificando la mezcla en autoclave y con agitación continua durante un periodo comprendido entre 8 a10 horas, a una temperatura de 60 a 80º C.,todo ello en presencia de uno o más disolventes orgánicos apropiados y con adición previa de los pigmentos necesarios al producto a obtener.
UN PROCEDIMIENTO DE PREPARACIÓN DE PRODUCTOS DE REVESTIMIENTO.
Sección de la CIP Química y metalurgia
(01/08/1955). Clasificación: C09.
Procedimiento de preparación de productos de revestimiento, que consiste esencialmente en partir de resinas del grupo de las poliamidas, mezclando a las mismas, en proporción de un 20 a 80%, resinas fenólicas, melamínicas y/o etoxilínicas, bien solas o en combinación entre sí, en presencia de los disolventes orgánicos apropiados, tales como cresol, alcoholes superiores, aldehidos cíclicos no saturados, naftas y similares, verificando la citada mezcla en autoclave y a una temperatura comprendida entre los 60 y 80º C., con agitación continuada durante un período de tiempo que puede oscilar entre 8 a 10 horas y con recuperación de los disolventes citados.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1955).
Resumen no disponible.
UN PROCEDIMIENTO DE MOLDEO, POR ACCION NEUMATICA, DE CUERPOS A BASE DE ELEMENTOS FIBROSOS Y RESINAS SINTETICAS.
Sección de la CIP Técnicas industriales diversas y transportes
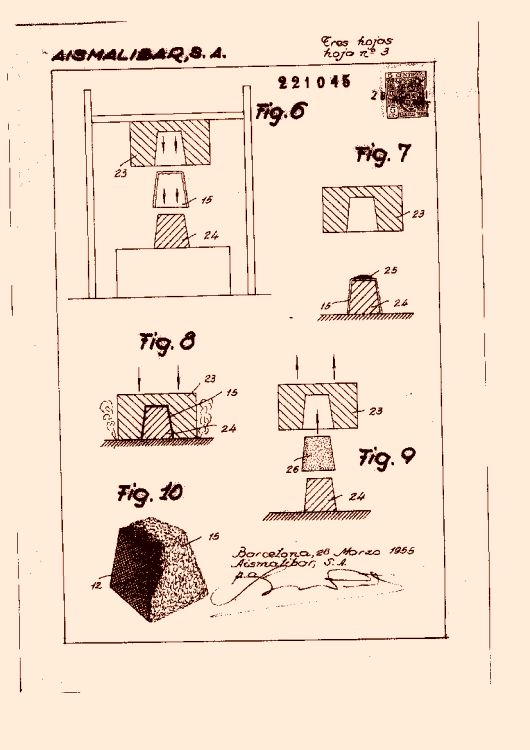
(01/06/1955). Ver ilustración. Clasificación: B29.
Procedimiento de moldeo, por acción neumática, de cuerpos a base de elementos fibrosos y resinas sintéticas, que se caracteriza esencialmente por el hecho de que para llevarlo a la práctica se parte de un juego de molde y contramolde o noyo, el primero rígido y el segundo flexible, y uno y ambos de material, forma y dimensiones variables, hallándose conectado uno de dichos componentes a un equipo de depresión o inyección neumática para conseguir la deformación expansiva de la bolsa que determina el contramolde, la cual viene a actuar sobre una capa de material depositada en la cavidad del molde y determinada por la combinación de fibra con resina sintética, aquella presentada en forma de tejido en trozos, en napa recortada o en mecha fragmentada y distribuida, y la segunda a base de una solución, suspensión o monómero líquido de tipo termoestable y polimerizable a baja presión y a poca temperatura, tal como resina poliéster o etoxilínica.
UN NUEVO PROCEDIMIENTO DE MOLDEO DE CUERPOS A BASE DE ELEMENTOS FIBROSOS Y RESINAS SINTETICAS.
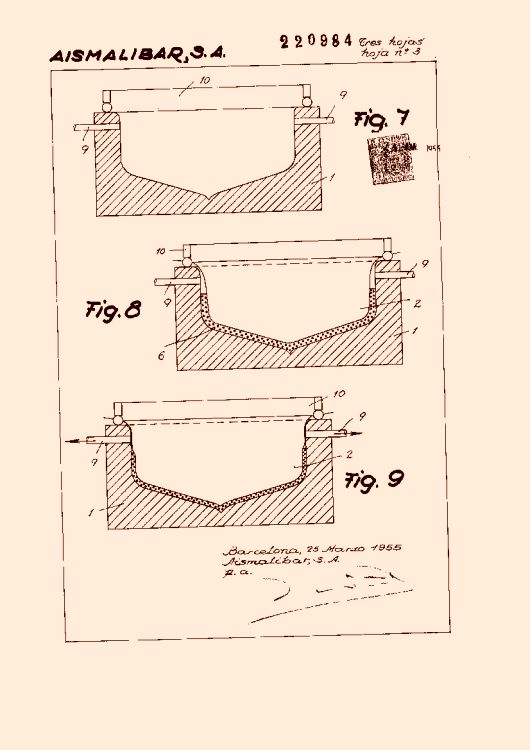
(16/05/1955) Nuevo procedimiento de moldeo de cuerpos a base de elementos fibrosos y resinas sintéticas, que consiste esencialmente en obtener aquéllos partiendo de un molde y contramolde, el primero de los cuales se conecta, a través de una conducción apropiada, con un aparato depresor o aspirador neumático, mientras que al segundo se le dota de un recinto o cubeta inferior continua para deposición de la resina sintética a emplear, la cual se presenta en forma de solución, suspensión o monómero líquido, es del tipo termoestable y polimerizable a baja presión y a poca temperatura, tal como una resina poliéster o etoxilínica, realizándose el procedimiento previa extensión sobre el contramolde de una capa de fibra, ya sea en tejído, napa en trozo o bien en fragmentos de mecha debidamente distribuídos,…
PROCEDIMIENTO PARA LA OBTENCION DE ELEMENTOS LAMINARES DECORATIVOS A BASE DE RESINAS POLIESTER.
(01/03/1955) Procedimiento para la obtención de elementos laminares decorativos a base de resinas poliéster, que consiste esencialmente en partir de laminado de papel, en hojas o continuo, que ha de formar las hojas de relleno, secarlo previamente a una temperatura apropiada, durante el tiempo necesario, extender sobre este papel la resina poliéster con los catalizadores y correctores de viscosidad adecuados, disponiendo entre las hojas de relleno y el soporte, mesa, rodillos o similar de apoyo una lámina o capa protectora, superponer las diversas hojas de relleno con interposición de la resina poliéster, disponer finalmente por igual sistema la hoja o lámina decorada, también de papel previamente seco, colocar sobre éstas una nueva lámina o capa protectora de dimensiones algo mayores para que sus bordes doblados cubran los límites del conjunto,…
UN PROCEDIMIENTO DE FABRICACIÓN DE PLACAS A BASE DE ELEMENTOS FIBROSOS IMPREGNADOS CON RESINAS POLIÉSTER.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1954). Clasificación: B32B.
Resumen no disponible.
UN PROCEDIMIENTO PARA EL MOLDEO DE CUERPOS LAMINARES DE MATERIAL PLÁSTICO.
(01/04/1954) Procedimiento para el moldeo de cuerpos laminares de material plástico, que consiste esencialmente en efectuar éste último utilizando para ello la acción conjunta de la aspiración y de la temperatura, empleándose a tal fin un molde y una plataforma de retención entre los cuales se coloca la lámina plástica a moldear, efectuándose entre aquellos elementos un ajuste hermético al efecto de que sea posible una eficiente aspiración dentro de la cámara del molde, con la que comunican unos conductos empalmados con un depresor o aspirador adecuado, que pueda actuar también de inyector, dotándose además al indicado molde de una instalación calefactora adecuada…
UN PROCEDIMIENTO DE FABRICACIÓN DE HILOS, CINTAS Y TUBOS CONTINUOS A BASE DE RESINAS ARTIFICIALES.
Sección de la CIP Técnicas industriales diversas y transportes
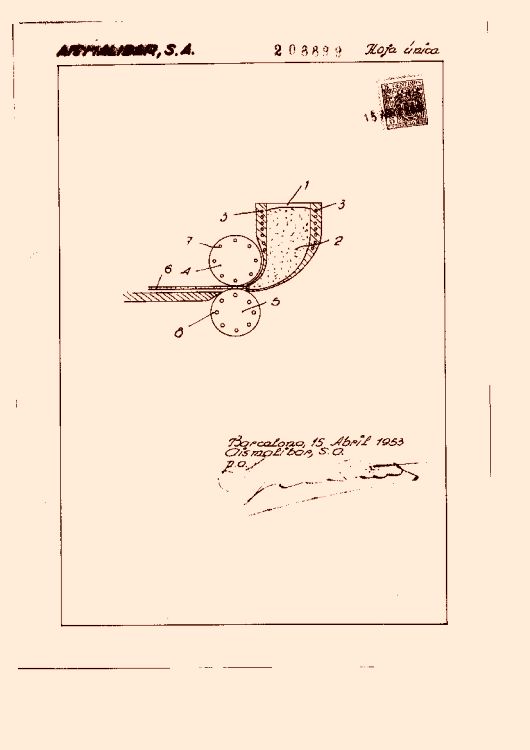
(16/06/1953). Ver ilustración. Clasificación: B29.
Resumen no disponible.
UN PROCEDIMIENTO DE FABRICACIÓN DE HILOS, CINTAS Y TUBOS CONTINUOS A BASEE DE RESINAS ARTIFICIALES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1953). Ver ilustración. Clasificación: B29.
Resumen no disponible.
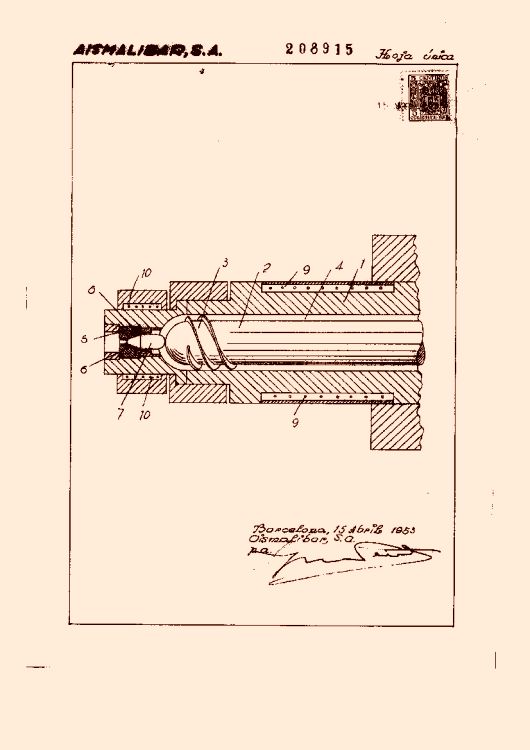
PROCEDIMIENTO DE OBTENCION DE MELAMINA-FORMOL.
Sección de la CIP Necesidades corrientes de la vida
(01/06/1953). Ver ilustración. Clasificación: A43D.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}