PERFIL PARA CONSTITUCION DE PANELES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1966).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1965). Ver ilustración.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1965).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1965). Ver ilustración.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1965).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1962).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/1961).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1961).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1959). Clasificación: B32.
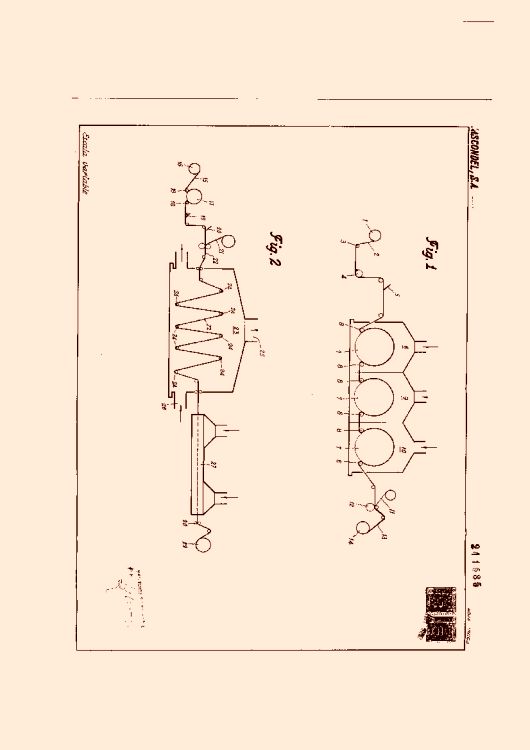
Mejoras en los procedimientos para la fabricación de placas estratificadascaracterizadas por formar un conjunto constituido por un número indeterminado de láminas de material termoplásticoobtenidas por extrusión y laminaciónentre las que se intercalan una serietambién indeterminadade láminas obtenidas por impregnación de un soporte absorbente por una materia termoplásticaprocediéndose a continuación y en etapas simultáneasal reblandecimiento de los materiales termoplásticos por el calor y al prensado de dicho conjuntoseguido todo ello de un enfriado del mismo permaneciendo este aun entre los órganos de prensado.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1959). Clasificación: B28, B32.
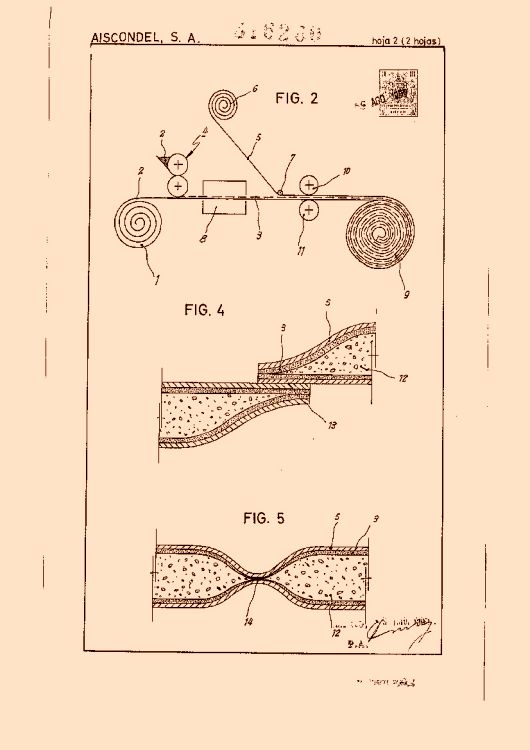
Procedimiento de fabricación de plancha compuesta armadacaracterizado por constar de una primera operación de superposición ordenadasobre un tambor dispuesto al efectode una banda de resina sintética termoplásticauna banda de tela metálica y una segunda banda de resina sintéticaefectuada la cual tiene lugar un calentamiento de las mencionadas bandas sintéticas hasta adquirir un estado de plasticidadquedando dispuestas para la tercera operación consistente en el laminado del conjunto de las tres bandasmediante unos cilindros de superficie de trabajo elásticateniendo lugar finalmente el enfriamiento de la banda continua de plancha compuesta formadaen disposición de ser arrollada en un tambor adecuado.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1959). Clasificación: B29, B21, B32.
Procedimiento par la fabricación de lámina y planchas de recubrimiento, carcterizado por comprender en combinación las siguientes fases operativas: arrollado de una banda de material plástico sin plastificar; aplicación por una de las caras de dichas banda, de una capa uniforme de adhesivo activable térmicamente; evaporación parcial del disolvente del adhesivo, con enfriado de la banda de plástico; evaporación total del disolvente; enfriado de la banda obtenida; y, finalmente, arrollado de la misma.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1959). Ver ilustración. Clasificación: B29.
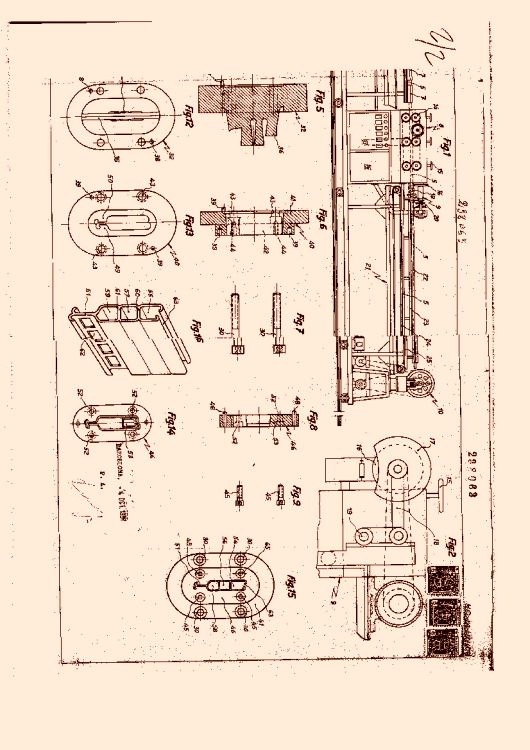
Procedimiento de fabricación de bisagras de materia plásticaque se caracteriza porque la primera operación de dicha fabricación consiste en la extrusión e un perfil consistente en una banda continua dotada lateralmente de un reborde tubular.
Sección de la CIP Textiles y papel
(01/06/1959). Clasificación: D03D.
Nuevo procedimiento de fabricación de tejidos especiales, caracterizado por entretejer una urdimbre de características filiformes de alta resistencia a la tracción y una trama de características serpentiformes de material plástico.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1959). Clasificación: B29D.
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1958).
Resumen no disponible.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B29, B32.
Procedimiento de fabricación de rollos de láminas decorativas autofijables con banda celulósica de protección, caracterizado por comprender, sucesiva y/o simultáneamente en combinación, las siguientes operaciones: eliminación de las tensiones internas propias de la lámina de plástico; depósito de una capa de adhesivo autoactivo; igualación de la capa de adhesivo depositada; evaporación parcial del disolvente del adhesivo en la superficie de la lámina impregnada; enfriado de la lámina de plástico; evaporación total del disolvente del adhesivo; gelificación del adhesivo; calentamiento de la lámina de plástico; calandrado conjunto de la lámina de plástico y de una banda celulósico de portección con la cara de contacto con el adhesivo con propiedades antiadherentes; y arrollado de la lámina compuesta resultante.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1958). Ver ilustración. Clasificación: B29.
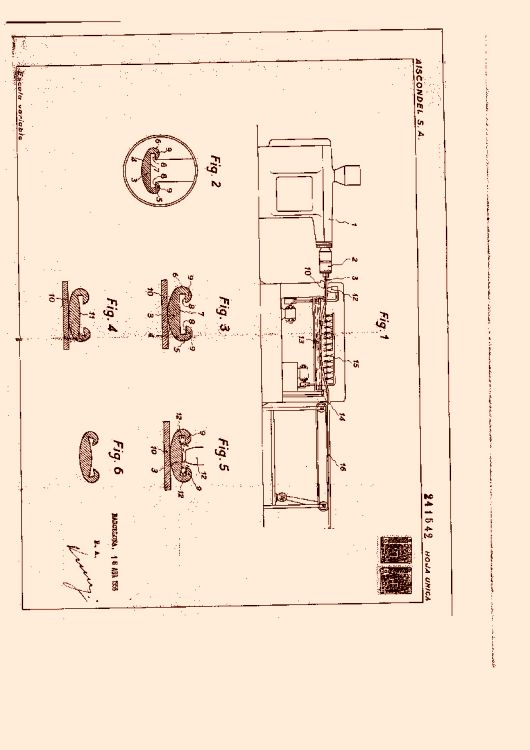
Un procedimiento para fabricar perfil contínuo partiendo de materiales termoplásticos semirrígidos que se caracteriza en obtener por extrusión contínuo, a temperatura de 170 a 200ºC, una banda o tira con la cara superior plana y la inferior parcialmente cilíndrica convexa dotada en cada lateral de sendos rebordes longitudinales que por su cara exterior son curvados sin solución de continuidad con la cara convexa, y por la interior son rectangulares, quedando estos rebordes dispuestos sobre la cara plana de la banda.
Secciones de la CIP Construcciones fijas Técnicas industriales diversas y transportes
(16/09/1958). Ver ilustración. Clasificación: E06C, B29.
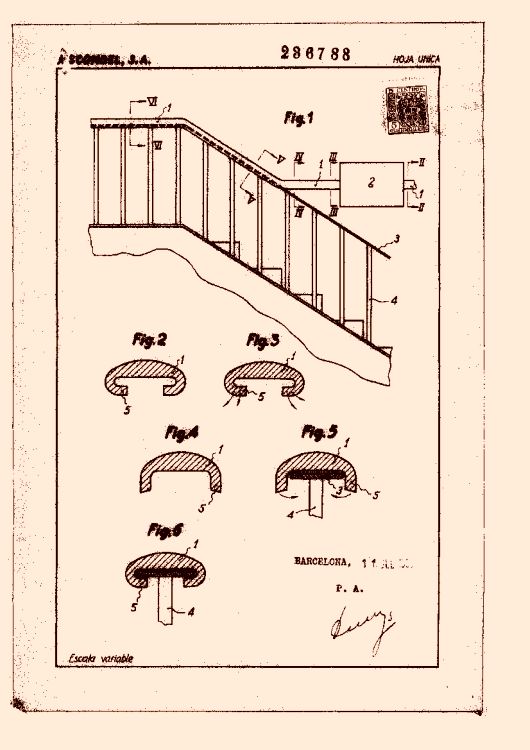
Procedimiento de montaje de pasamanos de material termoplástico en barandillas y similares,caracterizado porque partiendo de un perfil de configuración interior adaptable a la pletina superior de la barandilla, comprende en combinación las siguientes operaciones sucesivas introducción del perfil continuo del pasamanos a través de un aparato calefactor,calentamiento del perfil 60-70ºC por avance progresivo del aparato calefactor,apertura del perfil una vez ha alcanzado la temperatura de deformabilidad, aplicación sobre la barandilla del perfil abierto,adaptación y cierre del perfil sobre la pletina de la barandilla y finalmente enfriamiento del perfil.
Sección de la CIP Construcciones fijas
(01/09/1958).
Resumen no disponible.
Sección de la CIP Construcciones fijas
(01/05/1958).
Resumen no disponible.
Sección de la CIP Construcciones fijas
(16/04/1958). Ver ilustración. Clasificación: E06.
Procedimiento para la fabricación de tablillas de persiana en material plástico, caracterizado pot comprender en combinación las siguientes operaciones; extrusión de la materia plástica a través de una boquilla que da lugar a la formación de un perfil hueco tabicado interiormente; calibrado por vacío del perfil, aún deformable, obtenido en la operación anterior; enfriamiento, progresivo y calibrado, del perfil; arrastrado del perfil ya frío y con sección definitiva, cortado transversal del perfil en fragmentos de longitud determinada; y, finalmente, troquelado del perfil.
(16/02/1958).
Resumen no disponible.
(16/02/1958).
Resumen no disponible.
(16/02/1958).
Resumen no disponible.
(16/12/1957).
Resumen no disponible.
(01/09/1957).
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}