CIP-2021 : B21B 37/24 : Variación automática del espesor según un programa predeterminado.
CIP-2021 › B › B21 › B21B › B21B 37/00 › B21B 37/24[2] › Variación automática del espesor según un programa predeterminado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00).
B21B 37/24 · · Variación automática del espesor según un programa predeterminado.
CIP2021: Invenciones publicadas en esta sección.
TREN DE LAMINACION DE VARIOS CILINDROS.
(01/02/2006) Tren de laminación de varios cilindros para laminado de cinta de materiales con un cilindro de trabajo inferior y otro superior , unos cilindros de apoyo situados sobre los cilindros de trabajo , dispositivos de curvado para los cilindros de trabajo, así como dispositivos de reglaje y contrabalanceo de los cilindros de apoyo, donde los cilindros inferior y superior del tren de laminación se apoyan en dos cilindros de apoyo inferiores y dos cilindros de apoyo superiores, situados simétricamente respecto al plano axial vertical de los cilindros de trabajo y alojados dos a dos en montantes de los cilindros de apoyo, caracterizado porque para una laminación flexible de una cinta de material , los cuatro cilindros de apoyo son desplazables axialmente…
PROCEDIMIENTO PARA EL AJUSTE PREVIO Y LA REGULACION DE LA PLANEIDAD DE UNA BANDA DURANTE EL LAMINADO UNIDIRECCIONAL Y REVERSIBLE FLEXIBLE DE UN TRAMO DE MATERIAL EN FORMA DE BANDA.
(16/07/2004). Solicitante/s: ACHENBACH BUSCHHITTEN GMBH. Inventor/es: STAHL, WERNER, ING., BARTEN, AXEL, DIPL.-ING.
Procedimiento para el ajuste previo y la regulación de la planeidad de una banda durante el laminado unidireccional y reversible flexible de un tramo de material en forma de banda, por medio de al menos una pareja de cilindros de trabajo, para formar una separación entre cilindros, así como de cilindros de apoyo, dispositivos de ajuste de cilindros, flexión de cilindros, desplazamiento de cilindros y equilibrado subordinados para los cilindros, caracterizado porque durante el laminado de una rampa de grosores para el ajuste de una forma deseada de perfil de banda a lo ancho de la banda, se establecen los correspondientes parámetros de ajuste mediante el acceso en línea a una matriz de datos multidimensional, elaborada fuera de línea por medio de un modelo FEM, para todos los márgenes de ajuste de la fuerza de laminado, del desplazamiento de los cilindros y de los reguladores de flexión en todas las anchuras de banda que se produzcan.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR UNA CINTA DE METAL PARA TAILORED BLANKS DE CORTE A MEDIDA.
(16/07/2003). Solicitante/s: THYSSEN KRUPP STAHL AG. Inventor/es: SCHMITZ, HANS-PETER, KAWALLA, RUDOLF, BEHR, FRIEDRICH.
Procedimiento para fabricar una cinta de metal, especialmente de acero, con secciones de diferente espesor obtenida por laminado, para Tailored Blanks de corte a medida, caracterizado porque, los tramos de la cinta de diferentes espesores se producen por un laminado en caliente, ajustando la cinta antes de la pasada de laminación en caliente por tramas a una diferente temperatura por enfriamiento o por calentamiento.
PROCEDIMIENTO PARA LA LAMINACION DE CHAPAS GRUESAS.
(01/07/2002). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KRAMER, STEPHAN.
AL LAMINAR CHAPAS GRUESAS DE UN MATERIAL PREVIO EN VARIAS PASADAS DE LAMINADO CONECTADAS CONSECUTIVAMENTE SE PRODUCEN, CON UNOS ESPESORES FINALES RELATIVAMENTE PEQUEÑOS -EN ESPECIAL EN LAS ULTIMAS PUNTADAS- GRANDES DIFERENCIAS DE FUERZA DE LAMINADO ENTRE LA CABEZA DE LA CINTA Y EL EXTREMO DE LA CINTA A CAUSA DEL ENFRIAMIENTO DEL MATERIAL DE LAMINACION, Y DE LA TEMPERATURA DEL MATERIAL DE LAMINACION MAS BAJA EN EL EXTREMO DE LA CINTA. PARA SOLUCIONAR ESTE PROBLEMA, LA INVENCION PROPONE LAMINAR, A PARTIR DE UNA DETERMINADA PASADA DE LAMINADO, UNA REDUCCION DE PASADA MAYOR EN LA CABEZA DE LA CINTA QUE EN EL EXTREMO DE LA CINTA.
MATRIZ DE FORMA AJUSTABLE.
(16/12/2001). Solicitante/s: GRUMMAN AEROSPACE CORPORATION. Inventor/es: KESSELMAN, MARTIN, HAAS, EDWIN, G.
LA INVENCION SE REFIERE A UNA MATRIZ PARA EMBUTICION DE CHAPA METALICA AUTOAJUSTABLE CONTROLADA POR ORDENADOR QUE PERMITE CONSEGUIR CAMBIOS RAPIDOS DE CONTORNO. ELIMINA LA NECESIDAD DE FABRICAR, ALMACENAR Y CAMBIAR MATRICES DE EMBUTICION INDIVIDUALES PARA DISTINTOS CONTORNOS Y COMPRENDE UN DISPOSITIVO DE CONTROL POR ORDENADOR QUE ENVIA SEÑALES ADECUADAMENTE TEMPORIZADAS PARA TRADUCIR CADA ELEMENTO DEL CONTORNO DE MANERA QUE SE FORME UNA SUPERFICIE TRIDIMENSIONAL MEDIANTE UNA MATRIZ DISCRETA DE CLAVIJAS INDIVIDUALES . ESTA MATRIZ DE EMBUTICION PARA CHAPA METALICA AUTOAJUSTABLE SE UTILIZA EN PRENSAS PARA CHAPA METALICA EN LAS CUALES LA CHAPA SE PUEDE CONFORMAR DANDO FORMA AL METAL POR COMPRESION O TRACCION CONTRA LA SUPERFICIE CONTORNEADA.
FABRICACION DE BANDA METALICA.
(01/12/1999) UN METODO Y APARATO PARA FABRICAR UNA TIRA METALICA CON UN GROSOR VARIABLE. LA TIRA METALICA SIRVE PARTICULARMENTE PARA SER USADA COMO PARTE DE EL ENSAMBLAJE DE UN LIMPIAPARABRISAS. LA MATERIA PRIMA QUE TIENE UN GROSOR Y ANCHURA CONSTANTES, SE PASA EN ESTADO FRIO A TRAVES DE UN PAR DE RODILLOS FORMADORES OPUESTOS , SIENDO LA SEPARACION DE ESTOS VARIADA Y, DEFORMANDO ASI LA MATERIA PRIMA DE MANERA VARIABLE A LO LARGO DE LA LONGITUD DE LA MISMA, PARA PROPORCIONAR UNA TIRA FORMADA CON UN GROSOR VARIABLE. LOS RODILLOS TIENEN EJES PARALELOS, ESTANDO UNO DE ELLOS FIJADO SIENDO EL OTRO DESPLAZABLE HACIA ATRAS Y HACIA DELANTE. EL GROSOR DE LA TIRA FORMADA VARIA EN UN…
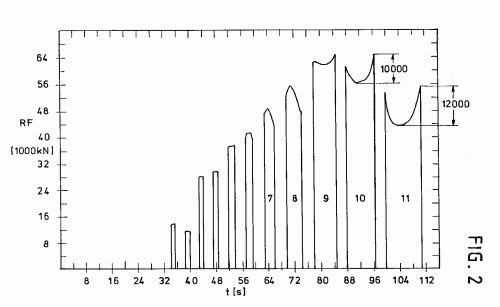
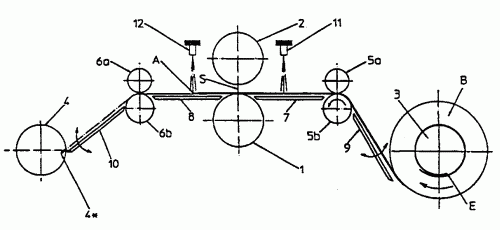
PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR LOS EXTREMOS DE UNA BANDA ARROLLADA EN UN LAMINADOR REVERSIBLE.
(01/07/1999). Ver ilustración. Solicitante/s: SUNDWIG GMBH. Inventor/es: BERGER, BERND, BRUGGEN, FRANZ.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA LAMINAR LOS EXTREMOS DE UNA BANDA ENROLLADA (B) EN UN TREN DE LAMINACION REVERSIBLE CON CARRETES DE BOBINAR DISPUESTOS A AMBOS LADOS. CON EL FIN DE REDUCIR AL MAXIMO CON LA MENOR COMPLICACION TECNICA POSIBLE LAS LONGITUDES PERDIDAS POR NO MANTENER LAS DIMENSIONES DEBIDAS EN LOS EXTREMOS DE LA BANDA, SE HA PREVISTO QUE EN CADA PASADA DE LAMINACION, EL PRINCIPIO DE LA BANDA (A) SE INTRODUZCA EN LA SEPARACION ENTRE CILINDROS (S) SIN TRACCION SOBRE LA BANDA NI FUERZA EN LOS CILINDROS, QUE SOLO ENTONCES SE AUMENTE GRADUALMENTE LA FUERZA EN LOS CILINDROS HASTA LLEGAR A SU VALOR NOMINAL Y QUE LA TRACCION DE SALIDA SOBRE LA BANDA SE APLIQUE CUANDO EL PRINCIPIO DE LA BANDA (A) ESTE CONECTADO AL CARRETE DE BOBINAR . AL FINAL DE CADA PASADA DE LAMINACION, LA TRACCION SOBRE LA BANDA SE REDUCE A 0, DE MANERA QUE EL FINAL DE LA BANDA (E) ATRAVIESA LA SEPARACION ENTRE CILINDROS SIN NINGUNA TRACCION EN ABSOLUTO.
{kind=link}
{kind=link}